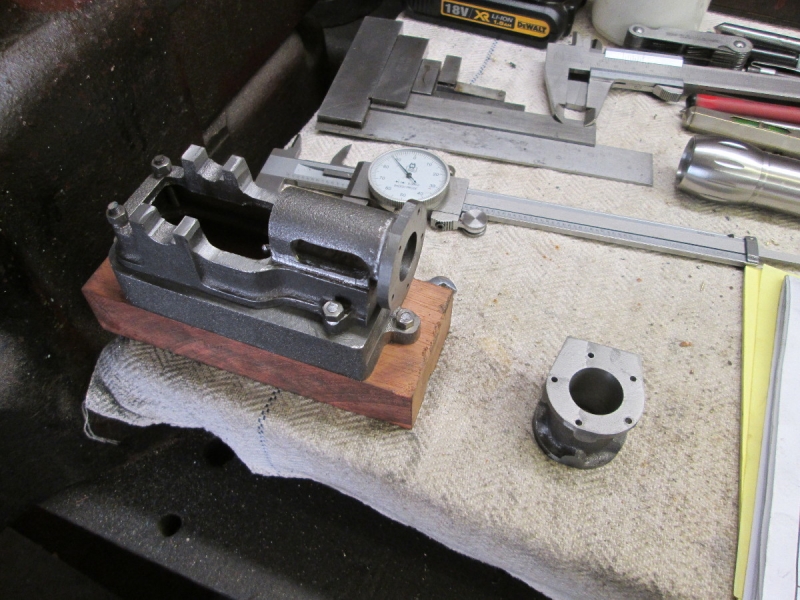
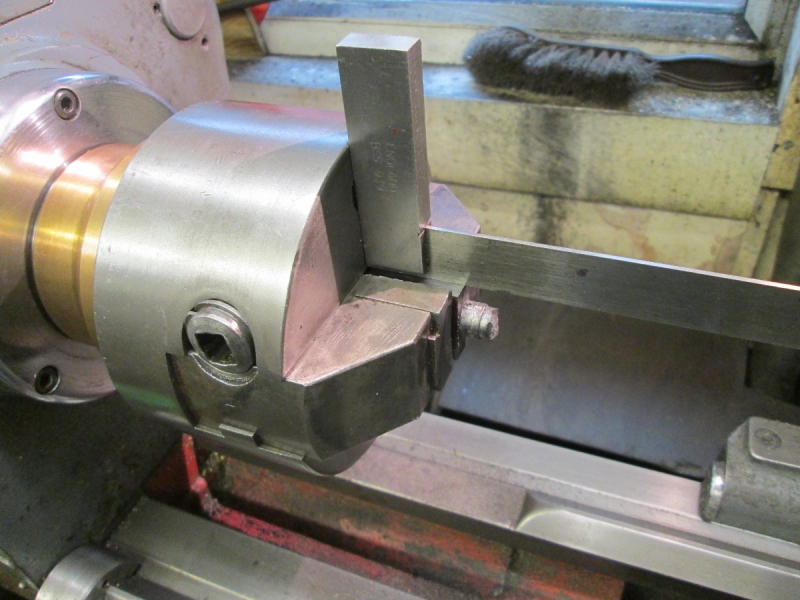
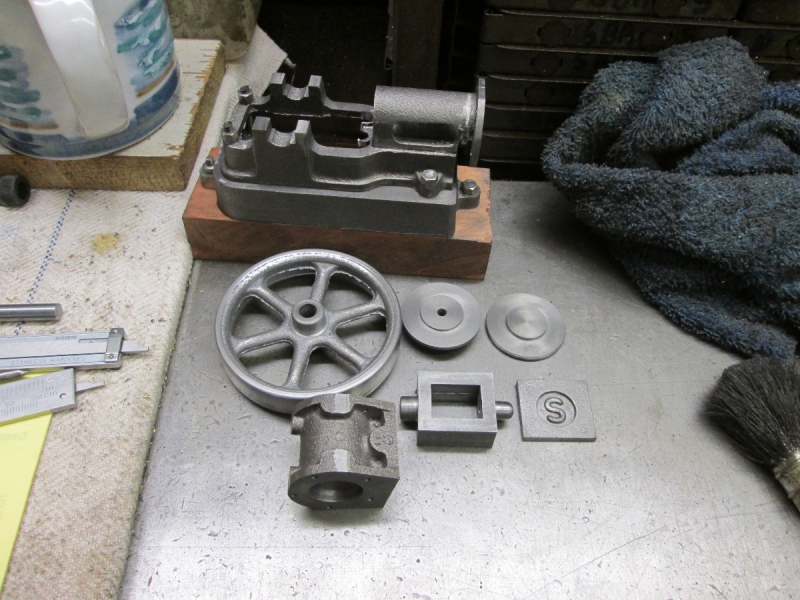
I went in the shed with a clear object in view. My trusty Stag tipped small boring bar has reached the end of its li9fe and I wanted to make another. The more rigid a bar is the better it cuts and it just so happens I have a lot of old-fashioned high carbon steel tools, still good for some low speed jobs but not so precious I can't sacrifice one as raw material. Johnny bought good steel stock so it will be just the job.

