I asked Newton: “In your experience Newton, did you ever see an engineer that had been what we’d call nowadays, trained to look after a steam engine? Or did they all come up through experience?”
“I only knew odd ones that had been trained to look after one. The only people that I knew like that had been brought up wi’ an engineering firm like I was and left ‘em and went on to engine tenting, mill engineering and there were plenty about you know. Such as Walter’s father at Moss and Johnny Waddington at Bradley Mills at Nelson, you know people like that who’d been brought up as millwrights. There were a chap, I just forget his name, that ran a little shed on’t boundary between Colne and Nelson, he were a fitter for Roberts. There were Cockerill at Sunderland’s at Nelson, he were a Roberts engine fitter. More often than not it were either father to son or if it were a big mill son ‘ud oil for his dad for twenty or thirty years and then his father’d retire and t’son ‘ud get the job and that’s the way it were but sometimes it didn’t work out just reight neither. Father’d leave and t’son ‘ud forget to turn th’oil on and then there’d be a hell of a mess you know. That happened at Fernbank when Jack Sneath gave up you see, his oiler had been with him for donkeys years, he only left him a couple of days and we were stopped with the crank pin hot and them crank pin blocks hadn’t been adjusted from 1914 up to the present day, never had a warm bearing in any shape or form. He’d only been away for two days and they’d got the high pressure crank pin hot, and believe me it were hot. It’s a wonder it didn’t rive the connecting rod off at t’other end. I couldn’t get the brasses out, it were all seized up and stuck to the pin. I had to thump ‘em round the pin with a striking hammer to get them loose, burnt themselves fast they did, aye. And it weren’t because he hadn’t the experience with the engine, he’d been there donkeys years, twenty five of my knowledge. But that’s how it worked, you’d get a fireman at a two man shop, he’d happen been with you donkeys years and he’d helped you and watched you and you’d shown him in case you didn’t turn up one morning if you weren’t so well. Then they’d follow on to the engine after he retired which has happened recently of course. (Newton is referring here to me taking over Bancroft from George Bleasdale after working with him as firebeater. This was a slightly different case as the management had set me on with the intention of me following GB when he retired six months later.) If the engineer’s poorly and they can’t get in they ring for such as us to go and run it for a day or two till they get fireman settled down or train someone else up or try to get a new engine driver and that day can turn into months. I went to Spring Bank at Nelson and I were there two and a half years, they wouldn’t bother with anyone else.”
During the years I have spent delving into the industry I’ve often wondered whether the fact that a steam-driven mill relied so much on one man was one of the factors that militated against them after WW2. After all, anyone can press a green button to start an electric motor. The one thing that is certain is that there was never a viable economic case for scrapping the engines, give me a platform and I’ll show you how they were always cheaper power than mains electricity and still are. It leads me to suspect that getting rid of the engineer was, for some reason attractive.
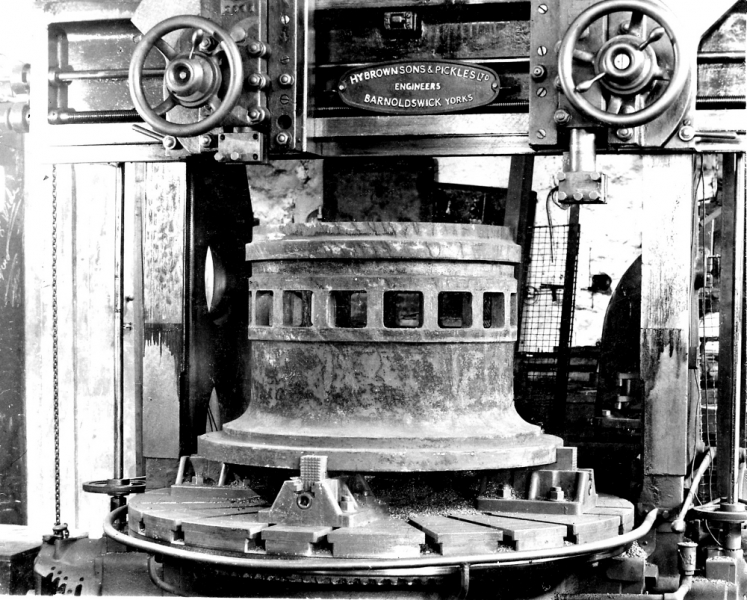
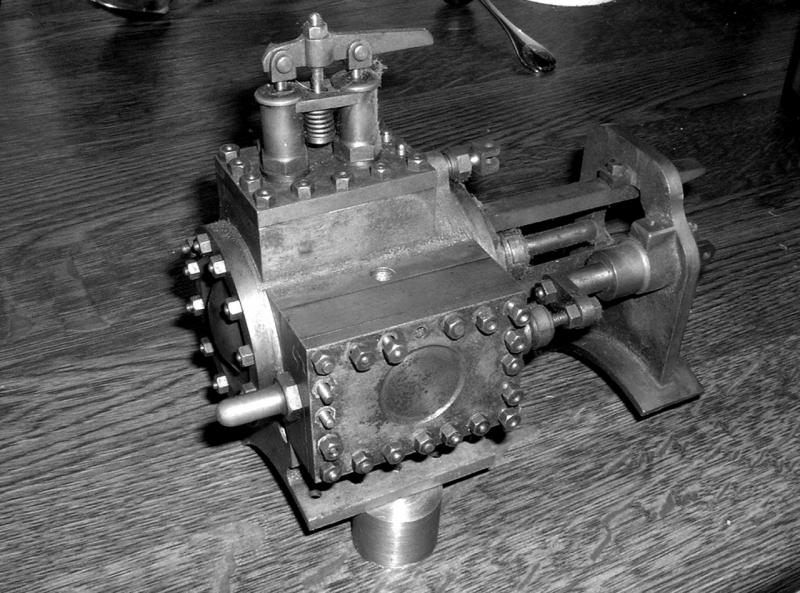
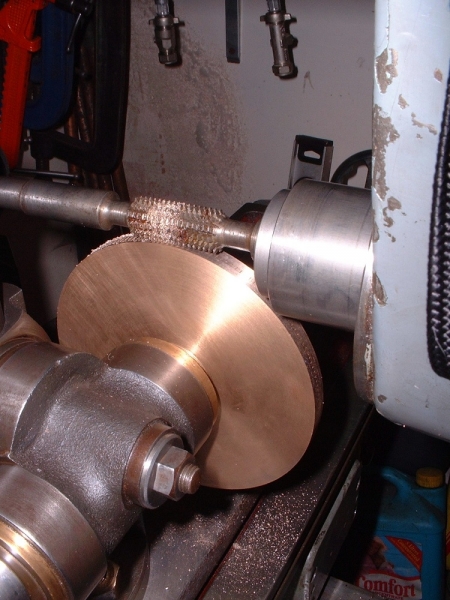
Part of an Edward's Air pump on the vertical borer at Wellhouse Shop.
Boring a large air pump body at Henry Brown's.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Bankfield Shed was built in two stages, in 1905 a shed for 1,800 looms followed in 1910 by another shed holding 1,200 both sheds had their own engine. Here’s Newton’s version. “They were two good engines at Bankfield, one were an 800 horsepower cross compound Burnley Ironworks wi’t valves at all four corners and the other one were about 600 horse, about as big as Bancroft with valves all at the bottom. They gave very little trouble. I remember in the weaver’s strike, I were only a lad and had just started work. (I think it was the 1932 More Looms dispute because Newton said that he’d been working for two years.) Me father says we’re going to be busy Newton! I asked why and he said that all the Corliss bonnets have to come off at Bankfield, they’re going to have them all bushed while they’re stopped. I went with Leonard Parkinson and we took all the bonnets off both engines. We skimmed the spindles up and bushed ‘em while the mills were stopped, it were stopped six weeks I think. We were absolutely piled out of the place wi’ work, it were coming in from all over. They were getting the jobs done at ordinary time instead of paying overtime at weekends. Oh we were busy and we were running wi’t gas engine at night up at shop, we had a big Crossley and I’d that to look after so my job was from six in the morning while nine at night.
I were thriving off it at 12/6 a week with no overtime. (62p) They were just standard Burnley Ironworks engines, the big un were like Crow Nest. There were three boilers by Yates and Thoms. (Geoff Shackleton says that the first two installed in 1905 were Hewitt and Kellet and there were two more after 1910 by Yates. I saw four boilers in there when they were scrapping them in 1978.) They’ve just taken them out, just cut ‘em up haven’t they. I used to have a lot of rivet trouble at Bankfield, I don’t know why but I were allus putting ‘em in. They were one of the first shops to have humidifiers blowing with compressed air from outside, we put a big vertical compressed air set in outside run with steam for the humidifiers. It’ud be one of the first shops round here that were ever done with that. Big compressors and they ran with a big twin cylinder vertical engine. I don’t know how they worked because I weren’t old enough to take a lot of notice. ‘Cause you see then Bankfield had shut down suddenly Stanley and that were the end of it.” (The mill was closed completely after the end of 1934.)
I asked Newton what had happened at Bankfield after it closed. “It were empty, Archie Rhodes and his father were engine drivers there and Archie stopped on as watchman till Rover came in 1940. He were doing that for six or seven year. Nice feller were Archie. British Celanese bought it and they never did anything with it and they’d be paying Archie’s wage all them years. At one time me father came down into the shop to me one afternoon, this were just before the war, he says come on with me Newton to Great Harwood. He says I’ve got to meet some bosses of British Celanese, I think they’re going to do something about Bankfield. Now whether they had intended starting it up again wi’t war coming I don’t know. He says they want to see me. But they couldn’t start the top half, we’d pulled the engine out just before the war, we were going to put it in at Long Ing, Stephen Pickles bought it.
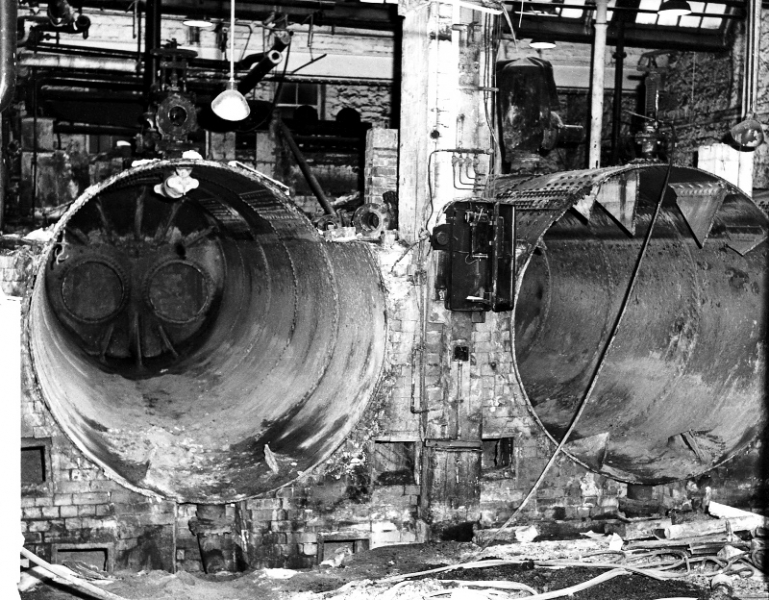
Bankfield boiler and engine houses in 1978.
The boilers being scrapped in 1978 by Dixons of Burnley.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
We pulled it out, big engine, a lovely job. Anyhow me father went and there were all this talk about what it would take to get the bottom half of the mill running which wouldn’t have taken much with Archie having been there of course, he’d looked after the place. It only wanted some steam getting up and we were on us way but it never came to anything, Rover came in by 1940. Aye, we took the engine out at top end, the big un, Len Parkinson did anyway and we took it to Long Ing but war broke out and it spoiled the job. We were going to pull the engines out at Long Ing, both of them, and put this big engine in. We were going to lengthen the engine house you know because it were a gear drive were’t Long Ing. We’d have to lengthen the engine house thirty feet for the rope drive length, we were going to put it all in and run Long Ing off a big alternator.”
Newton was quite right, a subsidiary of British Celanese did buy the mill with the intention of starting artificial silk weaving but what they didn’t realise was that the Ministry of Aircraft Production had already marked Bankfield down as a possible shadow factory for aero engine production and in 1940 they took it over. I think British Celanese would own it during the war but afterwards Rolls Royce bought the factory and are still manufacturing there in 2009.
CHAPTER 31: THE BISHOP HOUSE SMASH
I have yet another confession to make. This chapter started off in my head as the story of Brown and Pickles’ involvement with the Bishop House Mill in Burnley. (1890?) However when I went back to Newton’s version of the story in the Lancashire Textile Project I found that he had strayed somewhat at the end but that what he was saying would perhaps interest you. So, be prepared for the thoughts of Newton on Uniflow engines, electrification and passing out exhaust steam for process as well as what happened at Bishop House in Burnley.
It all started with me going fishing for the Bishop’s House story, I found through experience that the best way to get Newton going was to creep up on him from behind with a related query. Here we go, I asked the question. “Now we did a lot of talking last week about big jobs, repair jobs and breakdowns. We’ve talked a lot from time to time about the various things that can cause an engine to break down, slugs of water and not oiling ‘em but probably the best known and most comprehensive way of smashing an engine up is what we call overspeed but there’s a lot of different names for it, for instance, Jack Platt called it Running Boggart.”
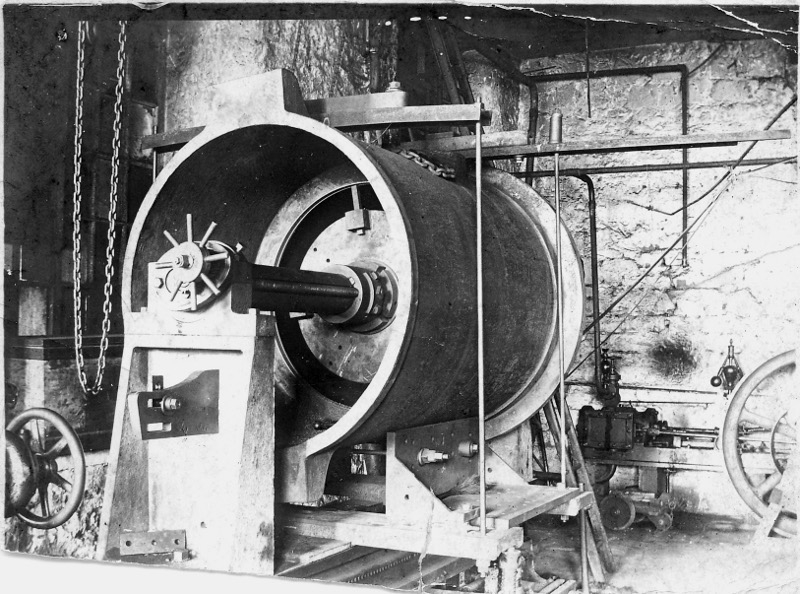
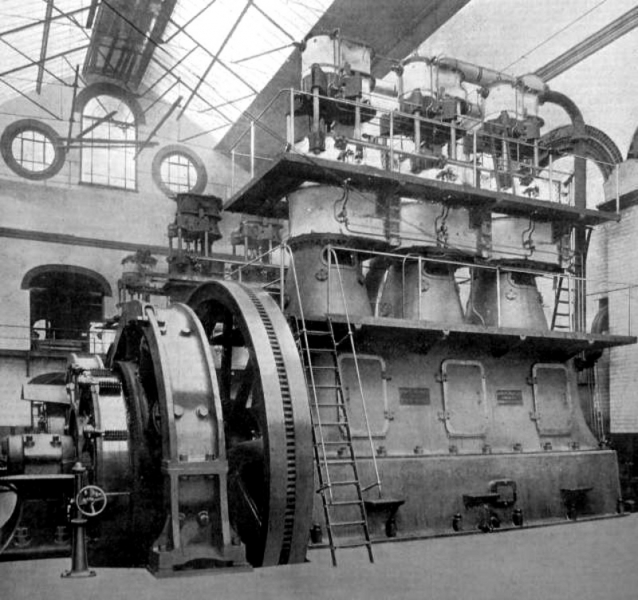
The consequences of overspeeding in a spinning mill driven by a big inverted vertical.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
A smash caused by over-speeding on a large vertical spinning mill engine. The flywheel has totally disintegrated, only the boss remains.
“Off at t’boggart, aye. Well, I haven’t seen a lot of over speeding because the engineers used to be very careful about this job. We’ve talked about governor ropes and putting the low speed peg in on the governor. Now a lot of people get the wrong impression there, when we say low speed peg, how can it run away when the low speed peg’s out? Well, the low speed peg is as simple as this, that if your governor stops and drops to the bottom it knocks your valve gear out. If the governor ropes come off your governor dropped and if you’ve no low speed peg in it doesn’t hook off and this means that your steam valves are wide open to the world and that engine’s away and nothing’ll stop it apart from shutting the stop valve. That’s what happened at Bishop’s House, low speed peg wasn’t in. We never knew why it had been taken off but it definitely had been taken off because all Roberts engines with a Whitehead governor have that peg in for low speed that you put in when you start and take out when you stop. Bishop’s House were a cross compound Roberts, 1890, gear drive, about 500hp and modified by Roberts in the 1920s from slide valve cylinders to Corliss. I think the flywheel were about 17 feet diameter and it ran at about 45rpm on 160psi steam. It would never have run away if that peg had been in.
