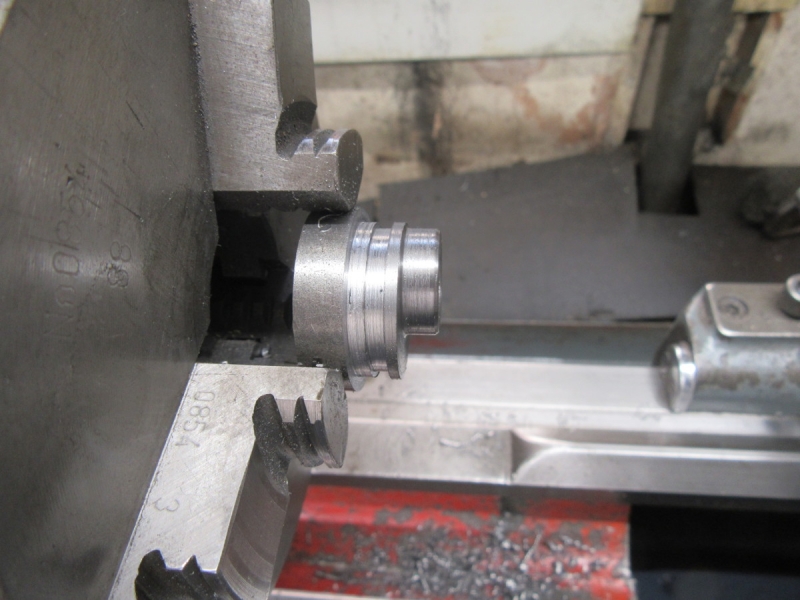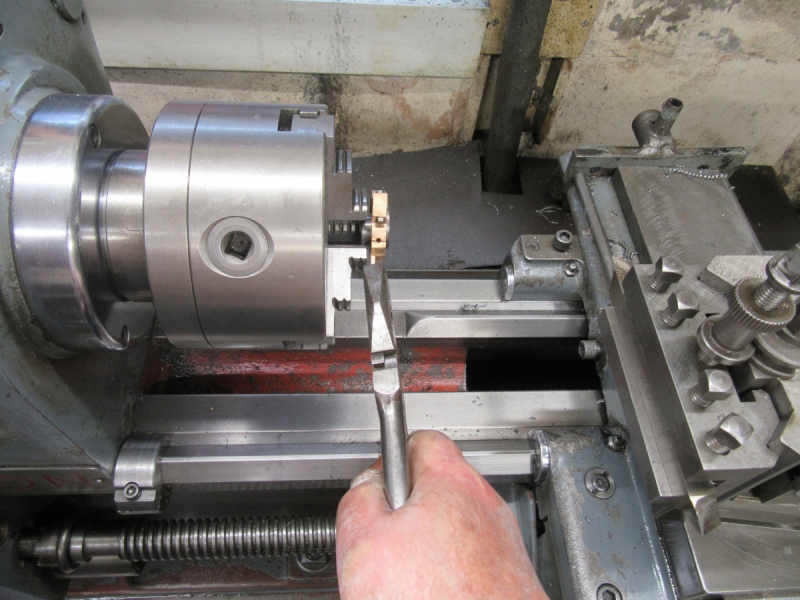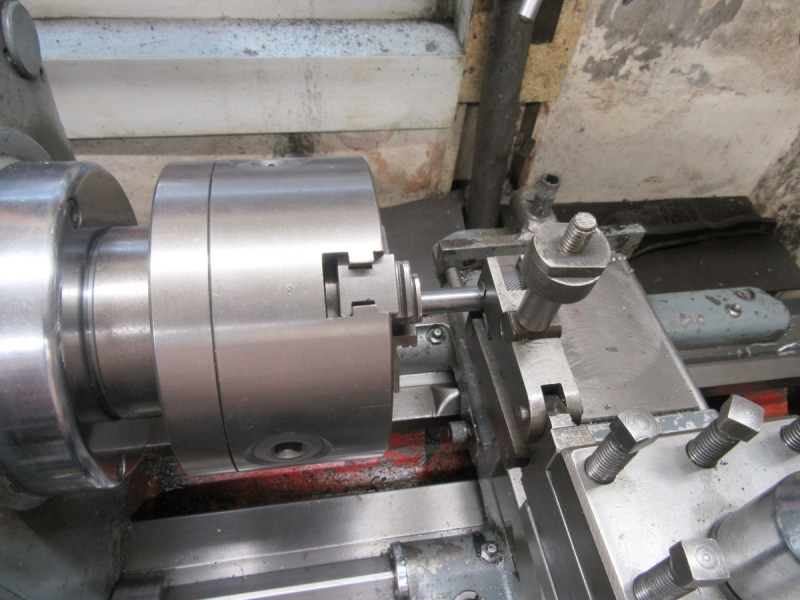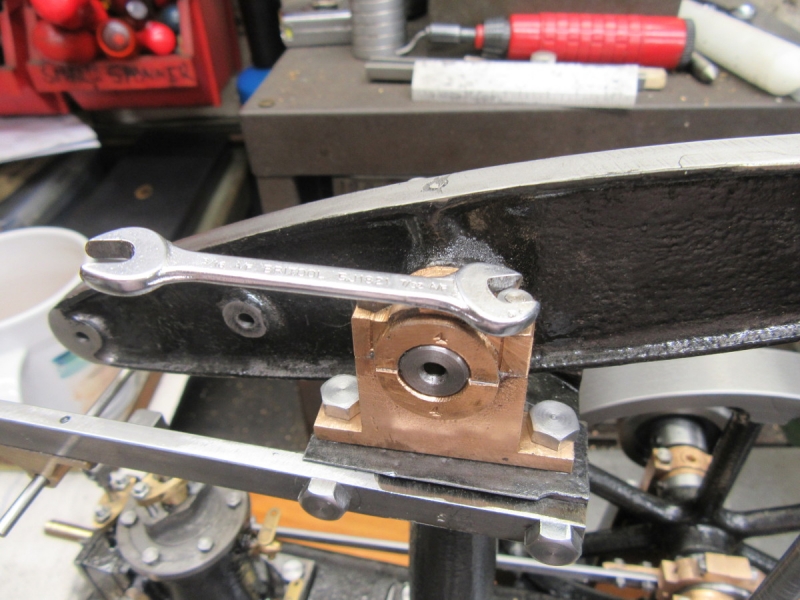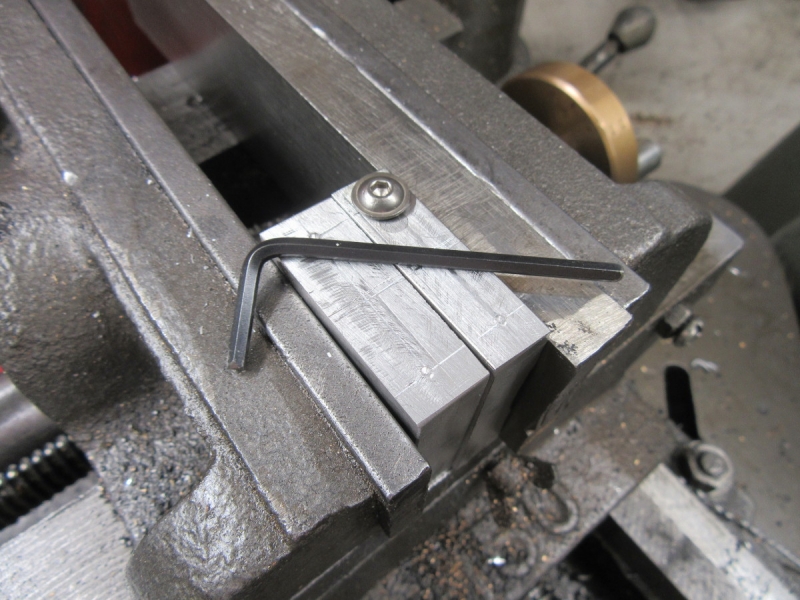
Still the eccentric rod. Here I am measuring up yet again. Essential before I make the holes for the mounting bolts. As usual I shall fit one and then drill for the second after I have the first secured.