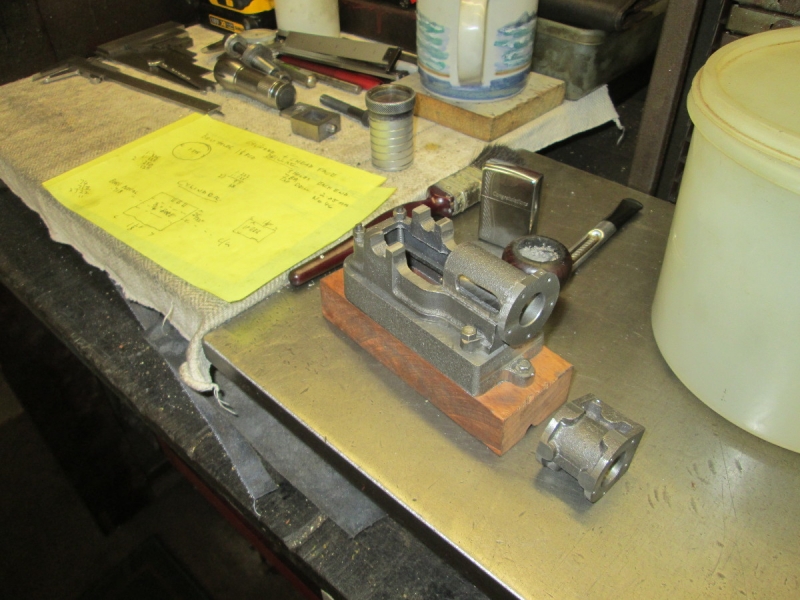
Then I realised I'd get on a lot better with square stock! So a quick swap for another tool.

Rather than cutting the tool with a hacksaw and blunting it I decided to get the angle grinder out and thereby hangs a tale. Amazing how you can get side tracked! Getting the grinder out is a pain because it's under a stack of boxes that live under Johnny's big lathe. I decided it was time for a rethink so I redistributed the boxes under the lathe. The socket sets now live here and are not in the way!

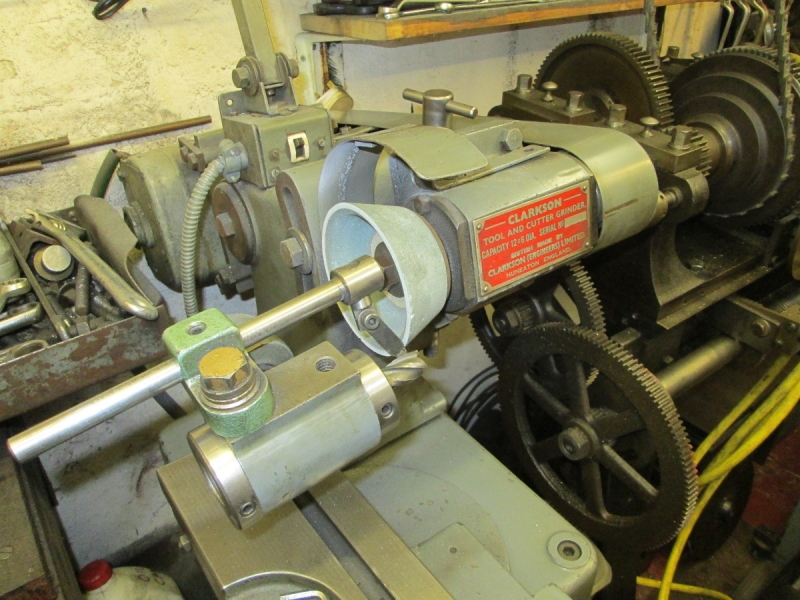
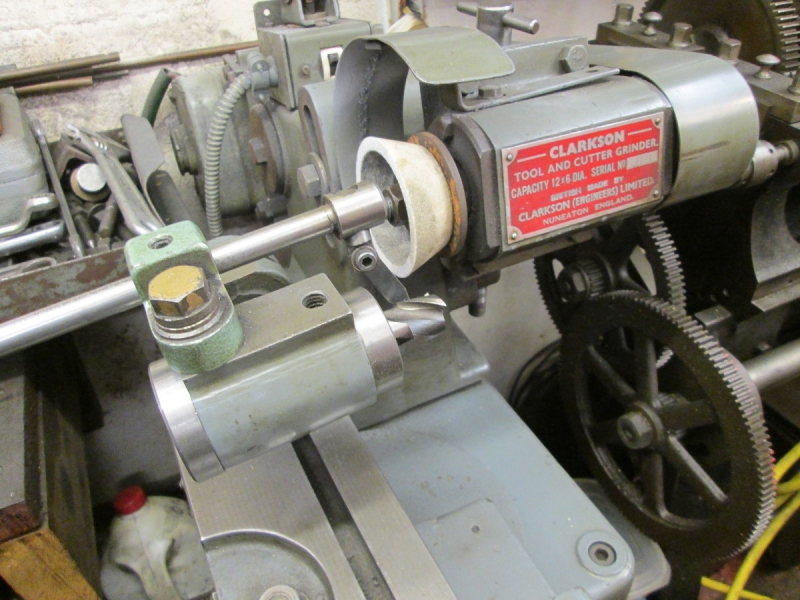
Taking the grinder out of its box meant that it could be used to hold a selection of discs, polishing tackle and wire brushes. They never get used because it's such a faff getting them out.