Well what caused it to run away that morning was that th’oiler, the second in command that they’d had for donkey’s years, for some reason or another got another job so they got another oiler and he had only been there a day or two. One thing about Bishop House, it were it were absolutely spotless, the floors were mopped and scrubbed and everything was just so. The engineer shows this new oiler how to clean up and that’s all he had shown him. He’s cleaning up this particular morning, I’m guessing now, about half past seven or a quarter to eight and he’s cleaning under the governor ropes. His piece of cotton waste catches in the governor ropes, goes round with them and brings the ropes off at t’governor pulley end. (This is the point where, when the governor bars dropped because they had lost the drive from the flywheel shaft, the low speed peg would have knocked the hook out on the valve linkage and the steam valves would have closed stopping the engine. The peg wasn’t in, the linkage stayed intact and the engine accelerated to destruction.) Now instead of jumping up and pressing the stop motion, the electrical stop motion which was on the wall behind him, not a yard away, he panicked and went for the engineer who was in the boiler house. He’d to run out into the street to get the engineer and by the time the engineer got back to the house he reckons that engine were doing 500rpm and it were disintegrating. Lumps of flywheel flying off and he’d to run back to the boiler house and shut the steam off at the junction valve. He’d two boilers on at full bore and the boilers blew off, the pressure went up and they were screaming were both boilers before they could get the dampers shut and the fires pulled. The engine just literally disintegrated and there wasn’t much left of it.
The fly wheel is the first thing to give way underneath the strain of the centrifugal force caused by the overspeeding. It’s all out of balance and there’s lumps of metal flying about and it smashes everything up. At Bishop House it went up into the top of the engine house where all the tapes and the size becks and all that lot were. The beams across the engine house were eighteen inches square pitch pine but the lumps of flywheel smashed them four beams just like firewood and the tapes and everything upstairs came down on top of the engine before it stopped. A lump of flywheel went through the back wall into the shed and killed an old woman on four looms just under it. That was the hard thing about that job, that woman. It brought two rows of gutters down (Remember these double as girders supporting the shafting and the roof.) and all the shafting for two lengths of cross shafts. The barring engine was just behind the flywheel and a lump of the flywheel picked up the ‘A’ stand and the cylinder and threw it out through the engine house window which was on a public street. There were houses on the other side, it threw it right across the road into a girls bedroom window that had just got up to go to work. It were a miracle, it missed her and there it was, stuck in the floor, barring engine, ‘A’ stand and cylinder.
There were a telephone call to me father and I dashed on and it were all still smoking when I got there and the engineer were in a terrible state of course. There were police there and photographers and one thing and another. They’d got the old lady away across the road to the hospital but they found she was dead. My first job, first thing they could think about were to go across the road and see if you can get that lump of engine out of that girls bedroom. I mean I know it sounds comical but it wasn’t just as comical at the time what with all the sadness with what had happened. The first job we did that afternoon was get that lump of metal out of that girls bedroom. It stuck through the bedroom floor with its legs hanging down into the living room, what a hell of a mess they had. So me mate and I went in and we didn’t know what the hell to do with this because you can’t just hang some blocks up and lift three or four hundredweight in somebody’s bedroom! So what we did, we cleared out the living room, took all the stuff that wasn’t damaged out of the way and then we got a load of skip lids and weft box lids and waste bags and piled ‘em up in the middle of the living room and just got up there wi’ a couple of saws and we cut the beams round it and let it drop into the living room and then dragged it out of the front door.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Then of course the whole performance started to get the mill running wi’ electric motors and diesel generating sets. As it were nearly Christmas like, things were a bit dicey. I went to McLaren’s at Leeds to see how many engines I could get and that were a funny afternoon out. I wanted generating sets, diesel engine and alternator. It were a funny afternoon because I had full authority to buy these eight sets they wanted to drive the mill. McLaren’s took me into their office and made me really welcome of course which they would do. We sat round in this boardroom wi’ all them blokes and they said like we’re terribly sorry but we can’t let you have these engines till sometime in January. I said I can’t order on that basis, I shall have to see what the mill directors say. So I were prepared to come back and see whether they said they could wait till the middle of January which were another three weeks. One of their blokes said would you like to have a look round the factory? They took me all round their works, marvellous works they had building all these sets. He said would you like to go into the test house? I said I would so they took me into the test house, me and me mate put ear muffs on cause there’s a hell of a din in there, you couldn’t talk or anything, and there were about twelve sets of these engines all in a row running on test. So we walked round and mee-mawed at one another. (Mee-mawing is mouthing words at each other without making a sound using exaggerated lip movements. This is the name the weavers, who use this technique all the time, give to it.) We came outside and took these ear muffs off and the young chap says it’s a fair order is that you know, all them engines are going to Russia. Well that did it wi’ me, being a broad Yorkshire man and one of us own mills stopped and all these people out of work and I says, you mean to tell me I can’t have any engines and all those are going to bloody Russia? Well, you are a bloody team aren’t you, well and truly. He just turned round and looked at me, went into the office, came out and he said you can have four tomorrow and we’ll deliver one a week until we’ve made the eight up. We got the top shop running just after Christmas.
Well, they were free standing generators, they were on skids. We put ‘em all into the old air raid shelters that had been built during the war, very low buildings as you know. Then we went to various places buying second-hand electric motors and new motors, whatever we could get, different speeds, different sizes. But the biggest fun were looking for pulleys. We did a simple job, we put the motors on the broad alley floor next to t’lineshaft. We put the motors on the floor and we drove the cross shafts with ordinary flat belts, six inch Fenner belts, right up on to the shafts. But pulleys, you’ve never seen anything like it, we’d four foot pulleys on some shafts and five foot pulleys on other shafts, we’d some wood pulleys on another shaft. Anywhere that stocked pulleys we were there looking for pulleys. There were nothing uniform about it, it looked a reight comic job and then of course we made the motor pulleys to suit the speed of the motor and whatever diameter of driven pulley we had on, anyhow, we got the place going. Now next door lower down in Thornber’s shed we put these diesels down in what had been a weft cellar but which they had cleared out, we put three sets down there to run their shop. A firm came on the scene from Manchester to do the millwrighting. We put the generators down there and they came in and I can’t explain what sort of a job they did. Whoever were in charge had never done any millwrighting before, he went half way across the shed and he put two foot pulleys on the cross shafts which down there ud be about an inch and a half diameter, in the middle of the bays. What I mean be that is between the shaft hangers which is a ten foot span. He plonks the pulleys right in the centre, puts the motors directly underneath at the end of a loom and tried to drive them straight up. So we let him go on with his job. Well, the first morning they tried to run… I can see that woman now, she started four looms up and I watched the belt pull the shaft down and get slacker and slacker. So this gentleman comes along and he tightens the belt until that bloody shaft were just like a bow and of course we had to scrap it all and start again and put all their drives on at the other end. (The cross shafts in a standard mill set up like Bancroft start at least three inch in diameter at the lineshaft end where the bevels are mounted and reduce to two inches at the far end. Some older sheds had lighter shafting and this must have been one of these.) Now we did a bit better job in Thornber’s shed, we put girders under the corbel stones and put the motors up in the air, but still we run ‘em with a flat belt on to the cross shaft as a temporary measure.
Now then, the engine repair job came on the carpet, we didn’t bother with that much until we got the mill running and then we started to get it all stripped and the debris outside and the tapes moved. The flywheel were in bits, there was nothing left of the flywheel only an odd arm or two and the second motion shaft was bent beyond recognition, it was a seven inch shaft and it had bent it like a piece of wire. There were some teeth out of the second motion pinion, teeth out of the jack wheel, segments were all gone they were smashed up. So Roberts were brought in, they’d made the engine in the first place. The Edwards air pump were all smashed up, the air pump body, the coffin bottom, all the pipes underneath, pipes from the high to the low were all smashed, one piston rod badly bent, slide smashed, they were open slides, one at each side and they were all smashed. All the lubricators and everything gone. Anyway, we got the engine house cleared out and got the second motion shaft and pinion out.
The flyshaft connecting rods and cranks were OK. There was nothing wrong with them at all. That fly shaft were dead true they said. We didn’t machine the flywheel, Roberts rebuilt that flywheel. We made all the bolts for it out of Low Moor Iron. Roberts made new castings for the flywheel. P&R Jackson from Manchester made the jack wheel segments and a new pinion. I turned the second motion shaft, we made the air pump and all the new pipes that went with it. We were about twelve month before we got running again. But I’d a lot of arguing about that job, you see I wanted to go modern. I mean it were a must that because it had been modernised in 1926. It had two new Corliss cylinders in and three new boilers. So I says let’s go all the way now, let’s make it into a rope drive. Well right away, wi’ being a gear drive they were very short centres between the flywheel shaft and the second motion. Impossible everyone said, impossible. Well I said, if that firm in front of the engine house ‘ud let us take eight looms away and build a wall there we could put a countershaft in and drive off a rope flywheel on to that countershaft and drive it back on to the second motion. I’d have loved to do that and it’ud have been a rope drive engine and we could have done it with Dawson’s ropes, that’s the modern type which you only need half the number, Speedonas, in fact we could have done the second drive with Fenner’s ropes on the short drive and it’d have run beautiful. Anyhow me father and th’engineer and one or two more, oh no, they wanted it gear drive. I wasn’t in agreement with this but I said right, if we’re going to make it gear drive let’s have machine cut wheels. Oh no, we’re having no machine cut wheels, we’ll make ‘em cast wheels like they were before, it’s run sixty or seventy years… you know how they were. So P&R Jacksons made these wheels, we get the second motion pulley at our shop for fitting to the second motion shaft and Roberts got all the jack wheel segments at their shop for fitting to the flywheel. I got the second motion pinion into the lathe and one of our turners was setting it up and getting it true, or trying to. He said I can’t get this bloody thing true Newton, it’s about three quarters of an inch out. So I said just set the lathe on for a minute, let’s watch it spin round instead of just chalking it round quietly in four places. I’ve never seen anything like it, it were just like an egg. What they’d done, these people that’d cast this wheel hadn’t the experience like they had in the old days, they’d cast it with a solid boss. What I mean by a solid boss, in the old days they used to put an inch of gap into the boss so’s when the wheel cooled the contraction ‘ud go into the gap of the boss and didn’t distort the rim and the teeth. Well, what had happened with it being a solid boss the arms had gone cold and dragged the rim in and it were like a blooming egg. You see they used to leave the outer rim in one piece and they split the boss and left an inch gap in it and then you used to fill that with lead afterwards, after you’d put the hoops on. They were hooped after you’d bored them and cut the keyways. What happened you see, when the molten metal went hard it contracted and didn’t pull the rim out of shape when the arms shortened, it just pulled the boss open a little bit more with it being split. But to cast it whole! Anyhow, we got P&R Jacksons to it and they were in a bit of a mess with this job. Me father says it doesn’t matter, you’ll have to make a new un. They couldn’t afford to make a new un, it’d bankrupt them, that were the excuse. So we turned the pinion true on the top of the teeth, but you couldn’t turn the bottom of the teeth you know. We took it back to them and they put it on their gear cutting machine and recut all the teeth till they were true in the bottom which is all wrong of course. (It’s all wrong because by recutting the teeth, Jacksons effectively reduced the pitch slightly, that is the distance between the centres of the teeth on the pitch diameter circle. If they had machined the jack wheel segments on the flywheel in the same way and reduced the distance between the centres of the second motion shaft and the flywheel shaft to regain perfect mesh all would have been well but by doing the pinion and not the jack wheel they had produced two gears of different pitch trying to mesh with each other.) It’s all wrong and if they’d made it machine cut in the first place it would never have happened. When we got it all together and started up you never heard such a noise in all your life. I’ll never forget it first time it went round, it were just like grinding a tool on an emery wheel, sparks coming out of the teeth. We chipped at that wheel every dinnertime for six months till I got that fed up of going every dinnertime, me and me mate, to chip it. We left the engineer with a load of chisels and a hand hammer and told him to chip it himself! He he he! It never did quieten, it were terrible. It ran like that for the rest of it’s days, very noisy. It were never a good job that flywheel, fly wheel itself were a good job but the gearing made ten times as much noise as it did originally through rotten teeth and it just ran on and on. It never gave any trouble as far as hot bearings or owt like that but the noise was terrible, you could hear it at the top of Burnley when it were running.”
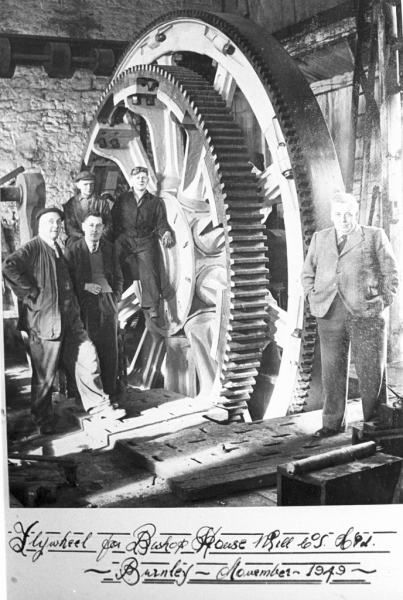
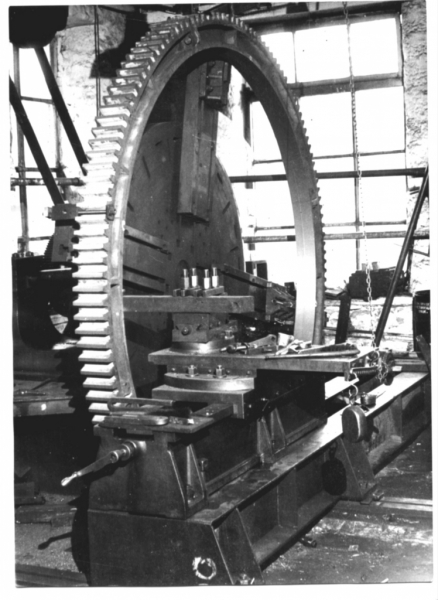
The Roberts Brothers and their men with the new flywheel.
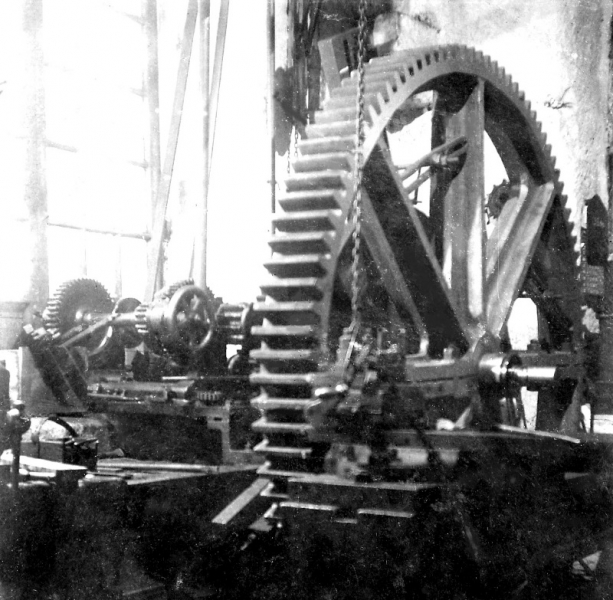
Newton and Harry with the new pinion that was egg shaped.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley: “I think I’ve heard someone say that. What we’re talking about now is a lost art. I know that people will say that there’s plenty of technology about nowadays to make things like that but the thing is that the technology isn’t available in ordinary foundries like it was then.”
Newton again, “It wasn’t available, it had gone. That period of gearing from the late 1800s to say about 1950 odd, the technique was there to make them wheels. If somebody had just rung me father up and asked him to go on and advise them there wouldn’t have been any problem making those wheels because he’d have just simply told ‘em, hey what you doing with that, make it with a split boss, you’ll have no joy if you make it whole. You see they’d got that used to making machine cut ones that didn’t need a split boss because they were machined all over before the teeth were cut. So they made a cast one, with cast teeth in it just the same way as they’d make one for machine cut teeth. That’s why I wanted to put machine cut gears in it. Victoria Mill at Earby had machine cut gears and they ran beautiful. But oh no, they wouldn’t, me father and the engineer and Teddy Wood from Proctor and Proctor, no they wouldn’t listen to me about putting machine cut gears on.