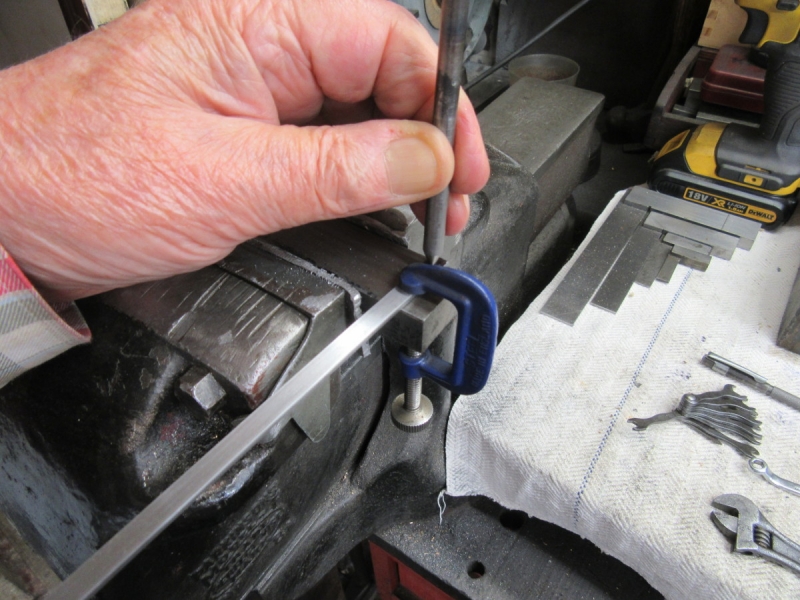
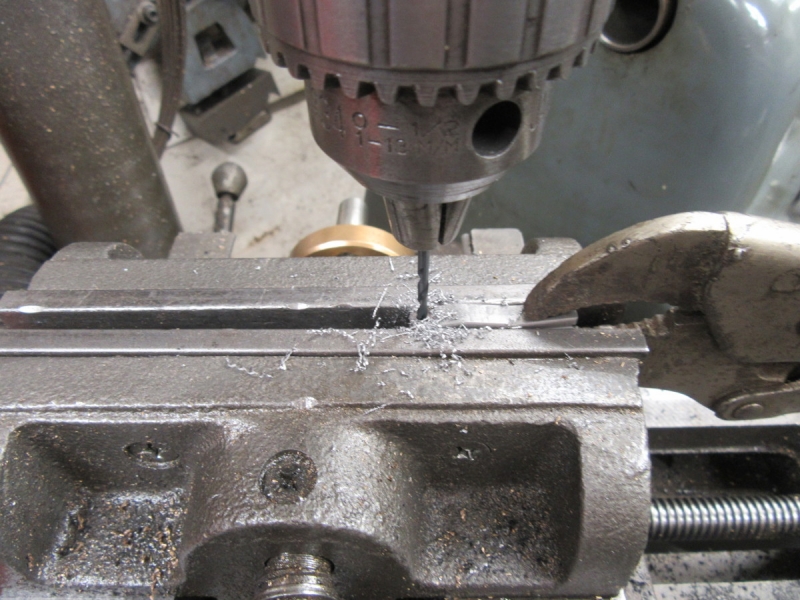
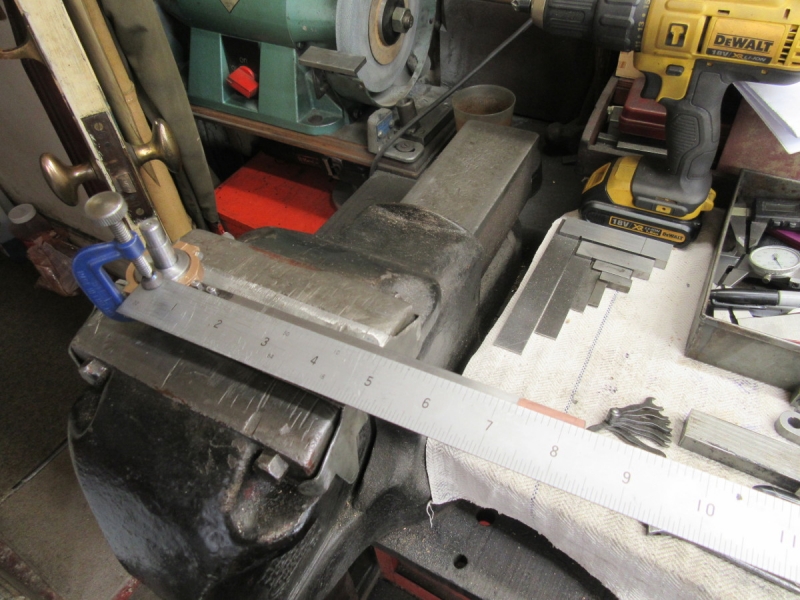
You need three hands to hold everything while you punch the first mark accurately. Imagination has to be used, but I got it right.