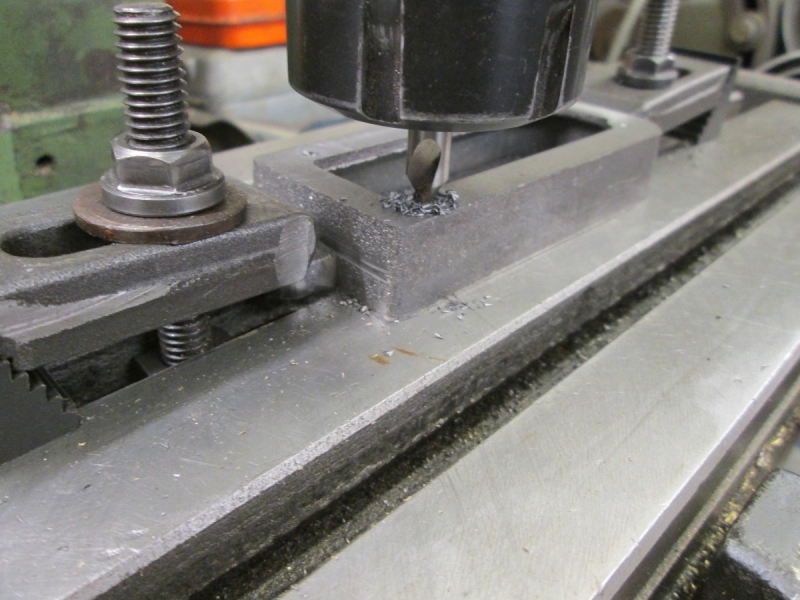
The box now lives out of the way under the grinder. I cut the end of the tool off with a slitting disc and I can tell you it's tough stuff! Good choice....
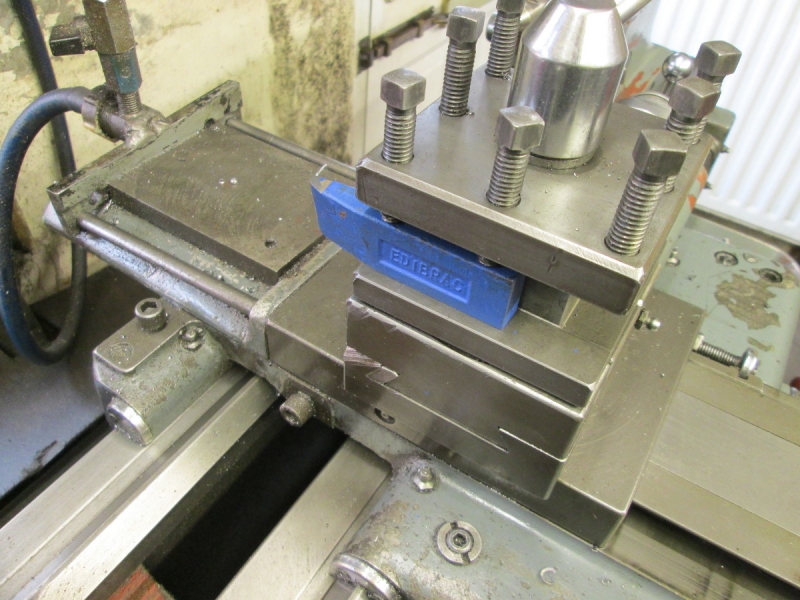
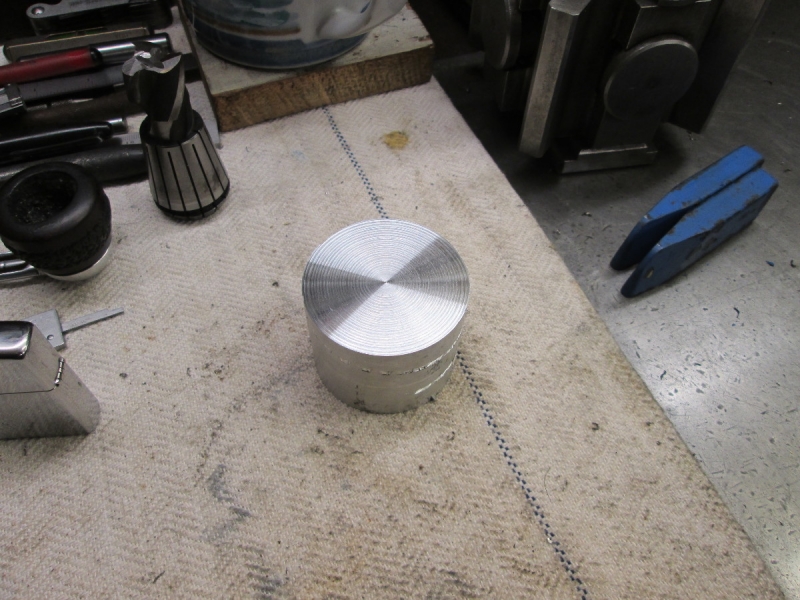