Then I had another flash in the pan wi’ ‘em. There were a mill in Rochdale somewhere that were steam turbine driven. A thousand horse turbine that had come to a standstill and I wanted to go and have a look at that. Anyhow we got as far as going to have a look at this turbine but no, it all fell through. When we came back, no, th’old do, let’s repair the old engine. But I were longing to have a do at putting that turbine in because I’d never had a do at one before. It were a two stage one, high and low pressure. It had run a spinning Mill at Rochdale, it were still in. We went to look at it and it were a bit on’t big side, I think it were 1500hp but they wanted about 900hp to run Bishop House comfortably. I said if you put that turbine in you could put a generator in and make all your own electric. There’d have been a fair amount of excavation to do in that engine house to put that turbine in, all the old beds would have had to come out and have a rebuild inside the house. No, they all talked about it, they had a director’s meeting, I didn’t go and it finished up we’d to repair the engine. There were one or two sheds locally driven with steam turbines, I’d one at Clitheroe run with a turbine, a single stage one and one before you get to Trawden, you know, where you turn down to the tram shed. You go down to Trawden in the bottom of the hill and there’s a village there Winewall, there was one on your left hand side, I went to that quite a lot. That was a turbine driven shop, Carr Manufacturing Company I think it was. They put an alternator on that turbine and took all the shafting down, took all the gearing out and we put all motors in the warehouse. It were a lovely job were that and they had a new roof put on the shed but then it didn’t run long before it had a sad end you know as usual.”
I asked Newton what was the best way to electrify a steam driven weaving shed. “The best way to electrify were to electrify the shafting unless you put new looms in because every mill you went to they were grumble, grumble, grumble about motors on these old looms were the weavers. They never seemed to run at the same speed two days together and th’old looms wanted to run at the same speed as you well know. There were nothing to beat an engine for weaving ordinary cotton because in bad weather they could just come into the engine house and say to you, just pull it down a bit, it’s frosty this morning and th’ends are snapping off and you could knock off a couple of revs. Then later, they’d come back and say it’s all right now and you could put it back to speed or vice versa. If they’d got some good stuff in they’d ask can we take it up one or two revs and then they can earn a bit more. You couldn’t do that wi’ electric motors, I don’t think electric motors on looms is any good only on automatics. Two things were deadly enemies in’t cotton trade in this area and that were electric motors on old looms and Uniflow Engines.”
I told Newton we were entering on dangerous territory here because many theoretical engineers have pointed out the benefits of the Uniflow engine.
“Dangerous territory, Aye! He he he! I’d better explain first what a Uniflow is. A Uniflow steam engine cylinder has two inlet valves at the top and it exhausts through ports midway down the bore, just like a two stroke engine but they are double acting, they steam from both ends in turn. (Through ports machined around the centre line which let the steam exhaust as soon as the piston passes them.) With a Uniflow, they run at terrible high compression, piston right up to the end of the cylinder, about a sixteenth of an inch clearance, very high superheat steam. (Because there is no conventional exhaust valve at the end of the cylinder, the compression starts to rise as soon as the piston passes the exhaust ports in the middle of the stroke.) When they start up they’re that efficient is a Uniflow you’ve to release the compression to get the bloody thing going for a start and if anybody listening to this tape ever heard a single cylinder gas engine run or a single cylinder diesel that’s how a Uniflow runs. Well you can just imagine that (cyclic irregularity) running down through the bevels on a lineshaft at starting and stopping times, thumping and banging when it tried to get over the compression at the centres and smashing bevel wheels. They used to tell me at Skipton, when I started going to one at Skipton, that they’d more new bevel wheels fitted than any other mill in Lancashire. That were Union Shed, they had a small Newton Bean and Mitchell Uniflow. The Uniflow engine banked most of the engine makers in this country because you’d to bore the cylinder barrel shaped to get it to run owing to the difference in expansion of metal in the cylinder between the ends and the centre. The ends were hotter than the centre in a Uniflow, never uniform heat. They found out eventually how to bore these cylinders barrel shaped, it’s a heck of job. They had to bore ‘em with a bar that had a sliding head which slid up a template and it followed this template and it bored it, I don’t know what they allowed, a sixteenth or an eighth of an inch bigger in the centre than at the ends. That was the only way they could get them to run on high superheat. Most of them ran at about 120/180 rpm and there was one at Burnley that were bought at the Wembley Exhibition that they reckoned was pretty good, pretty efficient. But I never come across a Uniflow that were any good direct driving a weaving shed. They may have been all right running an alternator and making electricity for running a mill but I never came across a Uniflow that had any efficiency about it at all. I used to go regularly to one at Holme Bridge near Huddersfield. The valve adjustment would be wrong, you could indicate it one day and it’d be perfectly all right, you could go to it the week after and it’d be all wrong again, all this expansion business and thump. It ‘ud thump like a steam hammer and just imagine all that superheat steam bashing into that cylinder, look at the bore of them, to get any power at all they had to be thirty inch bore were the cylinders ‘cause you’d no expansion, when that piston got to the centre that was it for that stroke. There were no such thing as lengthening your cut-off till it’d steam to the other end and give you more power. Your other end were leading before it had exhausted! They had cut off on ‘em but you couldn’t drive that engine on overload like we could say on yours at Bancroft, we could have driven that on until the cut-offs overlapped, past the centre of the cylinder. They couldn’t do that with a Uniflow, it blew straight down into the condenser.
They used to compound ‘em, what they did they used to make the high pressure cylinder a Uniflow and the low pressure orthodox with drop valves. So as it took the exhaust steam into the low pressure and that ran orthodox like a Corliss engine. They were no good, they were useless. All the engineering firms in the country had a bash at building ‘em. Roberts did and it nearly banked ‘em, they’d to scrap theirs. Burnley Ironworks made one, I think that went to India and that came back in buckets ready for going in the scrap furnace! Musgrave’s, it nearly put them out of business. There was a Belgian firm made a fair lot of success out of it at one time I believe but I never came across one of their engines. Newton Bean and Mitchell and Cole Marchant and Morley made one or two small ones. Now in the small ones I suppose they weren’t happen so bad but they were still no good for running gearing. No good at all.”
Stanley: “There’s another thing I’d like to ask you while I’ve got it in me head which you and I have talked about many a time, about theorists telling us what we ought to do and when you try it in practice it’s no bloody good. Now theoretically, it’s a marvellous thing to run an engine without a condenser and use the exhaust for process steam or heating.”
Newton: “It’s a waste of bloody time and money. We’d only one experience and that was at Dobson’s Dairy here in Barlick. Dobson’s Dairies, a little Hick Hargreaves compound and they decided that they wanted it bleeding. They’d read these technical books or some expert had been talking to the bosses and they wanted this engine bleeding and could we please take the steam from the low pressure after it finished in there and put it round the processing plant where they made the dried feed for cattle. These drawings came from somewhere so we did all this job and it cost a fortune. We altered all the pipes, disconnected them from the condenser and took it all the exhaust steam down to this processing plant through an eight inch pipe. Put all new slide valves in, specially made ones that ‘ud fit under the engine and then we get it going one Saturday morning. They tried and of course I came out because I knew it ‘ud be no damned good, you’d no vacuum, we’d only be drawing about ten inches of vacuum on the vacuum gauge when it were pulling back from the milk preparation plant. The engine were struggling and the Corliss gear on the high pressure cylinder were open about twice as wide as it ever had done before and of course that’s coal going up your boiler flue! About twice as much coal. Anyhow, I left it at that but on the Sunday they came down for me, would I go up there and have a look at it. What had happened they’d got a bit wrong with all these slide valves and they’d got one open and the other one shut. The air pump drew milk out of the preparation plant and it got into the boiler feed and filled the bloody boiler! When I got there the boiler were full of milk up to the junction valve! You never saw such a mess in all your life, everything were full of dried milk crust. So I suggested they did away with the plant for making cattle food, they could make it in the boiler no bother! We couldn’t get the manhole lid open at the bottom, we’d to knock it in wi’ a bloody tup! There were two feet of dried milk in the bottom of the boiler you’ve never seen owt like it in your life. High and low water valve float were about two foot thick! It took us two days to get that lot cleared out so that was the end of that they never used it any more. The slide valves were shut, the hand wheels taken off and they never used it any more. The fireman told me he’d burned about ten ton more coal in two days than what he’d been burning before and he was burning plenty before. He were making steam for the engine which were taking twice as much steam to run the place and it had a fair lot of load on at the time. They never used it any more. They talk about bleeding these Belliss and Morcoms you know, there’s a lot of it done. They run this exhaust steam from between the high and the low pressure cylinders through calorifiers for heating water or a bit of steam heating or something like that but Belliss only recommend taking about two or three pounds you know so you might as well not bother because it’s no damn good unless you only want the water aired. It’s all right off a turbine because that’s a different job altogether. A turbine’s only a casing full of steam when all’s said and done isn’t it, it’s only blowing a fan round. I’m not a turbine man, and I’m not reckoning to be, but I should still think you’d be better off with using your vacuum than what you are breaking it to borrow steam. The more vacuum you have the more efficient you’re running because that’s the bit God gives you for nowt is your vacuum.”
High speed enclosed engines could be very large. This 1,000hp Browett and Lindley at Salford generated the electricity for the tramways and was very successful in that role.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I know that much of what Newton says here about Uniflow engines and bleeding steam off the exhaust for process and heat will be regarded as heresy by many engineers. All I can say on the subject is that it may be significant that the last steam engines to survive in a commercial setting in any quantity were the tandem and cross compounds running on saturated steam at about 160psi and all the vacuum they could get. I don’t count high speed enclosed engines like Belliss and Morcom or turbines. I quite like the principles of them. If nothing else, Newton’s experience working on the engines is worth something and I am with him on this.
Years before I met Newton, when I was driving milk tankers for West Marton Dairy, I came across a similar problem at Settle Creamery. This was a new plant built by Clover Dairies from Hull and like all new plants they had their share of teething troubles. In those days we used to wash the tanks on the wagons out by getting in with a bucket of detergent, a long brush and a hosepipe. I was washing the tank one day and didn’t seem to be making any progress. When I got near the manhole where the light was better I found out why, the hosepipe was delivering a mixture of milk and water. I alerted the staff and when they went to investigate they found that the rubber diaphragm in a Saunder’s valve which controlled a permanent cold water connection into the main line of the evaporated milk plant had failed. It was allowing milk from the plant to be forced back into the water system which also fed the tank on the boiler house which held the feed water for the boiler. You’ve guessed it! The boiler was full of milk and water and it was very serious because it was a high performance multi-tube boiler that was far less tolerant of contamination than a Lancashire boiler. I think they were shut down for about a week.
Nothing to do with engines but I did over 300.000 miles with this motor so any excuse for a picture! Like my engines, it was a reliable old friend.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Was that the AEC with the air intake in the cab down by your right knee? Always freezing cold in winter because cold was being drawn into the cab and they had a tiny Smith's heater which was useless. Whoever came up with a daft idea like that in a cold country like England? I guess the designer only tested them in summer.
Henry Brown and Sons were the maintenance source for much more than the mills. They were called in when anything mechanical had to be done and one of their regular customers was the local council who at that time owned the water and gas works. We had started off on the waterworks and then I asked Newton about pictures of spur wheels being turned at Wellhouse shop, there was more than one and I was getting confused which was which. I asked him about a picture of a double helical gear.
12 feet diameter spur wheel for sewage screens on the big break lathe faceplate in the laundry. Machined for the Sandholme Iron Co, Todmorden in 1965. Walt Fisher rang me after I said in an article that this was the spur wheel for Whitemoor bore and corrected me. He said a man they called 'Pudsey Joe' used to give them big machining jobs.
“No, the waterworks gear that smashed in bits was that narrow one, it’s on the faceplate of the old lathe we haven’t got now, about six foot six in diameter and I should say about seven inches wide. The double helical one would be either John Grey’s at Livingstone or it’d be Pendle Street Mill. A thousand to one it’d be Pendle Street. Oh it were a big un were Pendle Street and it’d be six feet diameter and above a foot wide, I think they were about three and a half inches pitch them teeth, second motion shaft broke off inside the first bearing. The one I told you about the other day was for the water works. I’ll start at the beginning.
The biggest job I ever had on me own before t’war (1939) were up at the waterworks. I’d always worked at t’waterworks for Dick (Wilfred Dixon), I’d run the engines, fired the boilers, done the bearings up on the bore hole pumps and the crank shaft bearings on the big pumps. I’d done ‘em for years, it were my job were that. Now in 1939, they had a big pile-up. A bucket came off one of the low well pumps which are 96 ft down. As it jammed it broke the spur wheel which were six feet diameter and eight inches wide. It twisted the engine crank shaft and bent it and it bent the crank shaft that worked the pumps, this was six or six and a half inches diameter in the journals. There were a pair of flange couplings on about three feet in diameter with six bolts in and two and a half inch keys and it twisted them half way round the bloody shaft when it jammed. It were a Timkins engine on the shallow well, about fifteen inch bore and two foot stroke and they ran it to a very fair speed because it were very low geared and it didn’t half do some damage. The engine were unusual because it had Meyer cut-off gear on it, they never used it but it was there. It smashed the spur wheel into pieces. Me and Bob (Fort) carried all the bits outside and there weren’t one piece we couldn’t lift by hand and that wheel when it were bolted together weighed over two tons. I got that job and me and Bob went up to it, father ordered the spur wheel, Roberts cast that (William Roberts, Phoenix Foundry, Nelson) and we machined it. It were the biggest thing I’d ever turned up to then were that, five feet had been the limit you know more or less and me dad just left me to it. It took us five weeks to get the bucket out without damaging the bore down in the well. We used two inch diameter draw bolts and girders across the top trying to pull it up. Now these buckets were constructed rather foolishly in my idea, to be working so far down, they were fourteen inches in diameter and ten inches deep. In the middle of it there were a bronze bucket and then on the outside they had a wrought iron ring and this was bored tapered and it fit on the bronze bucket and it had a nut underneath. I don’t know what their idea were of making it tapered but what had happened, they used to take these buckets out every two years themselves for inspection. They used to pull the rods up, look at the buckets and put them back. If the buckets wanted repairing they used to bring them to the shop and we used to put new outer rings on and then send them back. Well, what they’d done they’d taken them out that often and there was nothing wrong with them that they’d got slack and run ‘em for four years. What had happened, one of the taper rings had rusted thin and split and of course when the bucket went down the ring stopped in the bore didn’t it. The bucket expanded it just like a an expanding mandrel and jammed it solid. It took me and Bob a five weeks to get cleared up and move that bucket and when we did move it we had a lot of tension on. Me dad borrowed a hydraulic jack off Roberts for us and we had that and all the draw bolts and girders on the well top just like you’d draw an ordinary wheel off a shaft, but it were ninety six feet down. It went one afternoon and all us tackle jumped up in the air about ten feet with the tension we had on. It’s a good job we weren’t hanging over it when it went. We’d a big spanner on with a ten foot pipe on it and we were walking round like a blooming horse on a mill tightening these draw bolts and pumping the jack and it went! They jumped about ten foot did them girders with the stretch we had on the rods. They were steel rods and we’d elongated all the bolt holes to twice the diameter of the bolts, we had all them to renew when we put it back. I’d be there altogether about six months.”
I asked Newton how he knew exactly what was wrong.
“I went down the well and took the clack box lids off so I could get inside and have a look with a light. The well was eight feet in diameter and it’s 96 feet deep then of course you’ve got a 300ft borehole next to it as well. Now how did I get down, they kept the 300ft bore hole pump running 24 hours a day to keep the Low well empty, the head of the well, we kept that empty and I went down there. One particular day when we were putting it back together I’d been down all morning and it got to dinner time and they shouted down are you coming up for dinner? I said I’d stop down, I’d got the valves back in and there was only the lids to get back on. It was a hell of a big lid, I should say it’d be four foot be two foot and I had it on another jinny (Set of lifting tackle.) I was on one jinny which was a small one in a bosun’s chair and I had a signal rope that I used to pull once for ‘up’, twice for ‘down’ and three times for get me up quick! I wanted a different spanner of some sort and I shouted but they couldn’t hear me so they stopped the 300ft bore hole pump and I’ve never been as scared in me blinking life. In the bottom of the well there were bits of rock juts up you know and I used to get off me bosun’s chair and stand on them. All at once the water started boiling up between these bloody rocks and I was never as scared in me bloody life. I screamed out and I heard the labourer, Henry, he came from the gasworks and he stuttered, I heard him shout “Get the bl…bloody engine running, he’s going to be drowned!” The water got up to me chest and I were trying to climb up a two foot pipe, the big delivery pipe off the pumps. Anyway, they got the engine running and it held it and then it went down. Of course, they’d to bring me up then, I were bloody wet through, I had to go home and get changed. But by gum, I’ve never been as frightened, silliest trick in’t world to stop that engine.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
We straightened the crankshaft and we filled the key ways up and planed new keyways in the shaft which I told you was twisted half a turn round and we made a new short shaft from the end of the crank to the wall. We straightened the crankshaft in the shafting lathe, red hot and with two jacks under it. It were five and a half or six inch in diameter about ten foot long with two cranks on. It were forged just like a loom crank but about ten times as big with round jigs (Curved sets between the forging hammer and the shaft to make it roughly round.) and it were only turned on the crank pins and the journals where the bearings were. Beautifully forged it were, bent like a loom crank if you can picture one of them, a round bar loom crank. Say about ten times as big. It had been forged out of a straight bar of mild steel in a press, probably a home made press. Then we made a new short shaft for the wall because it were too short to straighten it. We put a new set of couplings on and all.