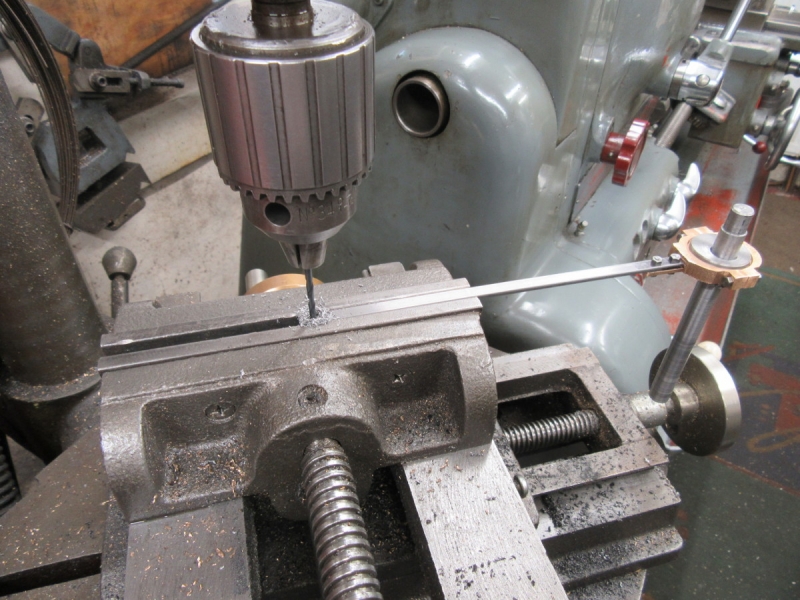
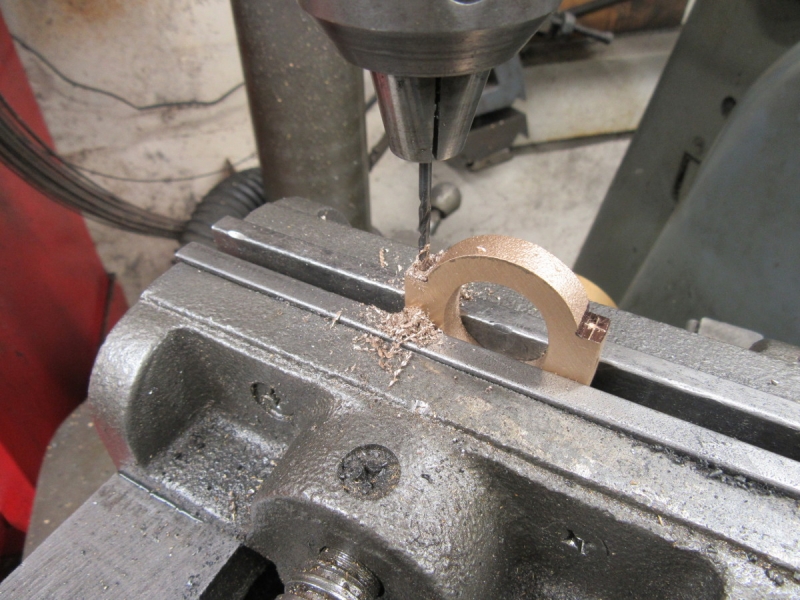
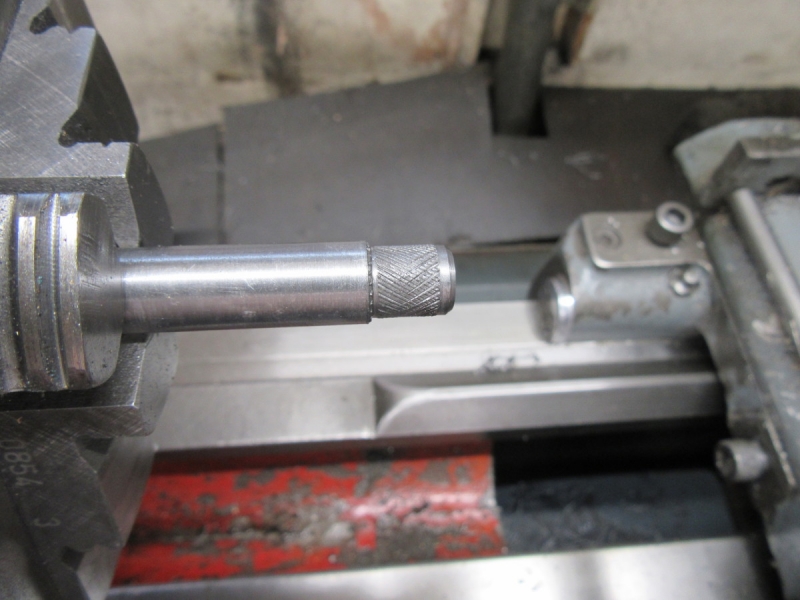
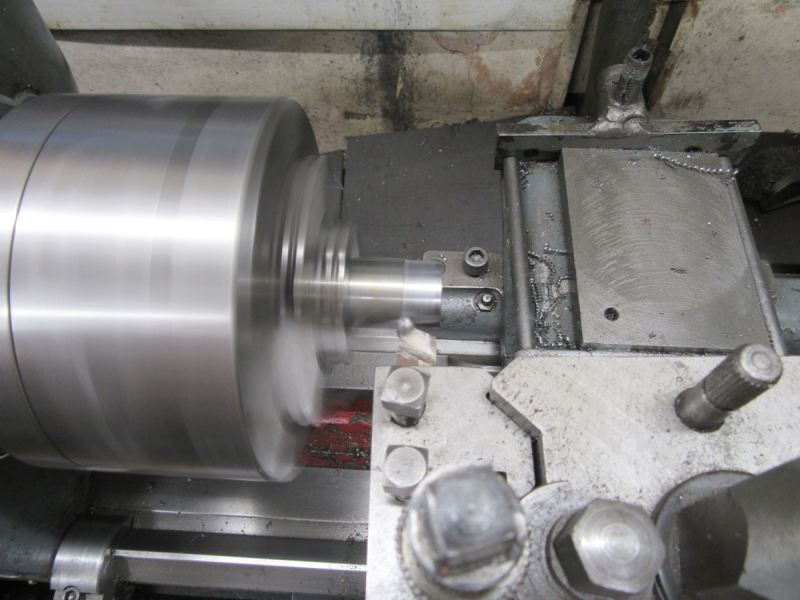
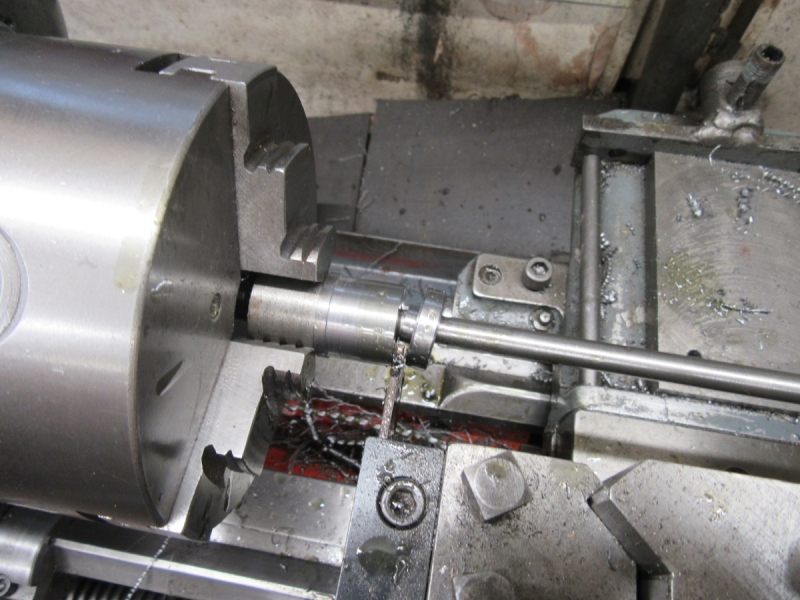
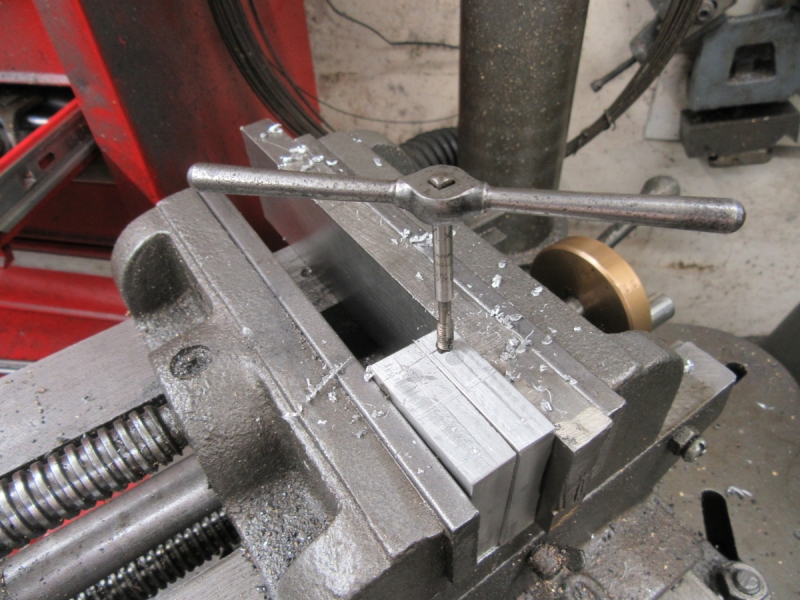
Then drill it, no going back now. By the way, I had to shorten the rod first so it fits the new fork. Note that I am not