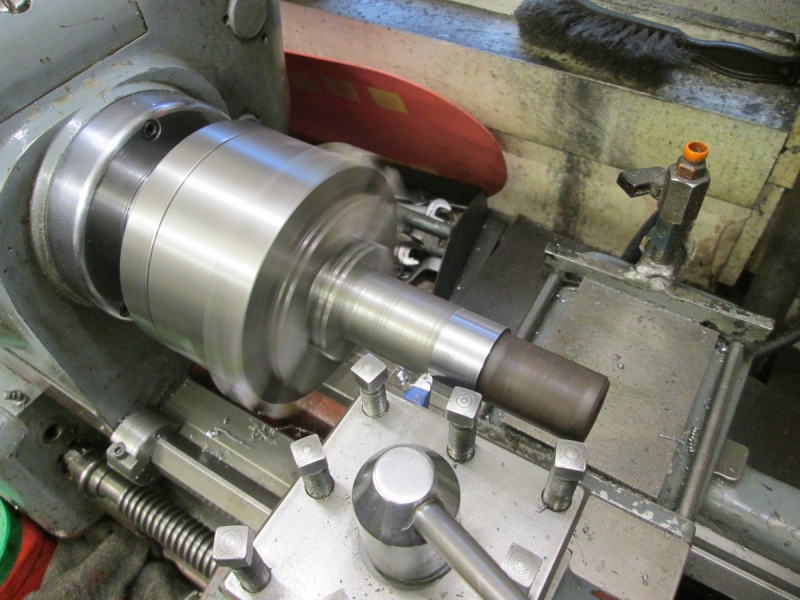
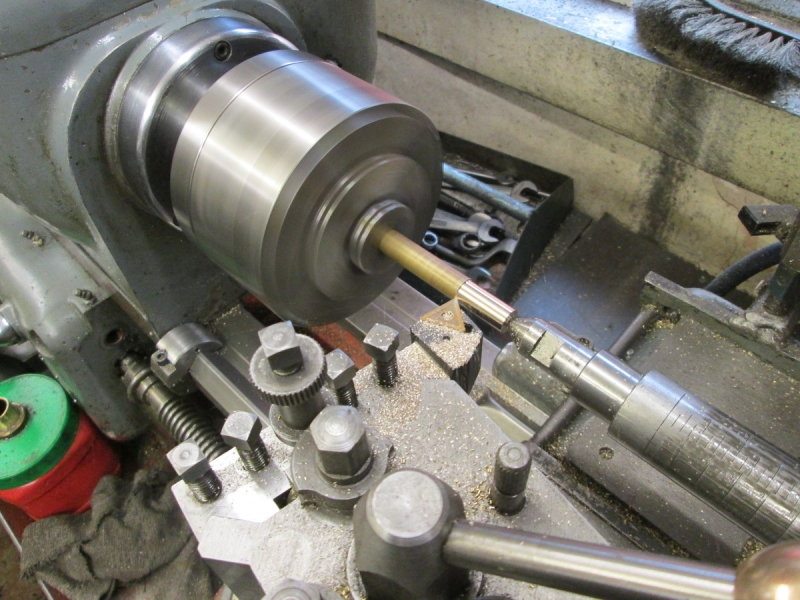
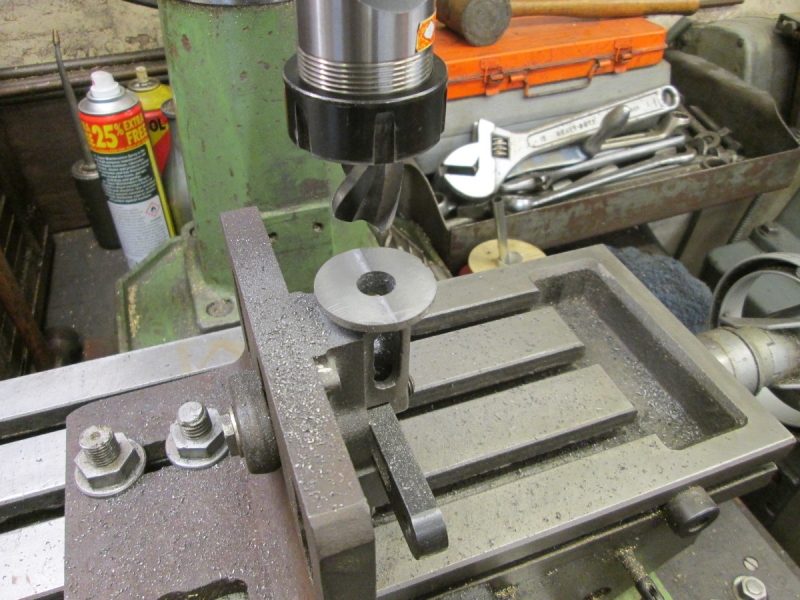
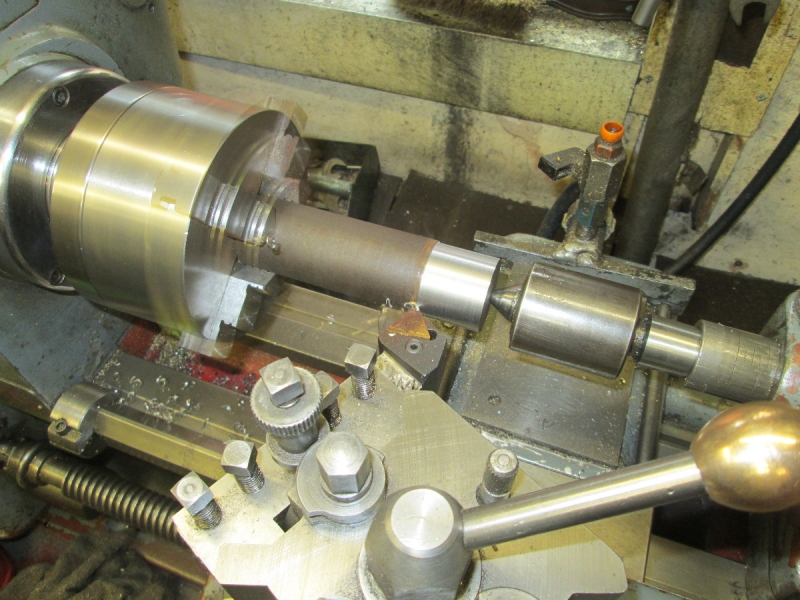
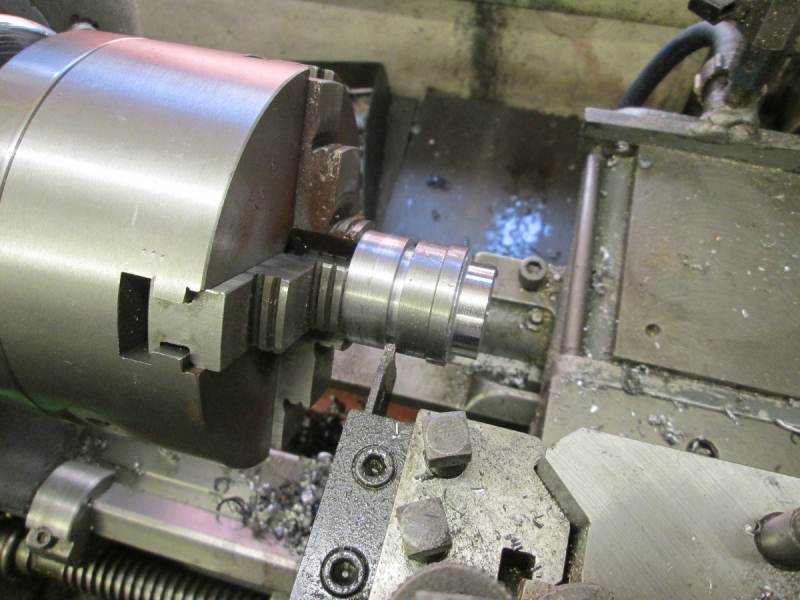
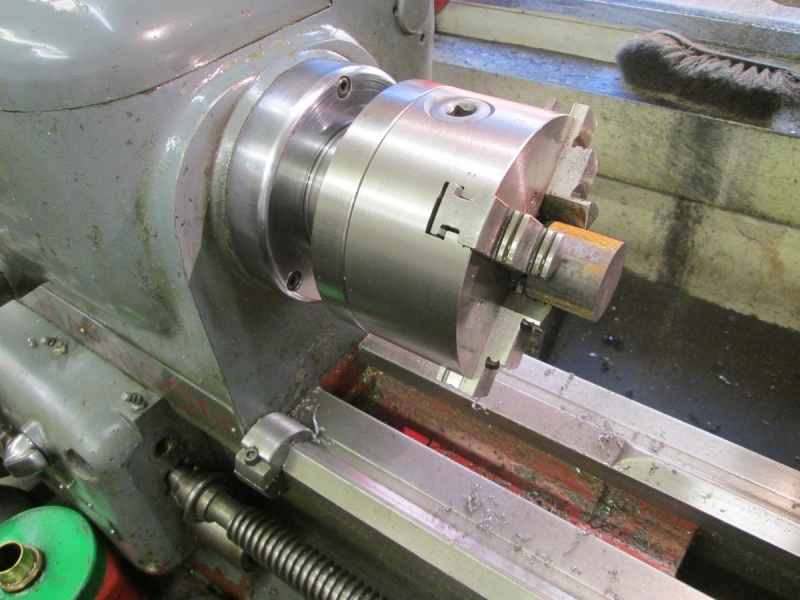
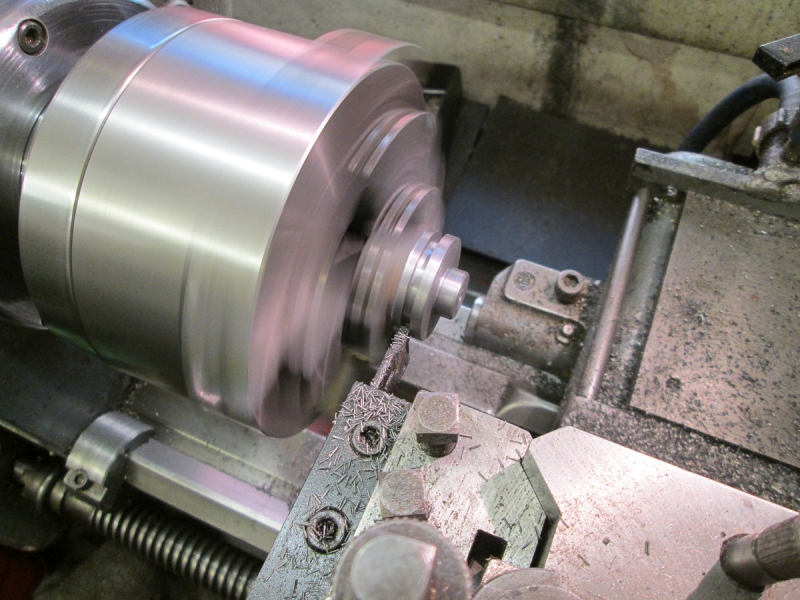