The Whitemoor spur wheel on the lathe at Wellhouse shop.
Now this spur wheel, we got it all together and it were the same month as I was married, middle of August 1939. We get this spur wheel on and I got it in gear and set it where we had had it before. We set the pedestals, we didn’t put bolts in the coupling. I said to Bob, we’ll just wind th’engine round now and it went round about a quarter of a turn and jammed. I says there’s something radically wrong here! Wind it round the other way so we wound it round the wrong way, I barred th’engine back, it had a barring rack in the wall and a round backed bar to pinch it through the flywheel arms. We barred it back and it went about three quarters of a turn backwards way before it jammed again. Then I chalked across the teeth where it had gone to and we barred it round again the right way until it jammed and then marked the teeth again in that position. This left a segment of about sixteen teeth where it wouldn’t come through. So we barred it back to where we could see it and we just stood in front of it, I says to Bob, My God, look at ‘em! All the teeth were stepping up, sixteen of them. So I rang me father up and he came up, took one look at it and said this wheel’s no good Newton. We’d never noticed it when it was in the lathe you know but there were one period when me father says to me it looks as though it’s leaning over does that wheel Newton. Well I says, no blooming wonder the weight that’s on that faceplate, it’s only a four-inch spindle in it! (Just as a matter of interest, Newton once said to me while he was watching me turning something at home “Me dad always said that once the workpiece is a bigger diameter than the spindle you’re losing accuracy” I have never forgotten that because when you think about it he’s right. The old lathe he was talking about was certainly struggling) He said it’s springing a long way then, keep away from it. That must have been what he had seen, them teeth out of square when it was going round. Anyway he rang Roberts up and they sent a man on to have a look at it. There weren’t many words said and they went away and I carried on with what I had to do, I’d still to couple up down the bottom of the well. Me father came up one morning and said come on, take me to Nelson we’ve to go and see Arthur Roberts. When we got to see Arthur Roberts he wouldn’t believe us, he said they never made any wheels like that. Me father says, you’ve made one yonder! He wouldn’t believe us because his foreman had come to look at it you know and Arthur wouldn’t believe that them teeth were like that. Well he says, if we can’t do sommat with that wheel it’ll finish us. They hadn’t been busy for a long, long while and if they had another to make at the price that was… Well, me father says, we can do sommat wi’ it, we can chip them teeth, there’s nobody going to bother about it as long as the wheel goes round and doesn’t make too much noise. He were a bit of an autocratic man were Arthur Roberts and he says, oh well, get them chipped Johnny! Me father says my lads aren’t chipping them teeth, you made the bloody wheel you mun chip it. He were getting a bit annoyed about the job, no he says, my two aren’t chipping that when they’ve other work to do an all so thy man mun chip it. All right says Arthur we’ll send someone on. Well the day after an old chap landed, a thin old chap he were about sixty years old. He gets sat down and starts chipping, he chipped all day and he’d done about one. Well I reckoned it up, that’s sixteen days for sixteen teeth if he comes on Sunday! I said to Bob, get t’chisels sharpened, let’s get started. So we shoved him off his buffet and got t’square across, you know from’t machined face, drew lines across and we started and we soon had ‘em off. He did a bit and we did a lot and within two or three days we had ‘em all chipped and it were going through. It didn’t growl in that one position you know, it were a reight good job and it never ailed owt no more.”
Stanley: “When you talk about this a lot of people nowadays won’t realise that going back into the old days, working with materials like cast iron and wrought iron, the techniques were very similar to woodworking in many ways. If you had a big keyway to cut out you just got a chisel and you chopped it out.”
“Oh, it was all hand work and these new alloy steel chisels are useless. If you took one of them to an old fitter he’d throw it at you. They’re bloody useless, he’d say I can’t chip wi’ a shovel! They don’t know how to draw one out for a start, you see they try to make them so as they last longer don’t they but we never did, we got a chisel and it had to be sharp and it cut till you took it back to the blacksmith and got it drawn out again. It didn’t matter if it broke, you’d say now then Harold, to t’blacksmith, that only stood up about half an hour and he’d say reight, we’ll run ‘em a bit further this time. There were a big variation in steel but we used to have ‘em right down to a feather edge. And you could chip away all day. They were all made of cast tool steel but even then it varied a lot did t’steel. You could harden steel to a certain colour off one bar and harden next bar the same and one ud go for hours and hours and t’next un ud happen break on the second blow. It were an art were that but you’d find out by trial and error, if it were a brittle bar you ran ‘em off a bit deeper blue.” (Newton is talking about hardening and tempering steel. On the second heat to temper the tool the colour of the metal told you how hard it was, from straw which was very brittle to dark blue which was softer but less likely to shatter.)
Stanley: “Yes, I have a set at home that I had made out of an old rock drill from the quarry. Jimmy Thompson made ‘em for me at Marton and by heck, them’s good chisels, drawn reight down”. (They were so good that Jimmy kept two out of the four he made out of the bar for himself. His test of a chisel was to see if they would cut the foot of the anvil which was solid Swedish steel and not steel faced like an English anvil. All those out of the drill passed with flying colours.)
“We got the wheel straightened out and running and that was the end of that job, it never ailed anything no more all the rest of its life. We did a fair bit at the waterworks, we were allus there. He used to ring up did Wilfred Dixon and say send Newton up to take t’crank pins up on’t crankshaft. Least bit of a tap or a squelch and he’d want us to take a few thou off the joints, they were marine ends were them. There were two engines in there. There were a Timkins engine that were put in when them wells were sunk, at far side, it were that one that stripped the spur wheel. It ran the shallow well and had a governor on with a Stephenson’s link for the cut off and two eccentrics (Meyer cut-off gear). The other one were a Burnley Ironworks and it were a bonny engine, a very simple engine like your tape engine up at Bancroft but bigger of course. That were put in at t’other side to run the deep well pump which were three hundred and odd feet deep. But when they found out like, eh, that engine’s close to that well, why not put a clutch on there. So I think me father did that job in the early days, they lengthened the shaft and put a clutch in so they could run both low well, which were ninety odd feet deep and the deep well, or bore hole you see. Well that engine would run ‘em both. It were the Burnley Ironworks they stopped while I were down the well, when the water started boiling through them rocks, I can see it now I can tell you. Have you ever tried to climb up a two foot pipe with scabs and carbuncles on and big flanges? Grief, I were scared aye.”
Newton was always prone to a bad chest if he got a cold after that incident and years later his doctor told him that it was Legionnaire’s Disease quite possibly contracted down the well but nobody knew about it at the time.
Newton again, “In my time, as well as the two steam engines in the top shop they had a big National Gas engine about forty horse power for running the top deep well pump, in’t spare engine house up at t’top. I think that were put in after the Great War and that were three hundred and odd feet deep. The National engine were run off a suction plant. In those days it belonged to the Local Council like the gasworks. I think if you go up to Letcliffe Park you’ll find cores with some dates on. I can’t remember what it were when the bore hole was sunk at the back, that were three hundred and odd feet deep. Aye, t’cores that come out of the top deep bore hole, it’s a big hole is that top one, I think it’s about fourteen inch in diameter. (The cores are there in the park to this day.)
A core from the bore at Whitemoor in Letcliffe Park. Eigg, my 19 year old Jack Russell gives the scale.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I’ve had t’buckets out of that some stock o’ times and the rods, you pull them up for ever. I had ‘em up twice about ten years ago. I’d been running your engine for George Bleasdale for nine week and I went straight up from there to the waterworks to pull t’bore hole rods up and one broke. And by gum we were lucky to catch it the first time, it broke about half way down and we noosed it the first do wi’t wire sling and noose and grabbed it. You know you can frig about, you can’t see owt and t’bore holes full of water you know, up t’tube, nearly to t’top if it’s been a wet season and I grabbed it t’first time, we were lucky. We pulled it out and replaced two bad rods. It had to come from Liverpool had t’timber to make the rods on. We put it all back together and it ran one summer out and part of one winter and then one morning they came for me, would I go it wouldn’t pump and it were a funny job. When I got up there they wouldn’t start it up to see why it wouldn’t pump. They’d been running all morning they said and it wouldn’t pump but they said we don’t want to run it again there might be another rod broken. I said them rods were sound what we put back down. Anyhow, me and Bob and Jimmy, we pulled ‘em all out again and there were nowt wrong wi’t rods and nothing wrong with the bucket so they said well it must have been dry. I said dry be damned, it wanted priming! Never known to be dry, it wanted priming, it were air-locked. You see, it were a tricky thing you know, we were brought up with it, there were a two inch bypass pipe came back from the top reservoir. Before we started that bore hole we used to open that two inch valve and it used to pump itself if you understand what I mean. Pump and go back, pump and go back (With the head of water on the by pass) until it got rid of all the air and filled the header pipe up. Now whether they’d opened that I don’t know but t’water board came to the conclusion it’s an old-fashioned thing, let’s put a submersible in there and that were the end of it. We shifted all the gearing and they put a submersible down and we made all new plates for the top and that’s the end of it. It’s running electrically now which were t’best thing really because before it had to be manned at all times. It were run wi’t electric motor of course the gas engine had gone, the steam engines had gone, it were the only one left which were run from t’big electric motor through gearing. So they put a submersible down they don’t take any looking after you know. It’s only the other week the buckets were taken from the shop, I think they’ve gone to a museum the foot valve and delivery bucket. Aye, it were a grand plant you know as it was originally, it were something to see them engines grumbling away in a dry summer, 24 hours a day.”
One last story about the waterworks that Newton told me off-tape. A new labourer was put in charge of the works one weekend and part of his job was to chlorinate the water in the top reservoir before it went out into the mains and service reservoirs. This was done by tipping a bucket of dilute chlorine compound in every day, no fancy automation then! Only problem was the labourer hadn’t been listening when they told him what to do, he put a bucketful of neat compound in and made everyone’s lives a misery for a few days till it wore off.
I could go on much longer with Newton’s accounts of the work that Brown and Pickles did but I fear it would be repetitious. In the latter days much of their work was in the heritage sector because they understood the old machinery that had to be refurbished. There was the refurbishment of the Stott Park Bobbin Mill at Lakeside at the bottom of Windermere. The removal of the large suspension wheel from Glasshouses Mill at Pately Bridge which was later re-installed at Quarry Bank at Styal. The removal of the Finsley View engine from Harle Syke now installed in the Science Museum and many other jobs, some of which I was associated with. However, we would soon degenerate into a list of projects rather than hearing the meat of what could go wrong and how it could be put right. I hope that I have conveyed to you some sense of the immense reservoir of skill that was Henry Brown Sons and Pickles. To go back to the preface, firms like Brown and Pickles, and there were many of them, were the essential bedrock of service that the textile industry needed to survive. They were experienced, resourceful and competent. They knew the needs of the industry and catered for them. No study of the textile industry could be complete without knowledge of these firms.
When they finished and the Wellhouse shop was demolished one of their old apprentices, Jack Gissing, who had started his own engineering firm bought them out and retained some of the machinery. Henry Brown Sons and Pickles still exists as part of the local firm, Gissing and Lonsdale on Wellhouse Road. Their main works includes the Havre Park foundry building that Johnny built for Henry Brown and Sons all those years ago. The Ouzledale Foundry is still in production at Long Ing. I hope I’ve given you some clues to the foundation of these enterprises and an example of how one man, Johnny Pickles, could leave his mark on the town.
Walt and Newton were so generous with their pictures that it seems a shame to lose this chance to give them a wider public. Here are a few of them that don’t easily fit with the text.
If you want all the pics you'll have to buy the book! However here's one for you. Olive and Newton in Wellhouse shop one evening when I had a breakdown on the stokers at Bancroft. Newton’s making me a new part on the Wilson lathe he took home when the shop finished because it was the most accurate lathe in the shop. When he moved out of Vicarage Road and hadn’t room for it I bought it off him and used it for many years. Best lathe for cutting across the face I ever owned.
[There's one more story to tell. Stay tuned!]
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I used to learn a lot just watching Newton in his shed. Here he is putting the finishing touches to a small steam engine. Magic!
There is just one more thing. I made you a promise that I would tell you about Johnny and the ornamental turning lathes…
CHAPTER 33: JOHNNY’S ORNAMENTAL TURNING LATHES
This chapter could be seen as yet another piece of hero worship, and I admit, my admiration for Johnny Pickles as a practical engineer and machinist has no bounds. However, what I am going to look at here is a form of industrial archaeology, but not one that I have ever seen mentioned before. I am sure someone has come across what I am going to tell you but if they did they were practical men and perhaps didn’t have the time or the broader knowledge to realise how significant it was and tell us about it. I’ve got myself into enough trouble there haven’t I, I’ve set myself up to be some sort of pioneer. I’d better get on with it.
Twenty years ago I had a small task over at Rochdale, I committed myself to moving the Whitelees beam engine from an endangered position to the safety of the Ellenroad Engine house at Newhey and getting it back in steam for the first time in forty years. I’ll tell the story of that somewhere else, what is pertinent here is that in the process of dismantling and re-erecting the engine I was following the old fitters from John Petrie’s who first made and erected it in 1842 and so I was in a position to admire their skills and find their mistakes. This implies no criticism, I don’t know what the circumstances were and whatever the faults the engine ran virtually trouble free for over a century. My point is that just like a dirt archaeologist carefully peeling away layers of soil, I was doing the same thing when I worked on the Whitelees. As for the mistakes, before anyone gets the idea that I am setting myself up to be perfect I have a story for you…
I visited Ellenroad one day with some friends to see the engines running and at one point I was stood next to the Whitelees as it did its 40rpm (All the engines I have refurbished run at their designed speed but that’s yet another story.) and someone tugged at my sleeve. It was the volunteer who was running the engine for the public. Once he had ascertained that I was the bloke who had built the engine he asked me did I know I had made a mistake. I told him that if he’d only found one he hadn’t been looking hard enough. I knew of three major errors but considering I built and commissioned it in less than three months with just two lads and a pensioner to help me and with the added disadvantage that we only had one drawing and that was inaccurate I hadn’t done too badly. If he wanted to rectify my mistakes he was welcome, it was no longer my problem and I didn’t want to know.
My friend, who had heard all this, asked me if I hadn’t been a bit hard on the old bloke but I said no, I’ve never seen an engine that hadn’t got some mistakes and my build of the Whitelees was no less flawed than any other. We are human and fallible and that’s why I don’t criticise John Petrie’s fitters in 1842, I know that under pressure things can go wrong. The point was that like the old fitters I had achieved the object of getting it running on time and within the budget and it is still running. Right, I think I’ve established the principle that there is useful archaeology in old machines, time I got round to Johnny and the lathes.
I never met Johnny but as soon as I became involved at Bancroft as engineer I realised that I had a problem, the knowledge that I wanted access to had never been written down. There was plenty of theory in the old books but hardly any practical advice on the day-to-day running of large steam engines. I had the core mechanical knowledge gained from years working with heavy diesels and this served me well but what I needed was information about steam engines. I found that source in Newton Pickles and it was the start of a friendship that endured right up to his death in 2000. In the course of that relationship I found that Newton was that rarest of beasts, an able man who was willing to share his knowledge and teach me. Like all of us he had his faults but that was never a barrier between us. Over the years I ran Bancroft he was a constant source of advice and encouragement to the point where he told me one day that there were signs I might make a half decent engine tenter. Praise indeed. One thing we were both good at was talking and listening and it was the realisation of how much Newton had in his head that would vanish when he died that triggered me to start the Lancashire Textile Project. Again, that’s another story…
During the course of our conversations he told me so much about his dad that I began to get a feel for the bloke. I got hold of a lot of bound volumes of The Model Engineer and found that Johnny was known in engineering circles all over Britain. He exhibited his work frequently and was a source of advice and practical help in solving machining problems that people came up against. I mentioned before that he fitted up a Drummond round bed lathe to make the volute cylinders that amateur clockmakers needed when making a fusee movement clock and made dozens on request. In Newton’s workshop I saw a copy of a Birch OT lathe that Johnny made in 1927 and which Newton used right up to his death. Every now and then Newton would have a clear out in his workshop and like many practical men he didn’t see any point in keeping things that he had no further use for. I didn’t let him throw anything away, I begged the bits off him and put them in the treasure chest on the principle that if you keep a thing long enough a use for it will arise. This is why I have the cylinder and motion that Newton made in his youth for a traction engine. Johnny pointed out that he’d got the positioning of the studs holding the slide valve cover wrong so Newton chucked it in the drawer and abandoned the project. Many of the bits and pieces were from Johnny’s workshop and neither Newton or I had any clear idea what they had been made for. The treasure box filled up over the years.