wearing cloves this morning, they get in the way of small components!
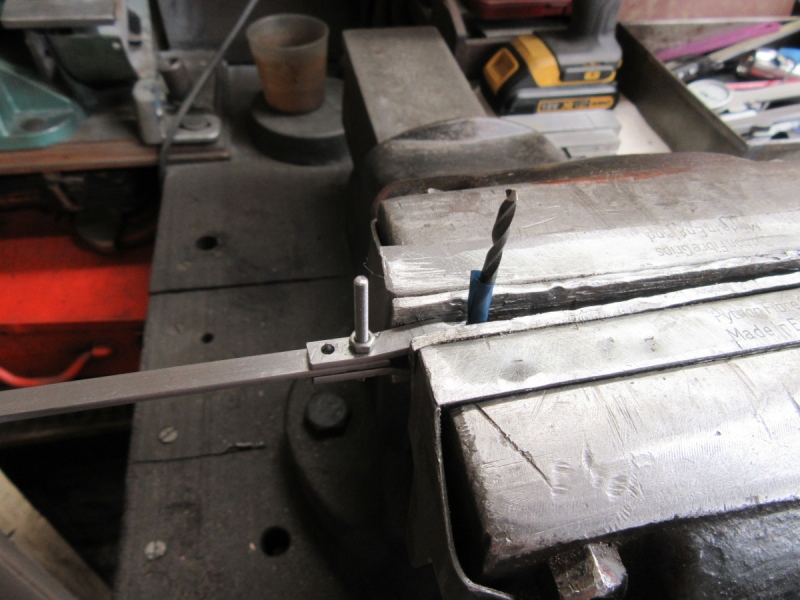
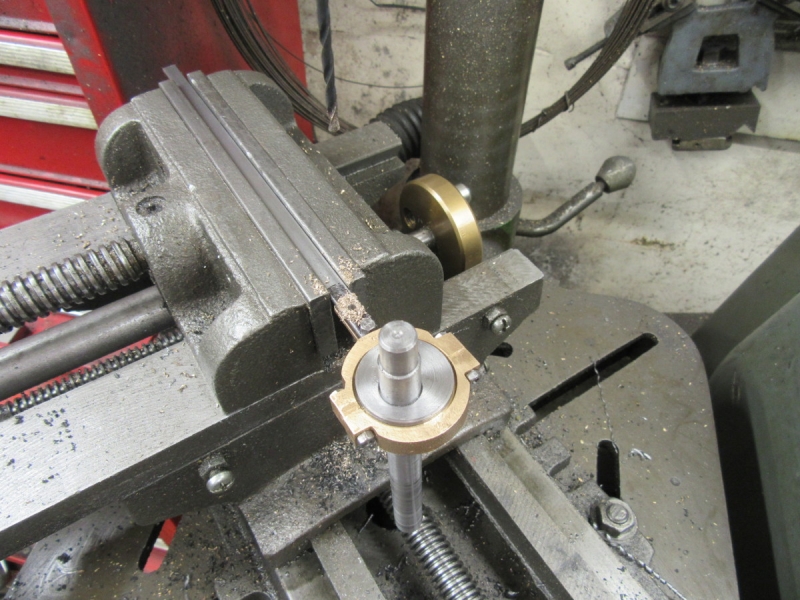
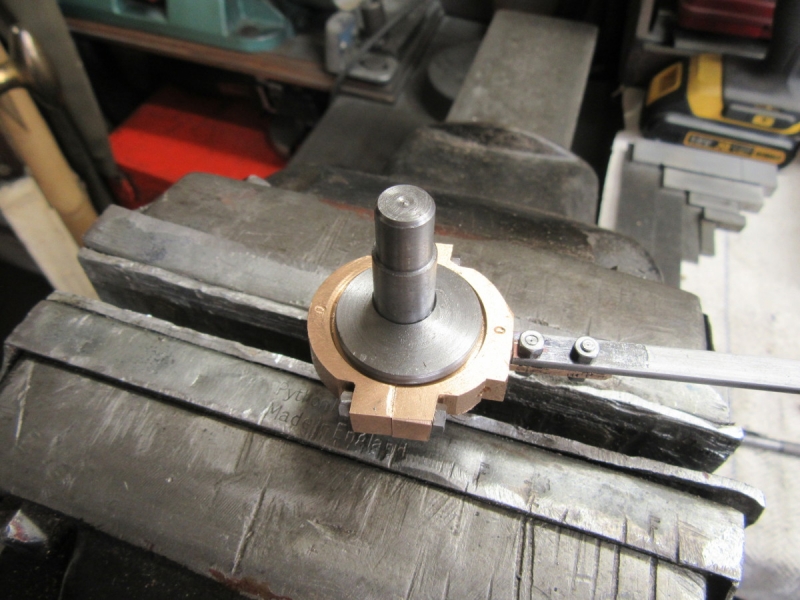
Then assemble the fork on the end of the rod with the 1/8" drill in place to ensure that the holes line up. Tighten up the 6BA setscrew and it's ready for drilling the second hole.