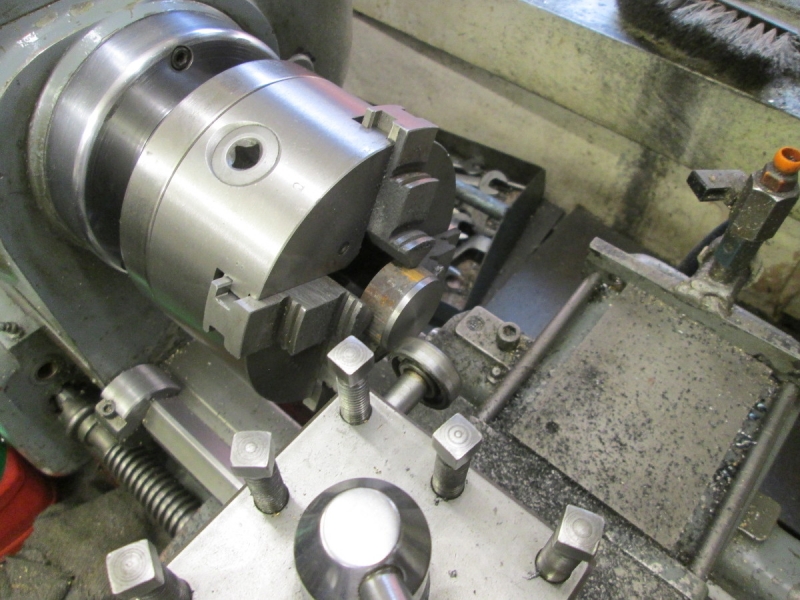
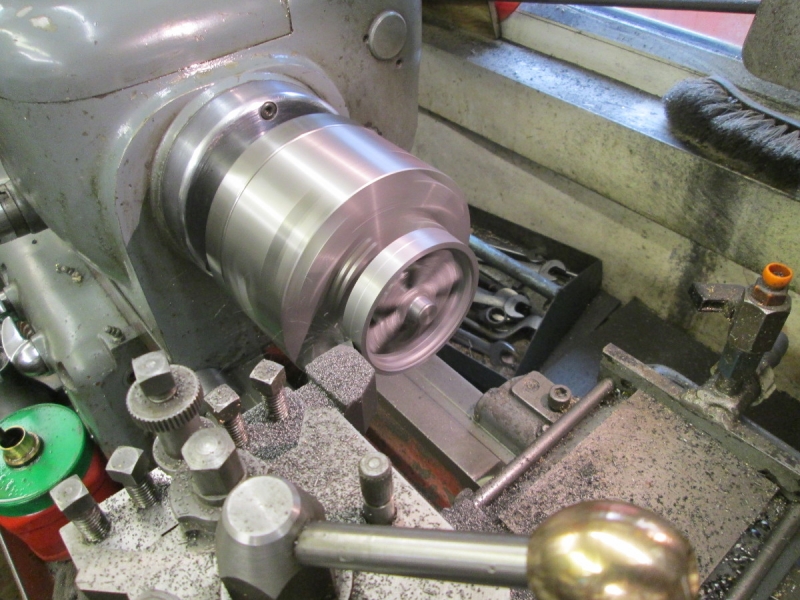
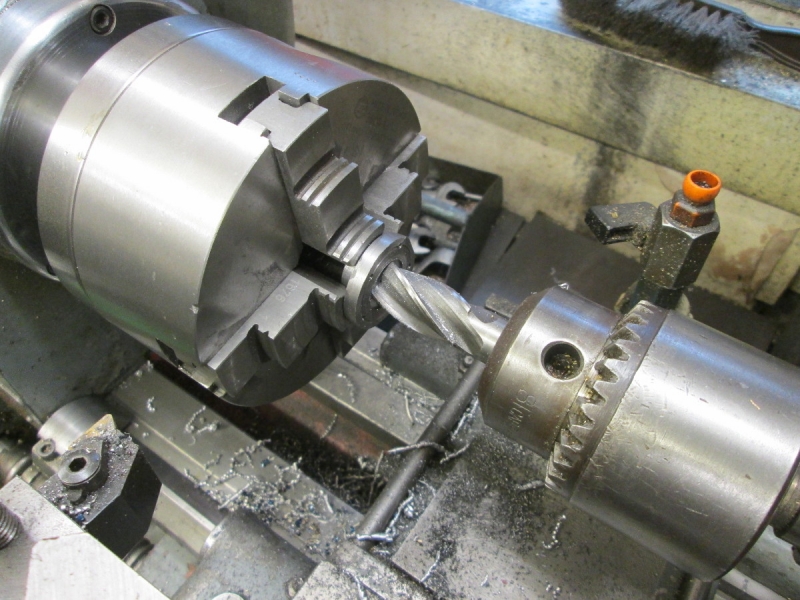
Then into the lathe to make it the right shape. Note that I am forcing myself to use the carbide tips. I looked through my stock of cutters and realised I have some new TNMG inserts that are too big for the two tool-holders I have and knowing how much they cost I went on the web and invested in a new left hand toolholder that will accept them. The cutters handled the high carbon steel OK but not the best finish in the world, plenty good enough for a boring bar though.