The traction engine cylinder that Newton ditched after his father pointed out that it was bad practice to put a stud directly in the corners of the slide valve cover. Probably made around 1935.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Newton’s second wife Olive, a lovely woman, got cancer and died after a long and painful decline during the 1980s. At that time I was doing the Ellenroad engine at Newhey and consulted with Newton regularly but after Olive died he went absent off parade. I was busy and didn’t realise what was happening until his daughter Joyce rang me one day and told me that they were getting worried about her dad, he was very depressed, drinking heavily and the family were at their wit’s end. I went down to see Newton and it was all true, after a very painful half hour with him I retreated and started plotting. At the time I was getting quite a few castings made for the Ellenroad engine by a bloke called Geoff Smith who had a foundry in Keighley. Geoff was an old friend of both Newton and his dad and when I went to him and told him my plan he was more than helpful. In my treasure chest I had some patterns which either Newton or his dad had made for their version of a Stuart 5A steam engine. I took the patterns to Geoff and asked him to cast me six sets off the patterns, he did this and only charged me £300, a bargain even then. (The same castings now cost £1,000 a set.) I went down to see Newton, played hell with him about his drinking and told him I had a job for him. I told him that I wanted him to show me how to make a steam engine, gave him one set of castings and said that I’d build one following what he did. Six months later Newton had cut the drinking down to almost nothing, we both had a working engine, I was a good rough turner and Newton asked for the patterns back and started to build engines like there was no tomorrow. He built one with a bigger cylinder and gave me a set of castings so I could do the same, then he made a compound out of two sets of castings. He got married again shortly afterwards and never came out of the shed until he died. He got heavily into clock-making and I had a good laugh at him one day when I went round and found him going quietly spare in his shed. He had made a chiming grandfather clock movement for his wife Beryl and was having terrible problems with the chimes. He told me that the only reason he decided to make it was because his dad had never made a chiming clock and now he knew why! Needless to say, after a couple of rebuilds and modifications he got it right.
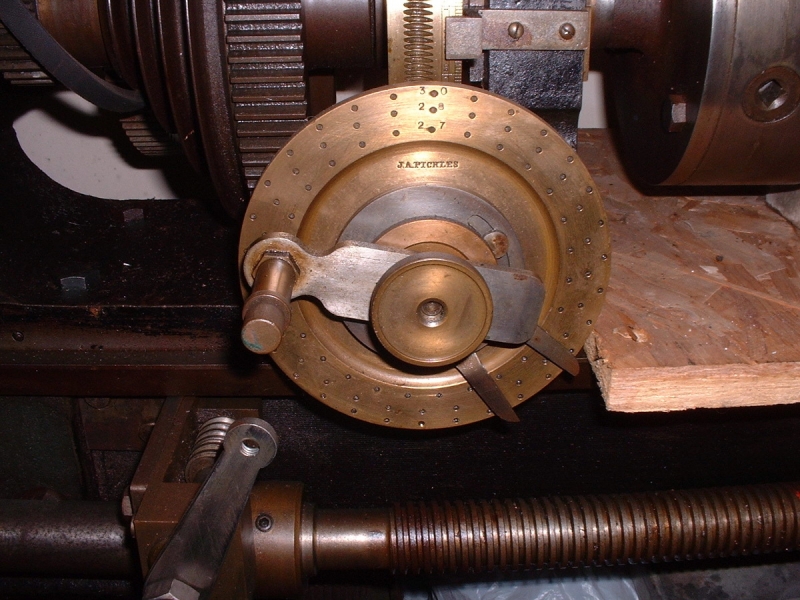
Newton and I were on an even keel again and it was during this period that we had our adventure re-starting the Ellenroad engine. He rang me up one day and told me that he knew where there was a Birch Lathe like the one his father had copied and it was for sale. We piled in my car, shot off to Gargrave and lo and behold, there was a lightly rusted but complete small Birch lathe in the garage. I offered the lady as much as I could afford for it and she agreed to sell it remarking that I had offered more for the one lathe than the other people had offered her for all the other stuff. I asked her what the ‘other stuff’ was and she said it was all in the cellar, did I want to have a look? I think you can guess what my answer was, we grabbed the key and opened the door and I stuck my head in. It wasn’t really a cellar, it was the undercroft under a modern bungalow and had a small door three feet square. You’ve got to imagine Howard Carter shining his light through the small hole in the wall when they found King Tut’s tomb. Newton was scrabbling at my back wanting a look see and asking me what was in there. I told him that the first thing that grabbed my attention was the headstock of the five inch OT lathe that Johnny started building in 1952 to make his gears for turret clocks. Newton asked me how I knew and I said because it’s got ‘J A Pickles’ stamped on the dividing plate of the tangential dividing gear which he had built into the headstock. I also told him that there was something else which I was pretty sure was the six inch astronomical reflector that Johnny had made. It was a gold mine and I had to go back and re-open negotiations…
Newton and I were on an even keel again and it was during this period that we had our adventure re-starting the Ellenroad engine. He rang me up one day and told me that he knew where there was a Birch Lathe like the one his father had copied and it was for sale. We piled in my car, shot off to Gargrave and lo and behold, there was a lightly rusted but complete small Birch lathe in the garage. I offered the lady as much as I could afford for it and she agreed to sell it remarking that I had offered more for the one lathe than the other people had offered her for all the other stuff. I asked her what the ‘other stuff’ was and she said it was all in the cellar, did I want to have a look? I think you can guess what my answer was, we grabbed the key and opened the door and I stuck my head in. It wasn’t really a cellar, it was the undercroft under a modern bungalow and had a small door three feet square. You’ve got to imagine Howard Carter shining his light through the small hole in the wall when they found King Tut’s tomb. Newton was scrabbling at my back wanting a look see and asking me what was in there. I told him that the first thing that grabbed my attention was the headstock of the five inch OT lathe that Johnny started building in 1952 to make his gears for turret clocks. Newton asked me how I knew and I said because it’s got ‘J A Pickles’ stamped on the dividing plate of the tangential dividing gear which he had built into the headstock. I also told him that there was something else which I was pretty sure was the six inch astronomical reflector that Johnny had made. It was a gold mine and I had to go back and re-open negotiations…
We sat down and had another cup of tea and I told the lady what we had found. She didn’t fully understand what we were talking about but when I offered her more than twice as much as I had offered her for the Birch lathe if I could have the five inch lathe and all the lathe parts she had scattered about she bit my hand off. I told her that it was actually worth a lot more but I was giving her as much as I could afford but she said that nobody else had come anywhere near what I was giving her and could she please have it in £50 notes! We promised to come back the following day with the money and a trailer and went home.
The next day I handed the money over, the old lady retired to the house and Newton and I started work. We soon had the Birch lathe in manageable lumps and on the trailer. Then we dived in the cellar and retrieved the headstock of the 1952 lathe together with a lot of gears and the ‘A’ frame legs for the bed. It was then that I realised that we had a problem, there was no sign of the bed, saddle and tailstock.
My biggest fear was that it was with a lot of other stuff in the summerhouse at the end of the garden because everything in there was heavily rusted. We had a good root but there was no sign of it. I went to the house and told the lady what my problem was, she said “Oh it’s probably in the garage.” and gave me the key. I opened the door of the garage and we went in. It was another treasure trove. The first thing I saw was a lovely vintage Bentley, then I saw that behind it was the most perfect Austin Ruby Post Office van you could imagine, brass carriage handles on the doors and perfectly restored. This was great but no good to me. We rooted round in the back of the garage and found enough brass five inch garden railway rails to make a large set-up but still no bed. It was Newton that found it, it was pushed under the Bentley and though dirty and lightly rusted it was OK. Much relieved we loaded it on the trailer with some other parts that we found alongside it and went home well pleased. Newton was as pleased as I was because he knew that at some point Johnny had sold the lathe to someone for a fiver but never knew where it went.
The dividing gear I saw when I poked my head into the cellar.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
At that time I had a big workshop and soon had both lathes set up with motors on but realised that I had too many lathes. Newton had always said that when he died I could have first refusal on the 1927 lathe his dad had built so I sold the Birch to a man in the hills behind Hebden Bridge. I always remember the day I delivered it to him because he was so pleased to have it as well he might be, they were as rare as hen’s teeth. He was a retired tool room man and when I arrived he was in his shed making some bits for his current project. I asked if I could have a look at the part he had just finished and it was perfect, beautiful tool finish, just perfect. I told him that if I had my way he’d be taken out and shot because when I saw something as perfect as that all I wanted to do was go home and scrap my lathes. He laughed and told me not to give up, I had to remember that he’d spent his life turning and if he hadn’t learned by now he never would do. Good advice and I never forgot it.
Shortly afterwards I had to flit out of my shed, got very busy earning a living and the contents of my shed went into storage for over ten years. Eventually I landed up where I am now with the back kitchen converted to a workshop, very small but big enough and centrally heated. Newton spit feathers when he saw my new set-up and said he had always wanted to get out of the shed in the yard. Anyone who has a workshop will know what he means, the big enemy is condensation with varying temperature and I had no such problem, bone dry and 50F all through the winter. I had the five inch lathe set up in the corner but it sat there reproaching me for 15 years because I never got round to setting it up to run.
Time rolled by and in January 2001 Newton died in his sleep. A big shock to Beryl his new wife and a great loss to us all. His workshop was broken up and the 1927 lathe sank beyond my ken. It never worried me, I just wrote it off and got on with a happy retirement until one day about two years ago I got a telephone call from a local business man I knew who lives on the outskirts of Barlick. He said he had something in his garage and he didn’t know what it was but thought I could help him so I went down. He opened the garage door and at the back of the garage there was an object completely covered with a dust sheet. As soon as I saw it I said that’s Johnny Pickles’ copy of the Birch lathe that he made in 1927. The bloke was surprised to say the least, he asked me how I could tell when it was covered up, I told him I didn’t know but I would bet my pension that was what it was. He uncovered it and there it was, dirty, lightly rusted but relatively complete. It even had the surface plate with it that I had given Newton many years ago after I won two in a deal. He said the lathe belonged to his son who had bought it after Newton died but wanted to get rid of it as he had no use for it. The father wanted the room in his garage because his thing was classic motor bikes and he was just about to start doing one up. He said they wanted it to stay in Barlick and asked me if I wanted to buy it. I told him I’d love to but I couldn’t afford it because it was worth over £2,000 to the right buyer and I couldn’t afford it. He asked me what I could pay and I said £150. He said he’d have a word with his son. It was an honest but ridiculously low offer and I never expected to get it. Well, at least I knew that the lathe hadn’t been scrapped and would go to a good home so I walked away and wrote the matter off. I was sad to miss it but things could be worse.
About six months later I was walking through Barlick one day and someone shouted to me from a passing car. “Does that offer for the lathe still stand?” I didn’t even think for a moment, “Yes, of course it does”. On Monday the following week a van pulled up in the back street and the bloke climbed out with some heavy lifting tackle in the shape of a strapping young lad. Where are we putting it? There was only one place it could go because the workshop was full, we carried it in and put it on the sideboard in the front room. Folding money changed hands and I was the proud owner of both the lathes Johnny had made. As my father used to say, there is a providence that looks after drunken men and idiots…
This where the archaeology starts, I knew that the gods had given me the clearest possible instruction, I had to set to and refurbish both lathes and get them back to as near the condition they were in when they were built as possible. I also had the strong conviction that Johnny would be stood behind me with his bowler on the back of his head and a fag in his mouth watching every move. Fanciful? Perhaps it is, but believe you me I was always conscious that whatever I did it would have to satisfy him. I started on the 1927 lathe. I should just mention here that we know that Johnny had a six inch treadle lathe at home in 1929 because he moved it to his new enterprise after Henry Brown and Sons folded. What I also knew from Newton was that in 1926 Johnny wanted a small lathe to make clock gears on. He couldn’t afford to buy what he wanted, a small Birch OT lathe so he built one himself. This is the lathe I refer to as the 1927 lathe because that’s the date stamped on the bed near the headstock with his name.
The first thing I did was make the decision that no matter what it cost me I wanted to use the original motors that Johnny bought to drive them, I had them both because they were on another lathe that I bought off Newton when he was moving to his small shed in the yard at Damside Cottages when he married Beryl. These were both Horace Green’s motors made at Cononley, the best electric motors ever made in my opinion. There were two, a small one third horse for the 1927 lathe and a one horse as big as a two gallon bucket for the five inch. I sent them both off to a firm at Nelson for complete overhaul. Before I did this I found one of the Green family and even though they had long since gone out of the electric motor business, driven out by cheap motors from abroad, he still had all the original records and gave me all the build and test details for both motors, a good start and I passed them on to the sparks in Nelson with the motors.
The next job was a proper assessment of the 1927 lathe. I put a modern motor on it and fired it up. Disaster! The chuck wambled about on the mandrel like a drunken man. I immediately assumed worst case, that the mandrel had received a heavy blow and it was bent. Funny thing was there was no evidence for this so I did some measuring up. It turned out the mandrel was fine, the problem was in the mounting of the chuck. It was one that Newton had fitted and there is no way he made it like that. All I could put it down to was a green casting that had distorted as the casting stresses came out of it after machining. It was a brand new Polish chuck that I remembered buying for Newton when I was getting some for myself and it must have gone out of truth between Newton’s death and when I got it. No big problem, I made a new back for it out of an old casting and did a check measurement, near tool room accuracy.
I went through the whole lathe, cleaning and adjusting where necessary and replacing some of the obvious parts that it needed like a new cross slide nut and missing handles. During this process I inspected everything Johnny had done and found nothing that couldn’t be described as perfect from the design and finish of the castings to the quality of machining in the manufacture. I soon had it clean and tight with an accurate chuck that worked. The next thing was to address the missing parts. In my treasure box I had the original tangential dividing head that fitted on the back of the headstock, I recognised it from pictures I have of the lathe. Search as I might I couldn’t find the worm wheel that mounted on the mandrel and didn’t know what size it was. After a lot of thought I arrived at the conclusion that it was the same set up as that on the big lathe, a 180 tooth wheel which has obvious advantages if you are doing things like marking scales in degrees for a telescope or microscope, both items that I knew Johnny had made. I’d never cut a worm wheel before so I had to dig into the treasure box again and bring out a dividing head that Johnny had made which could be adapted to go on my horizontal milling machine. Once that was done I needed a hob to cut the gear, another dig in the treasures and I found the hob that Johnny had made to cut the original gear. Problem solved, a bit of experimenting and I taught myself how to cut worm wheels. Not long after we had a fully functioning dividing head on the lathe. The same thing applied to the gears for the screw-cutting gear train. Many of the originals were missing. Another modification of another dividing head Johnny had made and I was set up to teach myself gear cutting on the vertical miller. I made an interesting discovery while I was cutting the gears, for some reason I couldn’t get the pitch right and eventually I realised it was because Johnny must have got some metric pitch gears cheap somewhere and saved himself time by using them in the gear train. See what I mean about archaeology? I had wondered why the original gear wheels were polished smooth, not something Johnny would have done. He liked his tool finish. I discovered that Johnny had made a profile plate that mounted on a bracket on the back of the bed and an attachment for the cross slide to make it into a profile turning attachment. I was puzzled by a dovetail machined into one side of the saddle but then realised that it was for mounting a fixture to hold a parting tool upside down at the back of the workpiece. I haven’t made that as yet but it is noted.
Johnny working on the 1927 copy of the Birch Lathe in his shed at Federation Street in about 1960.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
One of the essential accessories for an OT lathe is an ornamental slide turning rest. I had one in the treasure box but had always assumed that because of its size it was made for the big lathe. I had a rethink, tried it out and it fitted the 1927 lathe so that was stripped and refurbished.
A learning curve. First I had to modify the Potts type milling attachment from the treasure box, then I found I had the hob Johnny had made to make the original worm wheel. All I had to do then was do some calculations, cut a blank and make the worm wheel. Nowt to it…
The new worm wheel matched to the tangential dividing gear on the 1927 lathe.
I carried on like this until I had all the original accessories in order and working again, drill chucks, a chuck with an adjustable centre for turning eccentrically, face plates, tailstock chuck in fact everything you need for an OT lathe. All it needed now was the original motor. By this time it had got to a bit of a joke, the sparks in Nelson were getting very embarrassed by the fact they kept putting my motors on one side to deal with breakdowns. Over twelve months later the motors were delivered to me, completely rewound and tested and when I asked them how much they wanted they said they couldn’t for shame charge me anything, about £200 worth of work for free! You see there is still some goodwill out there if you can find it. One final thing, I found out later that the Science Museum in London had the epicycloidal chucks that Johnny made for this lathe. They had been donated by Johnny in about 1950, probably as a loan. I asked for them back because they will only fit the lathe they were made for but they refused. I haven’t dropped that idea yet… The 1927 lathe was finished, perched there on the sideboard, every gentleman should have a lathe in their front room! The funny thing is that everyone who has seen it agrees that it is such a beautiful object they could live with it themselves, even people who have never seen a lathe before.