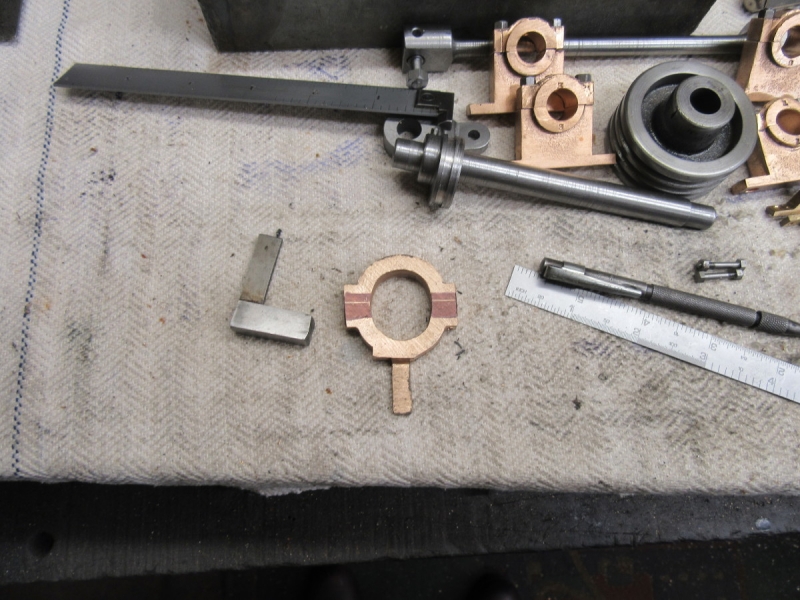
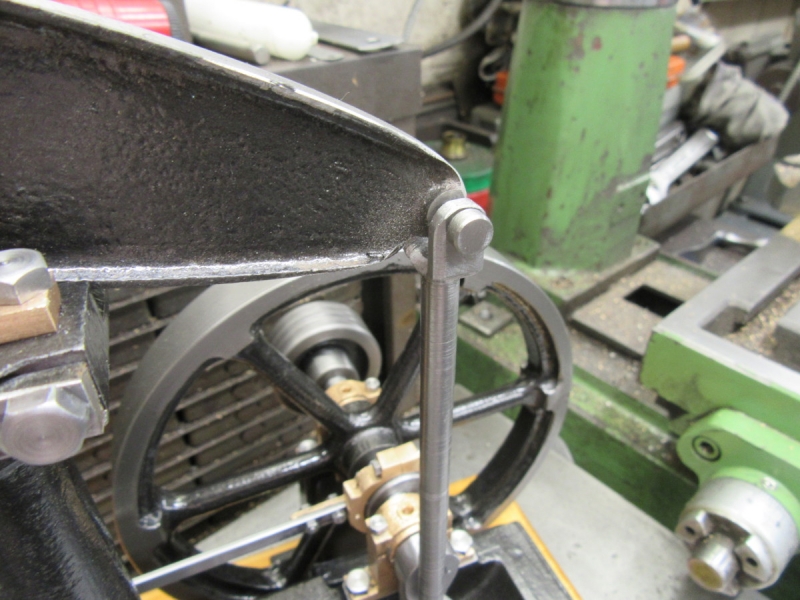
Here we are, for better or for worse, we have a fork on the end of the rod. If you thought I was pushing it a bit when I said my design was better when I made the mistake, look at the way the fork is now central on the rod and hence the eccentric. This is an improvement on the original design which was offset.