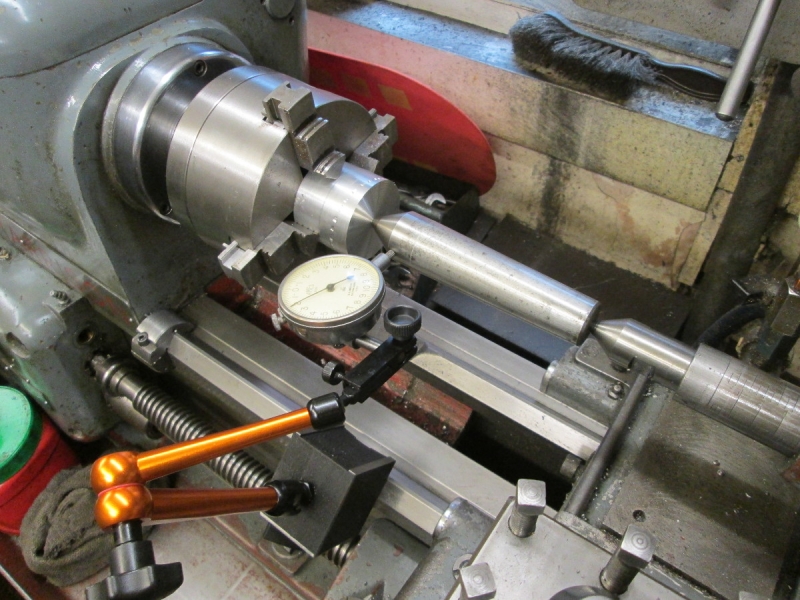
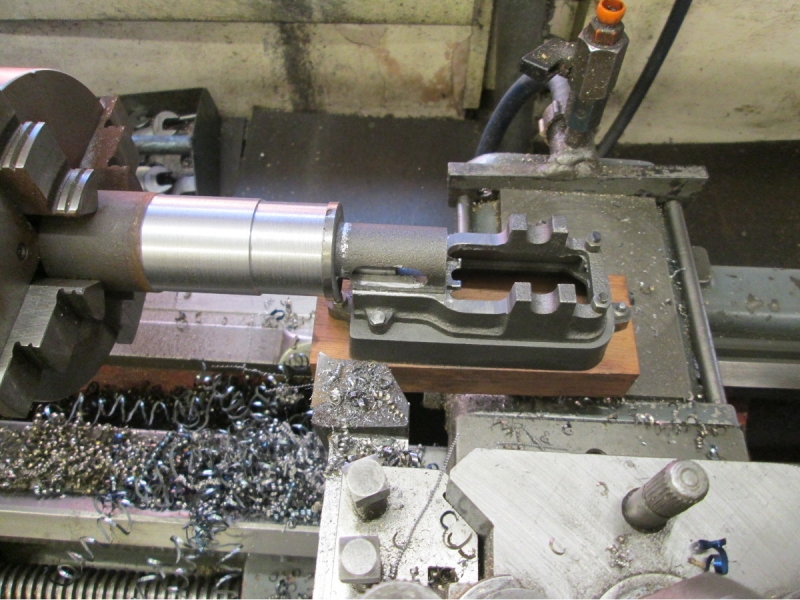
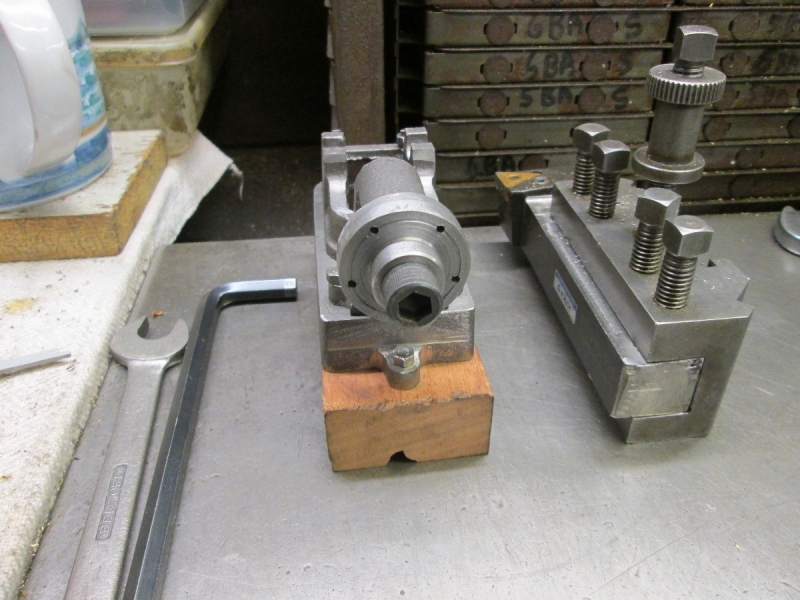
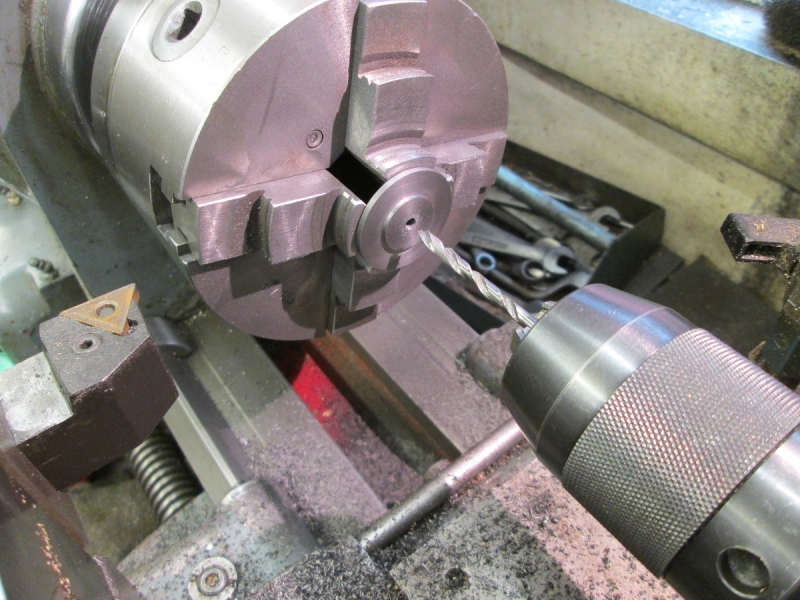
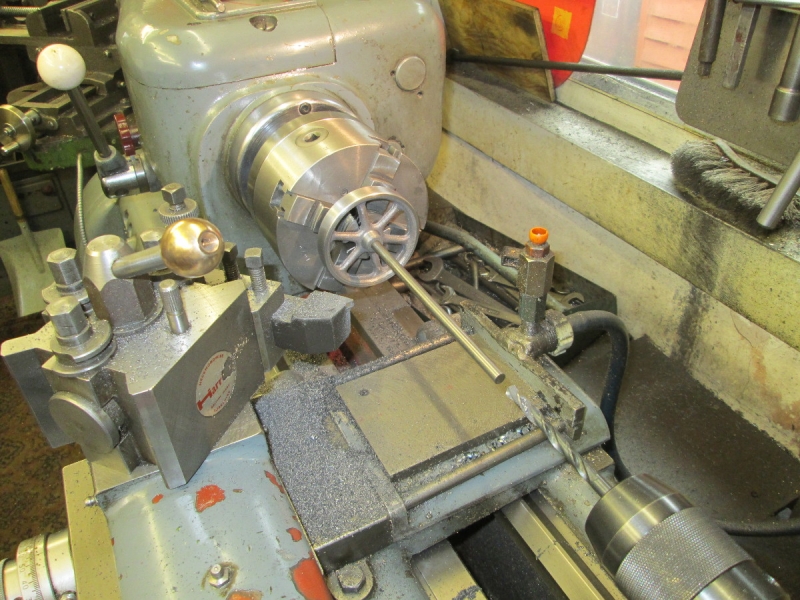
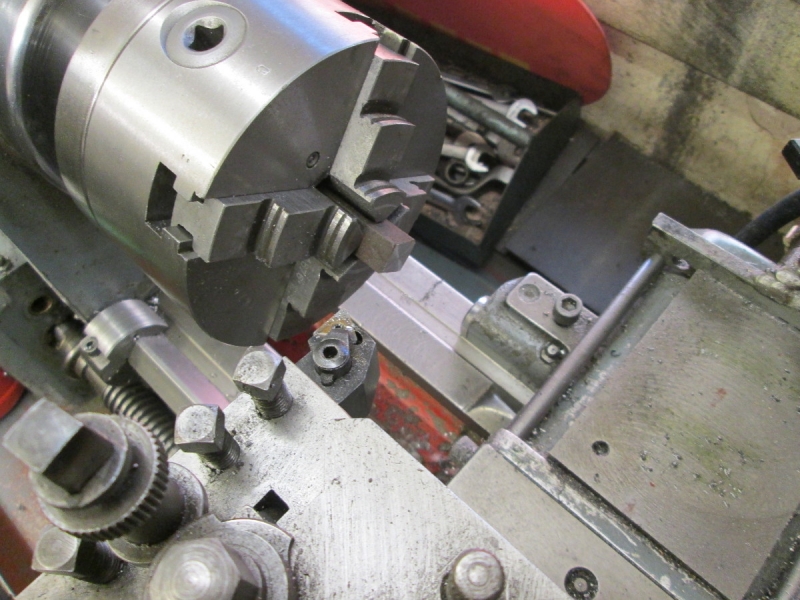
Here we are at closing time. I have fitted the bar with 3/16" HS steel and there is a socket head grub screw in the end to hold it. The tip needs sharpening but I'll do that tomorrow..... I haven't been wasting my time!