It was obvious what had to come next, the five inch lathe that Johnny started to make in 1952 which had been sitting waiting for attention for twenty years. The first thing I did to get me in the mood was to completely strip and refurbish the medallion machine that Johnny had made for this lathe. This is a wonderfully complicated mechanism that fastens onto the bed of the lathe and, taking advantage of the fact that the lathe has two spindles, can be used for making copies of medallions or cameos in ivory or soft metal. It’s beautifully made and would serve as an ornament in any front room but is also a fully functioning device. By the way, amongst the treasures that came with the Birch lathe from Gargrave was a box full of ivory off-cuts, I think it’s legal to own them because of their age. Once I’d fettled the medallion machine I got down and dirty with the lathe. A complete clean-up, gather all the bits together, put a countershaft on the ceiling to drive it and mount an independent overhead drive for the milling and drilling tools used in the tool holder and other accessories. The enormous single phase one horse motor had to be mounted on the wall and wired up properly and all the belts fitted. One of the things that distinguishes this lathe is the large range of change-wheels for the screwcutting gear. Newton told me that the reason why there are so many is that Johnny got loom change wheels from the loom manufacturers and adapted them for his lathe. His aim was to be able to cut any thread he ever encountered and I think he perhaps succeeded.
One thing about both these lathes which Newton had told me about but I didn’t fully realise until I got them going is the fact that a belt driven lathe with stepped pulleys for speed changing makes a better cut than a geared headstock. It makes sense when you think about it, it is such a smooth drive, even the best designed gears tend to induce variations in the drive which are most obvious when you are cutting across the face of a large workpiece. Both lathes run very smoothly and are a joy to use, proper turner’s lathes.
So what did I learn about Johnny from my lathe archaeology? Not a lot actually, it was more a case of a complete reinforcement of everything I had learned about him over the years. After going through his work in this much detail I am completely confident in saying that my hero-worship isn’t misplaced, he was a exactly what Newton had carved on his gravestone at Kelbrook church, ‘engineer and master craftsman’. Not a bad epitaph.
The 1956 lathe in 2009. It has its original Horace Green motor driving through a lineshaft. The overhead gear is driven by a separate motor and clutch unit that I think Johnny found but never fitted. I think the old bloke would be pleased to see that someone valued his work sufficiently to bring it back to full working life. The nicest thing of all is that it runs beautifully, turns well and is a very valuable addition to Stanley’s Shed!
EPILOGUE
There is much more I could tell you about the skill and dedication of the men who made the textile industry possible but I think I may have done enough. If I have managed to give you a clear picture of Henry Brown Sons and Pickles and the men who worked there I am pleased. If I have also managed to convey to you my admiration for the way they tackled any problem and stuck at it until the job was done I’m delighted. Heavy maintenance like this is not dead, it still goes on but now as then it is largely unrecorded. Our comfortable lives and the industries that support our economy wouldn’t be possible without the ‘heavy gang’ working through the night. If I’ve made you aware of them and the role they play I have succeeded beyond my dreams. Thank you for listening to me and Newton.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
From the look of the page views a lot of you are going to miss B&P. However.....
I have long been convinced that we get a lot more than just the simple pleasure of good machinery out of steam engines if we know more about their context, how they were run and how they fitted into the industry. In pursuit of this I persuaded my old friend Harold Duxbury of Briggs and Duxbury to let me copy the Minute Books of the Calf Hall Shed company and the full transcript is on the site. I did a book on the Minutes, it's well worth a look at.....
ACKNOWLEDGEMENTS.
Nobody can write history without help and in the case of local history much of this has to come from the natives, especially the older end with good memories. I can't possibly mention everyone, take it as read that I have never been refused help and thank you all. Publishing a book based on specific evidence is another place where you need help. What follows couldn't have happened without the help and foresight of my friend Harold Duxbury who trusted me with the minute books of the Calf Hall Shed Company because he understood and approved of what I was trying to do. It's a pity he is no longer with us to pass his verdict.
PROLOGUE
Most people who have studied the textile industry in depth will have come across the terms 'Room and Power' and 'Shed Companies'. Much has been published on these two subjects and their place in the organisation and management of the textile trade in the North West of England so there is a legitimate question, what purpose will another contribution serve? Perhaps it will help if I address my own doubts and give my defence.
One of the great losses to serious study of all branches of industry is lack of the prime source evidence contained in company records. In some ways this is understandable, when a company ceases trading there is often sensitive information in the records which the former management would rather keep from the light of day particularly when the cessation is a company failure. However, this sensitivity diminishes with time and with hindsight it would be far better if important records were preserved under moratorium for say fifty years. Unfortunately this has not often happened and it's noticeable that when something of note does survive, it is more likely than not to be a happy accident. It is just such a circumstance which led to the genesis of this book. I'd like to tell you the story as it will aid your understanding of why I feel qualified to add even more to the burden.
Forty years ago, after a varied experience I was a long-distance wagon driver doing long hours at maximum weight and size burning more than my fair share of the world's fossil fuel resources. I saw five people killed in a road accident and this was the end of my days on the road. A chance conversation over a pint in my local pub opened up a new course in life and a year later I was the engineer at Bancroft Shed in Barnoldswick running a large textile steam engine, responsible for the whole of the plant and as happy as Larry! For the first time in twenty years I was in a situation where I could talk to people (It is often forgotten that driving is a form of solitary confinement.), learn new things and have the time to make further enquiries.
I soon realised that I was working in a time-warp. If you could have plucked a weaver from the 19th century and brought them into the shed at Bancroft they would have been completely at home, nothing had changed. I also realised that whilst much had been written about the industry, very little came from the horse's mouth. There was plenty of technical information about design principles but virtually nothing on what was actually done to run the boiler and engine efficiently or how the workers in the shed actually went about their jobs.
I was lucky enough at the time to become friends with a man called Daniel Meadows who was in the area as Artist in Residence, he was primarily a photographer and I taught him about the mill while he taught me photography. As I had a lot of freedom I started taking photographs of what was going on in the mill, these came to the notice of other people interested in the industry and the upshot was that I was encouraged to do a large oral history project based on workers describing what they were doing in pictures of them at work. This was well-supervised by my mentors and has since become a trusted source of prime source information. If you want to know more, look up the Lancashire Textile Project on any search engine.
Once the obvious selections had been made of particular workers describing their own jobs I sought other people outside the mill but closely connected with the trade, these included engineers, an industrial land and estate agent, the principal partner in a firm of accountants which provided management resources for the industry by acting as Company Secretary and most important, in the context of this book, a man called Harold Duxbury who, apart from being a leading building contractor in the town, was managing director of the Calf Hall Shed Company [CHSC] which was described at one time as the largest shed company in the North of England.
Apart from being a mine of information on many local subjects, Harold was a kind and thoughtful man. It seems evident that he recognised what I was trying to do and approved of it because he gave me access to the Minute Books of the CHSC from its inception in 1889 to the last days in the 1960s. Because the company was still trading at the time, Minute Book Number Ten was beyond my reach but he allowed me to copy the earlier nine volumes.
Time marched on, my research continued in other fields and at the beginning of 2011 I decided that it was time to address the resource I had guarded for over thirty years. Harold was dead, the Calf Hall Company is defunct, I am not a young man, perhaps it was time to do something about the minute books. I started by transcribing the nine handwritten volumes, 700 pages, 400,000 words of detailed records covering every aspect of the organisation and management of the company. This is now safe and archived securely. However, the problem with this amount of detailed information is that its size renders it inaccessible to all but the dedicated researcher. Hence the reason for this book.
A secondary factor is the contribution I can make to explain technical terms and give some clues about the linkages with the life of the town outside the company. I have already done this by adding notes to the transcribed minute books to aid understanding and would like to go further in this book. My aim is to give as complete an understanding of what was happening as possible based on the prime source of the minutes. Having worked in the industry I have personal experience and this in itself is more prime source information. One final facet which will become clearer in what follows is that because of the lateness of the inception of the CHSC and the fact that its management was advised by men who were intimately concerned with the other shed companies in the district, we can be fairly sure that the management policies of the CHSC were in line with the industry as a whole. This was not a unique management style but one which had been honed to what was seen as a perfect model after many years of experience. As such it can be used as a guide to the North East Lancashire Room and Power provision industry as a whole.
At this point I need to make a Public Service Announcement. No historian can claim infallibility, research constantly refines assessments and conclusions. The only part of what follows that can be accepted as fact is direct quotation from the Minute Books, I have done my best to transcribe as accurately as possible. Everything else is interpretation and personal assessment. There is always a dilemma inherent in going public, do we hold back until the research is 'complete', or do we set a cut-off point and accept that we will be overtaken by better sources. It's obvious that I have made this choice and my defence is that I am seventy five years old, how much longer have I got? I have seen too many researchers go to the grave taking their accumulated knowledge with them. This version of Room and Power and the Shed Companies will not be perfect but it may be the most detailed we have seen so far. At least I can rest easy in the knowledge that I made the attempt.
I hope that the reader gets as much out of my work as I have had in pursuing it. This is a brave story of enterprise in an era long gone but perhaps contains some lessons for today.
Harold Duxbury, a gentleman and a good informant.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Wonderful what blokes in sheds can make...... Above my pay grade!
BARNOLDSWICK, THE LOCAL CIRCUMSTANCES
The action of our story takes place in Barnoldswick, formerly an outlier of the NW textile industry in the West Riding of Yorkshire but since the boundary changes of 1974 subsumed for administrative purposes in Lancashire. It will give some idea of the character of the town if I say that this forced relocation was not popular. For many years the new county boundary signs were uprooted or defaced until the powers-that-be admitted defeat and while they kept the administrative changes in place, put the signs back in their historic locations and gave Barnoldswick its own post code.
The town is equidistant from Skipton in North Yorkshire and Burnley in Lancashire. It is not served by any through route and has always been regarded as a place apart, it was said that any stranger entering the town was either visiting a relative or lost. There is also a well-known local saying, “Are you married or do you live in Barlick?” (Barlick is the local contraction of the name, it appears frequently in the minutes with that spelling and I shall use it from now on.) I have always puzzled about this and though I have no concrete evidence suspect it dates back to the days when the powerful Lancashire textile unions used the sanction of expulsion against any member straying beyond the bounds of wedlock. Being over the boundary, Barlick could have been a useful port in any storm and a source of employment beyond the reach of the Colne and Nelson unions. There are certainly men living with their 'nieces' or young female lodgers with children noted in the censuses but I have never tried to do any comparative research. Perhaps I don't want my fancy damaged.
The town lies in the easterly lee of Whitemoor, a hill which rises to 1000 feet and is well watered by the prevailing south westerly winds. This results in a good run-off from the watershed and this flow running eastwards down to the town on the 500 feet contour was a good resource for water-powered mills. The existence of a thriving cottage-based textile industry, at first almost exclusively wool but after 1780 using cotton, stimulated the use of water power for rudimentary carding and spinning to produce sliver, an intermediate stage of loosely twisted cotton fibres which increased the productivity of the cottage spinners. As far as I can ascertain, this water powered industry never passed through the classic waterframe stage at the end of the 18th century, it seems to have moved directly from the earlier crude machinery to the later throstles which were the initial form of modern continuous spinning. [See Chris Aspin's book 'The Water Spinners'. 2003. The best account I know of the water-powered industry.]
By the end of the 18th century there were two major families in Barlick engaged in the putting-out system using domestic workers, the Bracewell's at Coates Mill and the Mitchell's at what later became Clough Mill. The Bracewell family figure largely in our story, the Mitchell's sold out to the Slater family in 1867 and drop out of the picture.
By 1800 the Leeds and Liverpool Canal had opened up Barlick to the wider world. Until then lack of locally mined coal and inadequate transport had precluded any development based on cheap fuel. The arrival of the canal changed all this and at the same time the first primitive rotative steam engines were becoming an economic proposition. By 1827 there was at least one engine in the town at Clough Mill, supplementing the power of the waterwheel and enabling a modest expansion. The Bracewell Brothers at Coates followed shortly afterwards and seemed to be set on a course of expansion at Coates Mill.
At this point we have to take note of a scion of the Earby branch of the Bracewell family, William Bracewell, later of Newfield Edge, commonly referred to as 'Billycock' because of his headgear to differentiate him from his cousin William, one of the Bracewell Brothers at Coates Mill. We need to look closely at Billycock because in order to understand what follows we have to have a clear picture of the man and how his actions indirectly led to the explosive expansion of the Barlick weaving mills from 1886 onwards.
Billycock was a man driven by ambition. He wanted control of the town and while he couldn't do anything about the Mitchells (and later the Slaters) at Clough Mill, he applied all his energies to dominating the rest of Barlick. He erected the town's first large purpose-built steam mill at Butts in 1846 and a second mill at Wellhouse in 1853. He bought water rights, land and even the largest local milk round. He built cottage properties for his workers and outside the town controlled a large foundry and engineering works in Burnley and a large part of the Ingleton coalfield. As a sideline he promoted the branch line from the Midland Railway at Earby so by 1870 Barlick had a rail connection as well. He never let any space in his mills to tenants as they could be competitors, the only places where a newcomer to the industry could get a foothold was in Clough Mill or the old Coates Mill run by his cousins. It should be noted that at this stage all the mills in the town were working on the combined system, taking in raw cotton and preparing, spinning and weaving under one roof.
By 1860 the Bracewell Brothers at Old Coates were bankrupt. It would appear that a combination of factors brought this about, it was an old mill still using a waterwheel supplemented by a steam engine and as later events proved, could have been starved of essential water supplies by the actions of their cousin Billycock. In later years Harold Duxbury had occasion to investigate the route taken by any overflow from the Wellhouse Mill dams. He put dye in the water and was surprised to find it was piped directly to Butts Beck via over 400 yards of cast iron pipe. This was obviously installed during the Bracewell ownership and the effect was to ensure that the discharge was at too low a level to be used by Old Coates Mill. The easiest course would have been to discharge it back into the Bowker Drain. I think we are allowed our own conclusions as to why Billycock went to this considerable expense.
James Nuttall bought Old Coates with the intention of starting it up again but was foiled by Billycock who took him to court over the water rights and stopped him in his tracks. Nuttall's reaction was to build a small modern shed at Coates Bridge (1864, 400 looms) using condenser water for the steam engine drawn from the Leeds and Liverpool canal, the only significant cooling water resource left in Barlick, apart from Clough Mill, that was totally outside Billycock's power. It's significant that this mill departed from the combined system and specialised in weaving. Nuttall took in tenants and we have well documented comments from contemporaries who rejoiced that the 'underdogs', the small tenants displaced from Old Coates, had found a new home. The mill was a welcome innovation but never developed beyond a small independent shed.
The overall condition of Barlick in 1870 was a town making moderate progress even though it was handicapped by the hegemony of Billycock of Newfield Edge. The population in 1840 was about 1,500. As was the common experience in those days, the advent of the steam driven mills attracted workers from the depressed agricultural hinterland to the north. Many families moved en masse into Barlick to take advantage not only of the higher wages for adults but the prospects of employment for their children. Daughters in particular benefited, they no longer had to leave home in the Dales to go into domestic service. By 1881 the population was over 4,000.
This increase in population stimulated other economic activities. The professions gained a foothold, lawyers, doctors, accountants and even a share-broker did well and built up their capital and interests. The needs of the population had to be serviced, grocers, bakers and the retail trades flourished. It's quite surprising how many of the successful manufacturers of the 20th century could trace the roots of their success back to grocer's shops, tea dealing, bake-houses and other retail trades. The town was well served for transport by an efficient road system, the railway and the canal. Things could have been worse but until the mid 1880's, unlike North East Lancashire, there was no 'take off'. We need to understand why.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
By 1879 Billycock Bracewell's sons William Metcalfe and Christopher George aged 41 and 33 respectively were both working with their father for a weekly wage. Pressure was mounting in the family for change and in late September 1879 Billycock created a partnership, William Bracewell and Sons. He took five tenths of the equity, William Metcalfe had three tenths and Christopher George two tenths. The sons had achieved status in the firm at last and Billycock, aged 66, could start to take things a bit easier.
Eight months later on the 8th of June 1880 William Metcalfe went home from work to his house at Calf Hall as usual but died suddenly aged 42. This was a hammer blow for the old man as William Metcalfe was the favoured son and from all accounts seems to have been a pretty good bloke. Christopher George was a different man altogether. Contemporary accounts describe him as a drunkard, wastrel and womaniser with very little aptitude for business. There was nothing for it, Billycock had to get back in harness again with an increased workload.