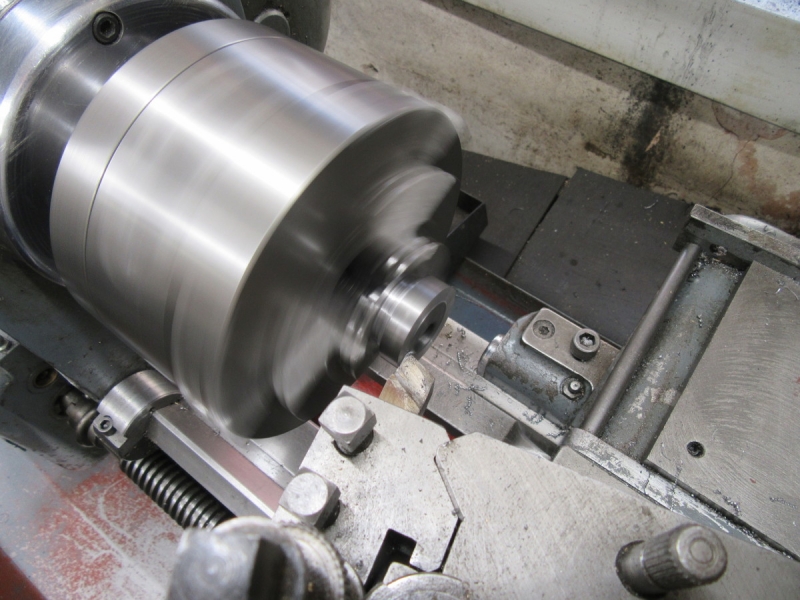
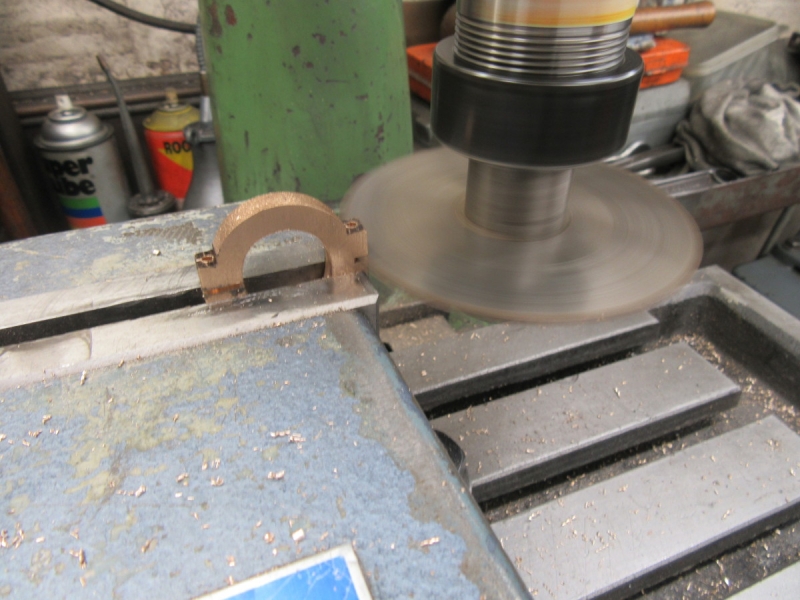
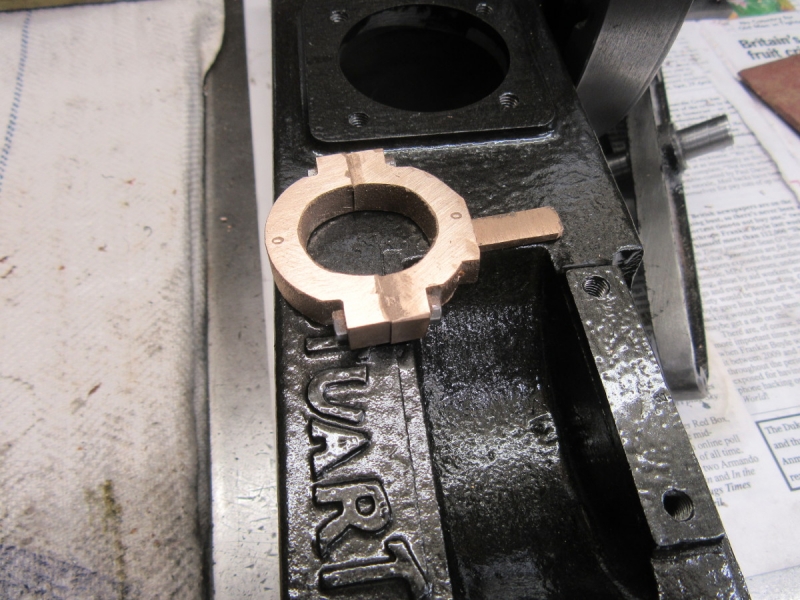
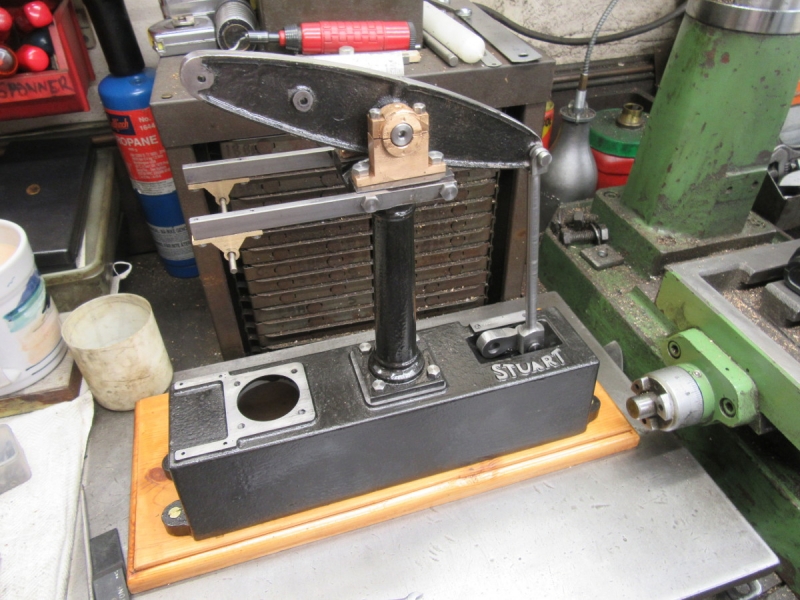
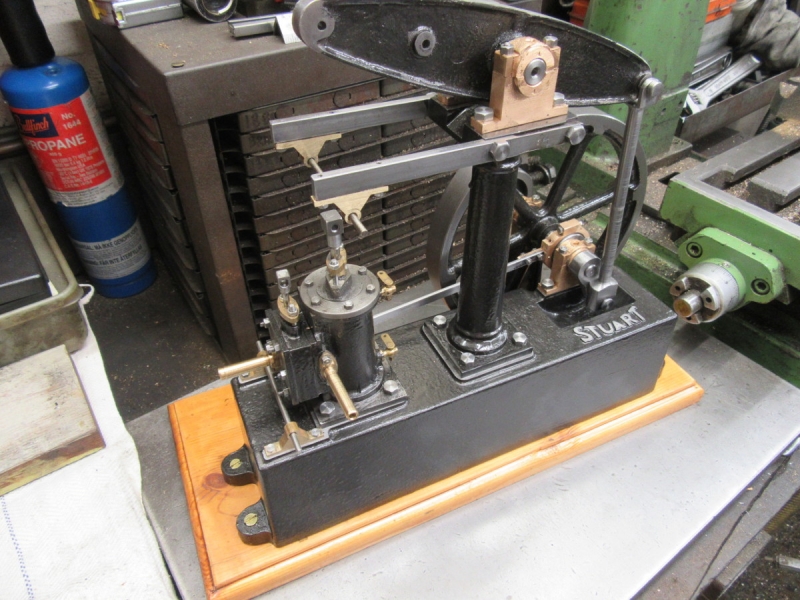
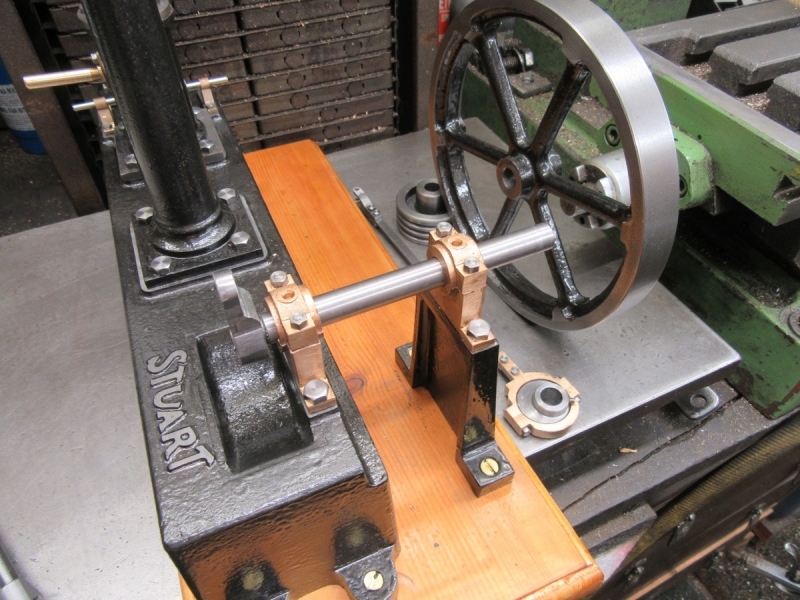
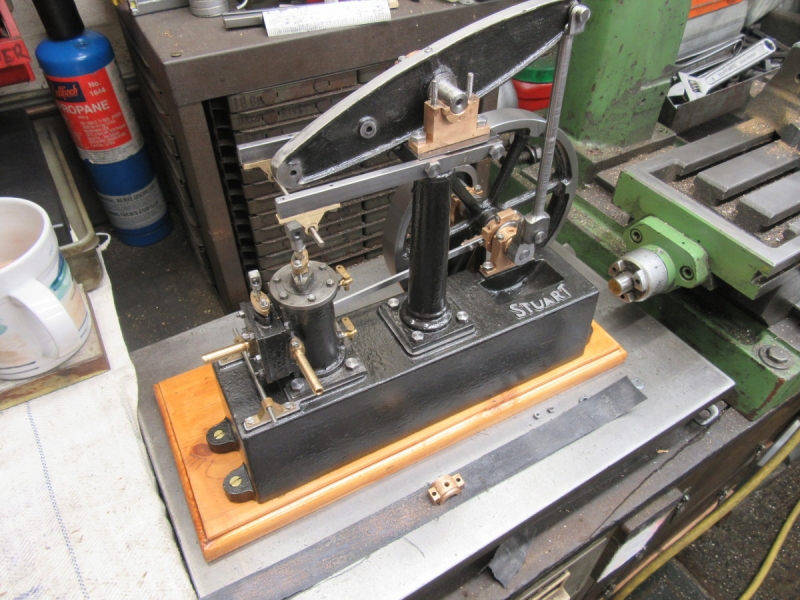
Then a complete change. I put tackle away and cleaned up a bit and cleared the decks for the next move. I used a scraper and then a file to clean the paint off the bearing surfaces where attachments have to be made and cleaned the Stuart logo up as well.

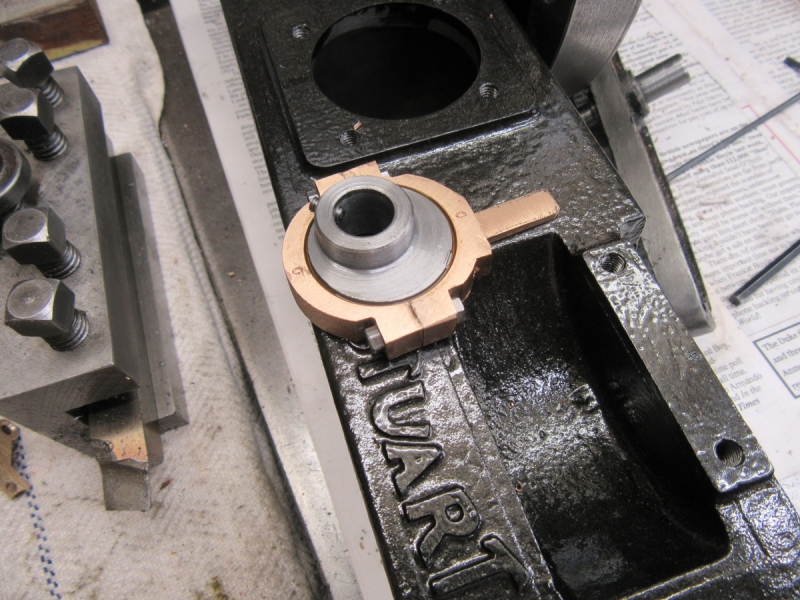
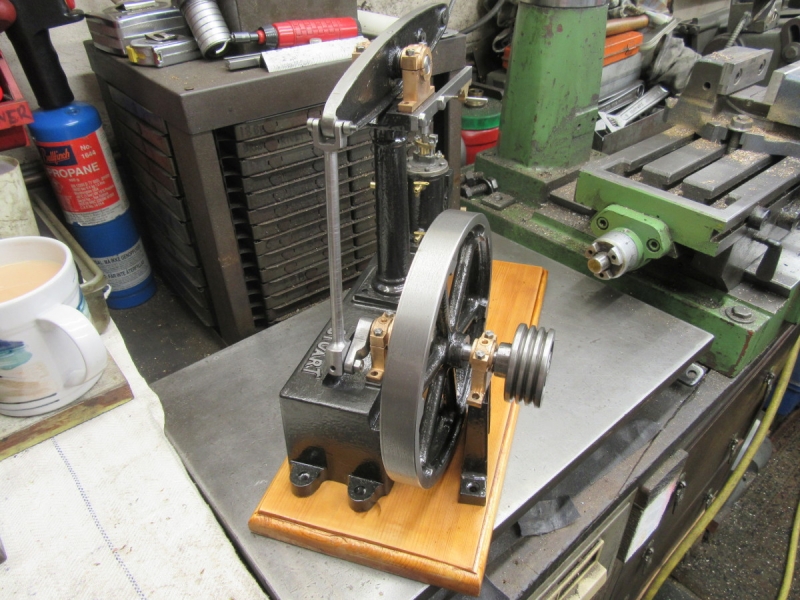
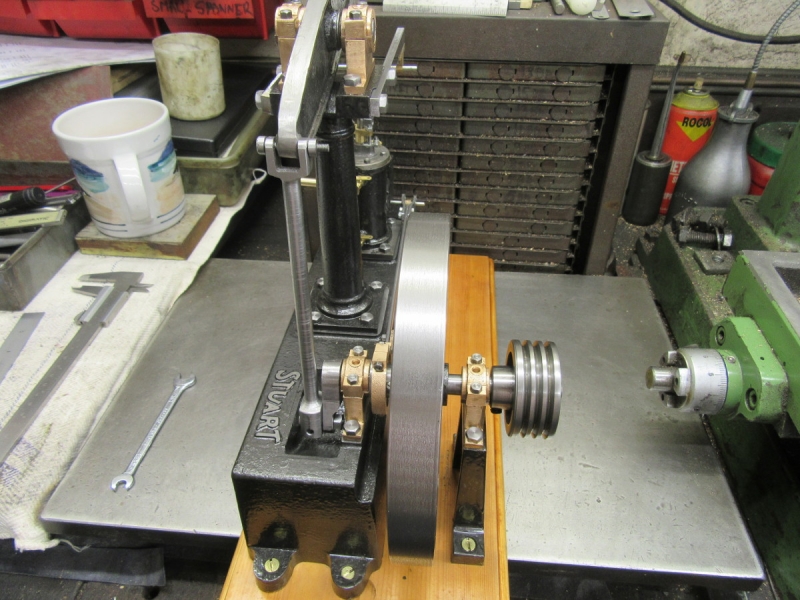
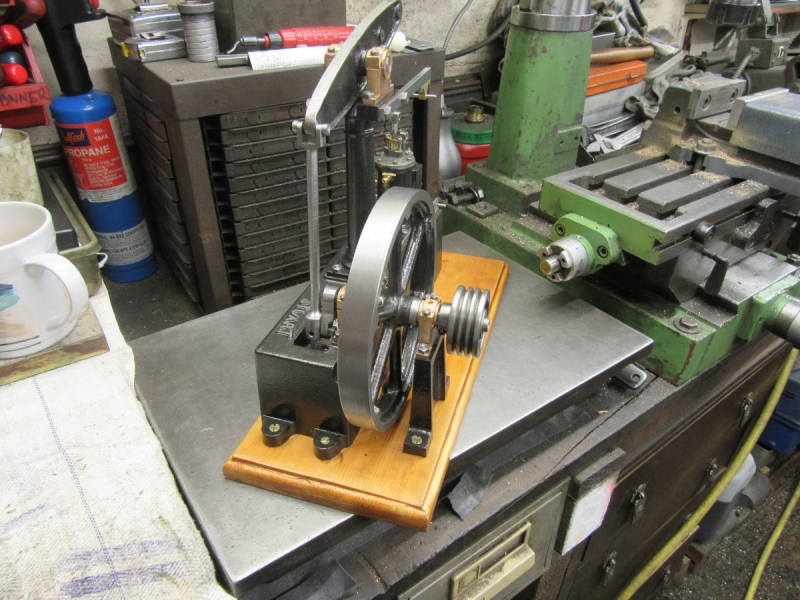
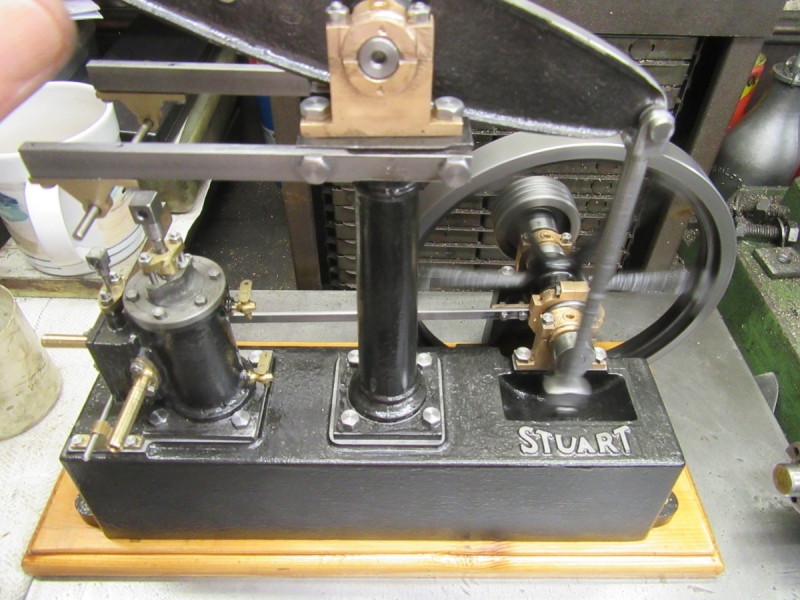
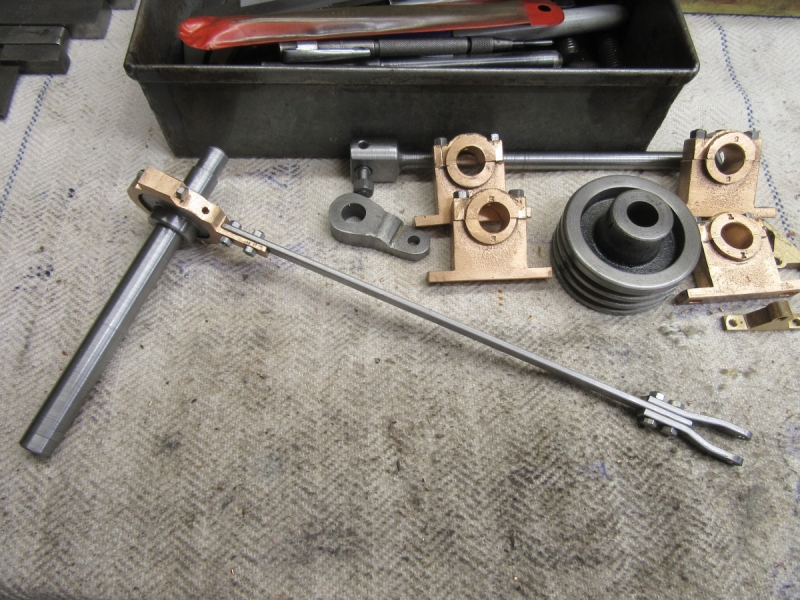
Then a bit of fun (but with a serious intent), I made a quick build of all the parts so I could make sure I had got everything right. One thing I realised is that I have yet to put a grub screw in the flywheel.
But this is the first time we can get an impression of what it will look like. I like it. Now I have to do a build and some proper fitting and then into the ticklish job of the parallel motion and the valve gear. We'll get there in the end....