William Metcalfe hadn't made a will. Elizabeth his widow took out Letters of Administration on the estate and became the owner of three tenths of William Bracewell and Sons. There was an accounting in May 1881 and during this legal process William Metcalfe’s share of the firm was assessed as £19,509, Elizabeth was confirmed as legatee and notified to this effect. This accounting valued the whole partnership at £65,000. Conversions of historic value to modern terms are inexact but we are safe in saying that this was about £7million in modern terms. In a society which had so little regard for women there was no way that Billycock or Christopher George were going to accept Elizabeth, a woman, as a working partner. Billycock started paying her £5 a week housekeeping money from the firm and father and son carried on hoping that Elizabeth would do the right thing and leave them to run the business. It was recognised then and later on in court that old William was the dominant partner. As we'll see later, 'dominant' was the operative word.
By 1882 Elizabeth was getting restless. I don’t think she had much time for her father in law or his son and her objective was to take her money out of the firm and gain independence. I also think she was being advised by friends and other members of the family to get out while the going was good. In May 1882 she instructed her solicitor to write to Billycock as senior partner and ask for her money. He sent for her and in evidence given under oath at Wakefield in June 1888 he was described as being ‘in a great rage’. (See the transcript of Bracewell V Bracewell, Smith and Threlfall in the appendices.) He asked her whether she had authorised the letter and when she said she had he said he was going to “throw the whole thing up and she should take it into her own hands and do as well as she could”.
My interpretation from my research is that the problem was that the partnership couldn’t afford to pay her out, Billycock was in trouble and he knew it. As she was leaving the office he called Elizabeth back and asked her to go with his book-keeper, Mr Eastwood, to Burnley to see Mr Matthew Watson who was an auctioneer and valuer. (We shall meet Mr Eastwood later when he takes over Butts Mill.) After some negotiations over the next few days during which Matthew Watson described William Bracewell as being ‘very indignant’, Billycock bought Elizabeth's interest by giving her four promissory notes on his personal estate amounting to what was owed together with a promise to pay 3% interest and told her that this was the best surety she could have. This meant that Elizabeth was guaranteed an income of £650 per annum, a rise in her housekeeping money of £400. The full amount of interest was never paid and there is little doubt that the subject was boiling up again when on the 13th of March 1885 Billycock died aged 72. From here on it was all downhill.
William Bracewell’s will of the 10th of March 1885 is a complicated and revealing document. He had controlled everyone during his life and was evidently intending to carry on doing so from beyond the grave. There are so many trusts and sub-clauses that it is almost impossible to see how it could have worked even if the estate was in good shape. As it transpired, this was not the case and all his carefully laid plans came to nought.
With his father's death, Christopher George Bracewell of Bank House at Coates was the sole partner as Elizabeth had sold her stake to Billycock. George Robinson, the manager of the Craven Bank and Bracewell and Sons' chief creditor, must have made an assessment of the position taking into account his confidence in the state of the firm and Christopher’s character and abilities. He acted quickly, no doubt went through the motions of asking for the overdraft to be reduced, and eventually foreclosed in early 1887 by seizing the assets of the partnership so that the bank could liquidate them and draw back what was owing. What followed was a fire sale that started with a public auction in December 1887 and lasted for more than six years. The question that arises is how Elizabeth fared in this dénouement. In June 1888 after most of the assets had been sold she took her case to the Chancery Court at Wakefield. In essence she was suing Christopher Bracewell and the executors of her father in law’s personal estate, Messrs Smith and Threlfall, for £21,500, the acknowledged debt owing to her plus the accumulated interest. The net effect if she succeeded was that the partnership shares were worthless.
The executors of the will were Christopher George and two of Elizabeth’s brothers in law, Smith Smith a solicitor and Joseph Henry Threlfall, a wine merchant, both of Colne. There was bad blood between Christopher and both these men, indeed, I get the feeling that the executors were advising Elizabeth but I have no direct proof.
The nub of the case to be decided in the Chancery Court at Wakefield in 1888 was whether the money owing to Elizabeth was a charge on the assets of the partnership or whether by issuing promissory notes on his personal estate Billycock had accepted the responsibility himself, in effect he had bought Elizabeth’s share. One significant thing that came out in the hearing was that no proper audit of the partnership had been carried out at either William Metcalfe’s death or his father’s. The figure of £19,509 was notional, there was no formal audit to back it up but this did not alter the fact that Billycock had given promissory notes based on this valuation and the amounts specified on these were what Elizabeth was owed.
I can’t say with certainty what the decision of the court was. I’m not even sure the case came to a formal conclusion because in effect Mr Justice Kekewich told the parties to go away and do a proper accounting and make a decision between themselves, I have found no subsequent proceedings. All I can say with certainty is that the judge stated that he had no doubt that as the dominant partner, no distinction could be made between Billycock's partnership assets and his personal fortune, the two were one and the same thing. There is a note on Billycock’s will which states that his personal estate was valued at £18,640 gross and nil net with no leaseholds, he didn't even own his house at Newfield Edge, it was rented from the Fawcett family who bought it off the original builder, Mitchell of Clough Mill. In effect, this industrial giant had died penniless, the partnership had no assets, Elizabeth had won the day.
These events precipitated the crisis in Barlick from 1885 onwards. After the judgement of 1888 Christopher Bracewell had no assets apart from his home, Bank House. The Craven Bank had no interest in the business of running the two large mills in the town or any of the other Bracewell properties. Christopher George died on September 11th 1889 at Bank House in Barlick. Administration of his personal estate of £580-6-1 was granted at Wakefield on November 12th 1889 to his relict, Jane Bracewell. It would appear that this estate was the value of his sole asset, Bank House, and as we shall see in 1893 George Proctor was living there. We will also see from later developments that the bank realised that both Butts and Wellhouse Mills were old mills working on an outdated business model, the days of the combined mill were over, specialisation using twist manufactured by the modern spinning mills in SE Lancashire and transported by rail was the modern way. The bank's first action was to reduce expenses to a minimum, they shut down the mills and the coalmines at Ingleton. In the case of the mines they made a serious mistake, they not only ceased mining but stopped the pumping operations and the mines drowned making them virtually worthless.
Contemporary newspaper reports noted that Barlick was badly affected. Almost all the redundant workers lived in rented or tied accommodation, they used the efficient transport links and the thriving rented property market in the neighbouring towns of Colne, Nelson and Burnley, and moved out of the town. It was reported that grass was growing on the streets.
I think we have the full picture now. Barlick was a town in deep trouble because of the Bracewell failure. Due to bad management, the assets that remained were not fit for purpose, massive investment would be needed to convert them to modern methods. The question was where would this capital come from and who would initiate change?
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
ROOM AND POWER, THE SHED COMPANIES AND CAPITAL FORMATION
Before we plunge into the story of how Barlick managed the transformation from deep distress in 1887 to becoming possibly the heaviest concentration of weaving per head of population in the North West of England in 1914 we need to make sure we understand exactly what the terms 'Room and Power' and 'Shed Companies' mean and what options were open for capital formation to form a company. This is perhaps as good a place as any to explain why you will find that some textile factories are described as mills and some as sheds. In general, a mill is a factory that was originally a combined spinning and weaving establishment, a shed is one built specifically for weaving.
Let's get capital formation out of the way first. We have to go back to June 1720 when Parliament passed an act forbidding all joint stock companies not authorised by Royal Charter. One common misconception is that the the act was a reaction to the failure of the South Sea Company. In fact the act was passed before the South Sea Bubble burst and the latest research indicates that the South Sea Company supported the Act so as to prevent other companies imitating their business model. At the same time Parliament gained greater control over commerce. In the event, by late 1720 the South Sea Company's 'bubble' had collapsed and left the act on the statute books as a useful safeguard against further speculative damage.
From 1720 until 1825 when the act was repealed the most common vehicle for company formation was the private partnership and all the early water powered textile mills in Barlick used this model. Despite the 1825 repeal I have found no evidence for the formation of a joint stock company in Barlick before 1887. The significance for us is that after 1825 there was an alternative route to capital formation available even though it hadn't been used in the town.
Room and Power, the concept of renting space in a water-powered mill to individual tenants and supplying them with power to run their machinery from internal shafting driven by the water wheel, was as old as the mills themselves. It was a useful way for a partnership to maximise the return from their investment. Quite often the partnership provided the machinery and in some cases might even have supplied work for the individuals. Some of the names which appear as tenants in the small watermills before 1800 eventually became major manufacturers in the town. So, 'Room and Power' is self explanatory, it was exactly what it said, an opportunity for entrepreneurs to gain the advantage of the rotative-power industry at a low capital threshold of entry.
'Shed Company' is slightly more obscure. The first mention I have found of a mill built specifically for renting out as room and power is in 1838 at Marsden, a small village which later expanded and became better known as Nelson. It is a rare document so I give it in full:
PROSPECTUS OF A JOINT STOCK COMPANY FOR THE ERECTION OF SPINNING AND POWER LOOM COTTON MILLS AT MARSDEN NEAR COLNE.
“The distressed state of the hand loom weavers in Marsden whose suffering case has repeatedly been before the public during the last 12 months and who, from the depressed rate of wages are still unable to obtain a livelihood even when fully employed, and are therefore obliged to eke out their scanty pittance at the Vestry board; has at length induced the Inhabitants and Owners of Property to project the formation of a Company for the above purpose, with a view of providing more profitable employment and thereby relieving the existing pressure, which is felt in degree by every class of Society. Already the Weavers are emigrating to more favoured districts, and whilst Trade has been diminishing Parochial assessments have greatly increased: Tradesmen and others, whose means of subsistence depend on the labouring population are more or less injured in their circumstance and unless means are devised for checking the evil, a general depreciation of Property must ensue.
It is therefore proposed to raise a fund in shares of £50 each for the erection of two or more Mills with Steam Engines of 30 Horses' Power each, and other necessary appendages which shall be let to respectable Tenants who will provide their own Machinery: And it is Confidently anticipated that such a Rent will be Obtained as will amply repay the Proprietors for the Outlay.
The advantages which this Locality presents for the erection of mills and other manufactories are obvious to those who are acquainted with the district; but for the information of Strangers it may be needful to Observe, that the Township of Little Marsden is inhabited by a dense population chiefly employed in hand Loom Weaving; the Leeds and Liverpool Canal passes through the whole breadth of the Township, nearly parallel with and at a very short distance from a good Turnpike Road, forming a direct communication with Manchester. The Marsden Colliery which has long been celebrated for its abundant supply of excellent Coal is situate between the Canal and the Road.
The Township and its immediate vicinity abounds with good stone of every kind for Building purposes, which may be obtained at a trifling Cost beyond the expense of Quarrying and the Rivulet which runs through the Valley with its tributary Streams affords an ample supply of water for condensing purposes.
This will not be a trading, but strictly a Building Company, and no Shareholder will incur any liability beyond the amount of his Subscription. The Property of the Company will be vested in Trustees for the use of the Proprietors and the Shares in the Undertaking will be transferable at the pleasure of the holder under the provisions of a Deed of Settlement.
Upwards of £3,000 has already been subscribed, and when a sufficient sum has been obtained for the erection of one mill, a meeting of Subscribers will be convened by Circular for the purpose of forming the Company and carrying its object into effect; in the mean time applications for shares may be made to Mr Henry Tunstill, Cotton Spinner, Brierfield House. William Landless at the Marsden Colliery. John Bolton, cotton manufacturer, New Bridge Mill. John Edmondson, corn miller, Bradley Mill or to Caleb Haworth, Conveyancer, Marsden near Colne from whom any further information may be obtained”.
Marsden. 5mo. 1838.
[Transcribed by Stanley Challenger Graham from a copy of a document provided by Geoff Shackleton. 24 October 2004]
I'm grateful to Geoff for bringing this document to my notice as it contains so much information. Thinking in terms of Barlick, it reflects exactly what was happening here fifty years later. The capital holders of Marsden have a problem, in their case the major concern seems to be the onerous burden of the Poor Rate. Remember that they paid two rates, the Town Rate and the Poor Rate, the latter going directly to the Local Board of Guardians. The response to the problem is to build a mill, give work to the unemployed and gain a triple advantage, profit from letting space to budding entrepreneurs, lessening of the burden of the Poor Rate and a general improvement in the economic prospects of the district. Note also that public subscription is now legal and from the wording it would appear to be limited liability. They have recognised the advantages of efficient transport links and abundant water to cool the condensers on the engines, the great improvement that James Watt made to the early atmospheric engine. Ability to raise a vacuum on the exhaust of the engine gave far greater economy even on these early beam engines. Best of all, the prospectus is quite unequivocal about the business model, “This will not be a trading, but strictly a Building Company”. They had a clear objective, to provide accommodation for entrepreneurs wishing to enter the industry. The advantage to the tenants was a low threshold of entry and freedom to concentrate on what they knew best, rolling cloth off looms. The attraction for the promoters of the scheme is that they were operating as landlords with all the security of property law and none of the uncertainties of engaging in a trade which was noted for its cyclical nature. If there was one accepted view shared by the manufacturers it was that trade varied with the season and external economic factors. The only constant they knew was that by some miracle the overall trend of demand was upwards and when trade improved it always came back more strongly than before. This was to hold true until 1914.
Reading the prospectus another question arises in my mind. Leaving aside the purely commercial expectation of turning a profit on their investment, it seems obvious that the deterioration of the domestic industry leading to social distress and high levels of maintenance through the Poor Rate was a significant factor in their thinking. This could be more than simple economics. We should not discount the hidden internal linkages in the local society of family, religion and membership of local societies. Whilst not purely philanthropic I think we are allowed to recognise an element of compassion. Perhaps just as important is the attitude of the promoters to competition in the trade. Notice that there are two prominent textile manufacturers mentioned as promoters, one has to assume that they were confident enough to discount any disadvantage to their businesses by encouraging new starters.
Thinking back to our story about Barlick and the difference in attitude between the Slaters, Mitchells and Bracewell Brothers who encouraged small tenants in their mills and Billycock who wouldn't entertain any potential competition we are allowed to ask ourselves which was the more successful model. As we delve deeper into the subsequent history of the trade in Barlick we shall see that the bonds forged between the companions in adversity who started as tenants with perhaps just six looms persisted. True, there would be competition in business but this was not open warfare. They all passed through a phase during which they amassed the capital to build their own mills by working as tenants in the shed companies and we shall see much evidence of them working in concert to maximise their profits inside the system.
We can never fully assess the scale or importance of these personal bonds in society but let me give one small example. One of the Slater family in retail trade as a tea-dealer had a profitable sideline selling Blackie's family Bibles. He employed several local young men to go round the district selling the Bibles door to door. These lads eventually became manufacturers with thousands of looms in their own weaving sheds. I often wonder how many times in later years they sat together and recalled their days as travelling salesmen. Mind you, this could have its downside, all was not always sweetness and light. When I interviewed Stephen Pickles junior he described the Nutters as 'gangsters' and swore that one of their ploys to sell family bibles to farmers at £5 each was to threaten to maim their cattle!
Right! We have a clear picture of Room and Power and the Shed Companies. We have our model and and some clues about local conditions after the failure of Bracewell and Sons. There is a legal mechanism for attracting public investment without Royal Charter. Let's see what happened in Barlick.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Before we look specifically at Barlick we would do well to take note what had been happening in the wider industry. (One of the most reliable sources for the statistics of the industry is the 1969 'The Weaver's Story' the history of the Amalgamated Weaver's Association. I trust the book and have used it heavily. I have also used 'Lancashire in Decline' by Lars Sandberg, 1974, for the cloth export figures.) The estimated number of power looms in the United Kingdom in 1832 is 75,000. By 1887 it was over 600,000 and was to reach a peak of over 800,000 in 1913. Total exports of cotton cloth in 1830 was about 300,000 yards, by 1887 it was 5,000,000 yards and in 1913, just over 6,000,000 yards.
I think we are allowed to interpret these figures as being evidence that in the wider industry, by 1887, the great initial surge of innovation and expansion was complete, what followed was consolidation and slower growth in a well-established system which had perfected its mechanisms and trading links. In terms of mill construction and plant design, by 1887 almost all the problems had been solved. The modern girder shed construction and efficient engine and boiler plant were standardised. (Many of the mills which survived until the end of the industry still had the original late 19th century plant.) The plain Lancashire loom, tape sizing machines and warehouse machinery were universal not only in Britain but also in many countries overseas, there was a healthy export trade for textile machinery which had been proved effective by experience. There was a well developed service industry serving all the trade's needs, one of the features of the Lancashire industry was that specialisation in all branches was seen to be essential so ancillary functions were put out to small sub-contractors. The well-oiled machinery of the Manchester Cotton Exchange with its standard contracts for yarn and cloth containing clauses which protected the traders from unforeseen events enabled the industry to be competitive and work efficiently on low profit margins and high volumes. [All contracts were based on the Sale of Goods Act 1893. There were standard contracts agreed by conferences of trade associations and Stephen Pickles told me that the contracts used on the Manchester Exchange were variants of these standards. Many firms used their own versions but all contained clauses dealing with strike, lockout, breakdown, fire or other unavoidable occurrence, this last clause was often, but not always, interpreted as allowing coal and labour clauses. The overall aim was, as far as possible, to minimise risk.]
There was one further factor. In 1838, despite great advances in machinery design, transport provision was lagging and even the smallest mills tended to work on a vertical model, they took in raw fibre and carried out all the processes from that point to cloth production. These were the 'Combined Mills'. By 1870 efficient, speedy rail transport had made it possible for the industry to reorganise, even an outlier like Barlick was less than two hours travel from the floor of the 'change and the South Lancashire mills. The postal system was equally efficient with early deliveries which meant that a Manchester Man on Barlick railway station waiting for the 7:30 train could have the day's orders delivered to him by the office boy before he left for Manchester. The telegraph system was fast and efficient, there are numerous entries in the minutes recording telegrams being used to convey urgent messages. The advantages of larger units specialising in one branch of the trade became obvious, spinning of yarn was concentrated in South East Lancashire and weaving in the North East part of the county. I have anecdotal evidence showing that it was possible for the 'Manchester Man' representing a weaving firm on the 'change in Manchester to place an order for yarn and in exceptional cases it could be delivered in Barlick before he got home in the evening. By 1887 this model of specialisation and reliance on the South East Lancashire mills for yarn was virtually universal.
Compare and contrast the situation in Barlick in 1887. Though always an outlier of the industry we had a rail connection with Manchester, the exchange in Manchester was being used daily, but there was only one small specialised weaving shed in the town at Nuttall's Coates Bridge Mill. In the case of Slaters at Clough Mill this was not necessarily a sign of bad management or lagging behind the times. Since surviving the Cotton Famine in the 1860s by experimenting with different fibres the Slaters had continued to use a mix of fibres, doing their own spinning and weaving and even some hank dyeing to produce specialised coloured yarn for their cloth. They were unique in Barlick in this respect until about 1900 when they joined the mainstream and became primarily plain cotton weavers.
William Bracewell and Sons was a different matter. Here we had the classic combination of an autocratic, ageing principal, Billycock, locked into an obsolete business model by a combination of inertia generated by his original investment and lack of sufficient capital to modernise. In the normal course of events these imbalances could possibly have been addressed by a younger generation but as we have seen, the combination of the death of William Metcalfe Bracewell and the ineptitude of his brother precluded this. Billycock's death in 1887 triggered what, with hindsight, we can see was the inevitable conclusion, decline followed by business failure.
Despite the dead hand of the Bracewell hegemony on expansion in Barlick, the small manufacturers who had been honing their skills in Clough Mill, Old Coates before 1860 and New Coates after 1864 as tenants were members of the 'change in Manchester, even small units like the Pickles family in Clough Mill with less than a score of looms sent one of their number to the 'change each week. They were intelligent and ambitious and being immersed in the mainstream were well aware of the latest practices and business models. Their problem was opportunity for expansion.
We would do well to take note here of the role of George Robinson, manager of the Craven Bank at Skipton. I have read some of his diaries which, the last time I saw them, were archived at the Midland Bank in Liverpool and there is no doubt in my mind that he was well aware of the potential in Barlick and also the problems. His bank was the Bracewell partnership's main creditor, he knew where the bodies were buried. We should also note the accountancy firm of Proctor and Proctor of 3 Grimshaw Street in Burnley. They had a very good connection in the trade because they acted as company secretaries for many of the manufacturers and shed companies operating in North East Lancashire. George Proctor the senior partner was an energetic and able man and through his dealings with both the manufacturers and the banks had his finger firmly on the pulse. He also had the confidence to invest in firms for whom he acted. We are going to see a lot of George Proctor and his partner Edward Wood as our story unfolds.
George Robinson at Skipton was the initiator of the melt-down in Barlick when in 1886/87 he foreclosed on Bracewell and Sons. We have already noted his intimate knowledge of the partnership and that this was the reason for his prompt action. Privately I often wonder if he was even smarter than I credit him, his actions later in the story clearly point towards him having a clear view of what was a viable business model. It's worth taking note that in 1885 he brought pressure to bear on the Bracewell partnership in Earby under exactly the same circumstances and with the same results. In Barlick's case, by the 3rd and 4th of August 1887 the fire sale was in full swing with an auction at the Seven Stars Assembly Rooms in the town and while all the lots weren't sold immediately this was a radical shake-up of land and resource ownership in the town. I also think it is significant that Edward Rushton and Son, the Manchester auctioneers acting for the Chancery Court, held this auction in Barlick, also the subsequent auctions of land in December 1887 and the Corn Mill on May 31st 1888. This must mean that they had confidence in the strength of the local economy and the level of demand.
The first move towards modern Barlick started so quickly after the failure of Bracewells that I feel sure that its gestation preceded the collapse. Evidence provided by Geoff Shackleton in the form of reports from the trade papers supports this. I think it's significant that it happened in a part of Barlick, Long Ing on the north side of the town, that had never been controlled by Billycock. It's also significant that it was on the bank of the Leeds and Liverpool canal and used it as a condenser pond. We have seen already that after the debacle of attempting to revive Old Coates Mill in 1861, James Nuttall's solution of using the canal as a condenser water supply at Coates Bridge and avoiding any interference from Billycock was successful and I think this lesson had been noted.
In case you are wondering why this excellent resource hadn't been used before 1864, natural water resources were free and controllable, the canal company charged a licence fee based on the indicated horse power of the engine. When Coates Shed was sold on December 6th 1905 the cost of water abstraction was noted as £12 per annum for 360 looms, about 200hp. The mill owners soon learned to record the horse power on Friday afternoons or Saturday morning when many weavers were cleaning their looms and demand on the engine was low. I have evidence of temporary engine tenters indicating when power was at its peak and causing questions to be asked by the canal company. Never underestimate the business acumen of the old manufacturers! They had been reared in a hard school.
On April 15th 1886 there was a report in the Textile Mercury: 'Long Ing Shed Company, Barnoldswick propose to purchase land at Long Ing to erect a cotton mill thereon. Capital £20,000 in 40 shares of £500 each.
G Rushworth, Colne, Engineer 4 shares
H Slater, Barnoldswick, Cotton Manufacturer 1share
W Hewitt, Colne 1share
J Eastwood, Barnoldswick, Mill Manager 1share
J Pickup, Barnoldswick, General Dealer 1share
J Broughton, Barnoldswick, Surveyor 1share
C Brooks, Barnoldswick, 1share
J Mercer Edmondson, Barnoldswick, Butcher 1share
(John Eastwood, Billycock's old book-keeper also restarted Butts Mill in 1889 but never quite achieved success. We shall come across him and Butts later in the story.)
I think there can be little doubt that an enterprise on this scale involved a lot of preliminary planning and negotiation and it is likely that this process started before Billycock died. Notice the name of the company, despite the presence on the board of textile manufacturers this was a company formed specifically to provide room and power to tenants, a true shed company. Long Ing opened for business in 1887 with 1200 looms and expanded by 400 looms in 1888 but the company never grew beyond one mill because of the limited share ownership, I have no evidence of small share holders in the company. We shall encounter them again in our story, meanwhile there was another initiative brewing.
In 1888 there was another new build, a small weaving shed at Salterforth for 400 looms. I'm not sure who the promoters were but in 1889 James Slater left the partnership of John Slater and Sons at Clough and moved into the shed with 216 looms. He eventually bought the shed and extended in 1899 to 638 looms but that was the limit and it was always an outlier even though it was in Barlick. There seems to have been some friction in the Slater partnership after the death of old John Slater in 1868. In 1880 Clayton Slater, one of the brothers, left the partnership, migrated to Canada and unusually, took his looms with him. I include this information because it is a good example of how the policies of a family partnership could be influenced by personal matters and not trading considerations. A public company did not have this problem.
We noted earlier that there were stake holders in Barlick not directly associated with the textile trade but dependent on a buoyant economy for their prosperity. We can only guess about the conversations between these men triggered by empty mills, houses and no doubt the Long Ing initiative. What we know from the evidence of reports in the Craven Herald is the following.
On the 22nd of October 1888: 'Proposed new weaving shed. Report of a meeting at the Baptist chapel re the new shed company.' The meeting was held in the Baptist Old Chapel. The Rev. E R Lewis in the chair, present were Dr Roberts, J Pickup, Brooks Banks, G Wilkinson, J Windle and about fifty others. It was decided to form a company to build a mill to hold 800 looms in a paddock adjoining Butts Mill [The Parrock]. A tenant had already been found for 400 looms providing they started building by Christmas. The shares of the company were to be £5 each and a temporary committee was elected to meet the Trustees of the Bethesda Chapel to whom the land belonged. Thirty eight people gave their names as intending shareholders.
On the 3rd of November 1888: 'Meeting of the new shed company at Mechanic’s Hall (Jepp Hill). Discussions as to site'. The meeting considered details of a new site which had been offered to them at the foot of Calf Hall Lane. It was decided to see the proprietors of both the Parrock site and the Calf Hall site and get the lowest prices off each of them.
On the 17th of November 1888: 'Meeting in Seven Stars Assembly Rooms. Shares to be £25. Initial share capital to be £10,000. £6000 of this taken up at the meeting'. Report of a meeting in the Seven Stars Assembly Room on Thursday the 8th of November: John Lowcock of Blackpool had offered land at the bottom of 'Cow Foot Lane' [Calf Hall Lane] on very favourable terms and offered to become a shareholder. It transpired that the Chapel Trustees were not able to sell the Parrock. [I suspect the problem was getting the necessary permissions from the Charity Commissioners. We shall see later that their acquiescence was necessary in subsequent dealings with the CHSC.] The 'Cow Foot Lane' site was best as they were first takers of the water. Brooks Banks then showed how a mill with 800 looms could return 10% on capital. It was then proposed and accepted that the shares would be £25 each and not £5. Shareholder's names were taken and the meeting became private. £6,000 is already taken up and building is to start at Christmas.
From the Minute books: 'The first Annual General Meeting of the Company was held pursuant to the Statute in the Seven Stars Assembly Room Barnoldswick on the 27th day of April 1889'.
Craven Herald report, 29th November 1889: 'Calf Hall Shed almost completed and expected to start on December 1st'. There is a further report on 6th of December of the starting and christening of the engines on 30th November.
The Calf Hall Shed company had been formed and had built a new shed in twelve months. An impressive performance. Behind these bald facts lies a story that says much about the mood of the town at that time. I know from research, reading diaries and published memoirs that despite a façade of admiration for William Bracewell of Newfield Edge and his achievements, there was also an undercurrent of resentment against the degree of control he exerted over Barlick and the lives of the people living there. Stephen Pickles Junior told me that there was also ill-feeling against Billycock because of his personal life. He was reputed to be a womaniser, a drinker and addicted to cock-fighting. Stephen was no great fan of Billycock but my assessment of his evidence is that there was more than a hint of truth in it. Despite his reverential and cautious approach, William Parkinson Atkinson in his 1915 memoir 'Old Barlick' couldn't resist saying of James Nuttall and the new shed at Coates “patience and perseverance were crowned with success and this …. became a source of employment and has ever since those times of 'big dog and little dog struggles' added its share to the welfare and prosperity of the town. 'Evil be to him who evil thinks'.” It's always dangerous to read between the lines but there is enough anecdotal evidence to support this view.
The meeting of October 22nd in the Baptist Chapel was called by the Rev E R Lewis. He was supported by the local doctor, an accountant, a furniture dealer, a jeweller and numerous people active in retail trade. Their intent was to establish the principle of erecting a new shed on modern lines, decide on a site and, from the speed at which they moved, delegate responsibility for making the first moves to acquiring land and looking into the legalities of company formation. I suspect that for this initiative to get to this stage, many decisions had been taken in private and what was being put forward at the public meeting was ratification of what the participants saw as a fait accompli. We have noted the speed they moved at and perhaps a fitting end to this stage of the description of the genesis of the company is a full report of the engine start.
CALF HALL ENGINE START 1889
[Extract from The Craven Herald of Friday December 6th 1889.]
PRESENTATION. On Monday evening part of the weavers employed by Messrs. Eastwood and Maudsley, Long Ing Shed, met to make a presentation to their late tackler, Mr H Middleton, who has left the employ of Eastwood and Maudsley and gone to work for Messrs. S Pickles and Sons at Calf Hall Shed.
TRADE. The cotton trade here is reviving, all the looms which commenced running a few weeks ago being still kept going by Stephen Pickles and Sons, and Messrs Slater and Bailey have got their looms moved from Clough Shed to the new Calf Hall Shed as have also Messrs Holden Brothers from the Long Ing Shed. New looms have arrived for those manufacturers who are occupying Calf Hall Shed which is ready for starting as soon as these looms are ready for running. A number of new looms have also arrived for Mr E Ormerod of Long Ing Shed who is filling part of the space vacated by Holden Brothers at this shed.
CHRISTENING AND STARTING OF ENGINES. The starting and christening of the engines of the Calf Hall New Weaving Shed took place on Saturday afternoon last in the presence of a large number of people including the Board of Directors viz.: Mr B Banks (chairman), Messrs T Dent, S Parker, J Edmondson, W Holdsworth, R Clark, E Smith, P Barrett, W Perry, W P Brooks, L Holdsworth, J Hartley (secretary). There were also present: Mr J R Smith, Mr W Varley, Colne. Mr Stanworth, Burnley. Mr J Thompson, Colne. Mr Atkinson, Colne. Mr Roberts, Nelson. Rev. E R Lewis. Mr I Barrett. And Mesdames B Banks, T Dent, P Barrett, Roberts (Nelson), Parker, W P Brooks, Smith, Perry, Clark and many others including a large number of shareholders. The engine was started at 3:45pm by Mrs B Banks and Mrs T Dent and allowed to run for about a quarter of an hour. Mr Brooks Banks then addressed the meeting. He said he was very glad to see so many there, who were met to rejoice with them that could rejoice. Many would be glad to hear of this day, as it looked but a day since they had met on purpose to form a company. They succeeded better than a great number thought they would seeing that they had to make bricks without straw. Many of them no doubt heard that the company would never succeed when the prospectus was issued, which was certainly a very modest one. “The promoters of the company had got no wool on their backs” was the reason given why it would never succeed. He would rather take 100 sheep with little wool than one blustering tup with it all. [A reference to Billycock?] He was glad to tell them that very few shareholders had sold their shares even under adverse circumstances, thus shewing that the company had been well-accepted. He then read letters of apology from Mr W Roberts, Nelson. Mr Varley, Colne. Dr Roberts (Local GP and a director). Mr M Hawley, Nelson also a telegram from Mr T Hart of Blackburn. Mr Atkinson of Colne, the architect, then gave a description of the building. The shed is built upon the parallel girder system, the following being the dimensions: Shed 169ft 6inches by 211ft, and containing an area of 33,332 square feet. The warehouse, ground floor, is 203ft by 42ft with an area of 8505 square feet; first floor 206ft by 42ft, an area of 8658 square feet. Top room 61ft by 21 feet, area being 1281 square feet making a total for warehousing of 18,444 square feet. The shed will hold 828 looms at 40” reed space and gives 40¼ square feet to each loom, the largest he thought in the district with 22¼ square feet Warehouse space for each loom, besides spacious engine and boiler houses and other necessary buildings. Mr Roberts then gave a description of the engines made by W Roberts and Co. of Nelson. The engines are a pair of horizontal engines on the cross compound principle working high and low pressure, 4ft stroke working at 63rpm thus having a piston speed of 504ft/per minute and are capable of driving about 450 indicated horse power. The high pressure cylinder is 19½ inches diameter and the low pressure 38 inches diameter. The pistons are on Mather’s principle with steel spiral springs. The high pressure cylinder is fitted with valves on the improved principle by Roberts and Co [adjustable slide valves allowing expansive working for greater economy]. The low pressure cylinder has double slide valves with extra ports. The connecting rods are made with the best faggoted scrap iron polished throughout. The fly wheel shaft is made from homogeneous iron and the flywheel is put together in one boss, ten arms and ten segments and weighs about 22 tons. The outer rim of the wheel is grooved to receive 12 ropes. [Geoff Shackleton is of the opinion that this was the first Roberts’ engine made for rope driving.] The wheel is 18ft diameter and the power is transmitted by 12 ropes to two pulleys, 9ft 6 inches in diameter. The governors are on the pendulum principle. The christening ceremony then took place when Mrs Banks had the honour of naming the high pressure engine after her daughter “Emily”. The low pressure engine was named “Annie” by Mrs Dent after her fourth daughter. Mr P Barrett, in proposing a vote of thanks to the ladies for naming the engines, said that any improvement in Barnoldswick could be done by its own people. Mr J Edmondson seconded the proposition. Mr B Banks and Mr T Dent acknowledged the compliment and said they hoped the affair would be successful both for the shareholders and tenants. The ceremony being over the engines were again started amid cheers and allowed to run for some time. The party then wended their way to the Seven Stars Assembly Rooms where dinner was provided and over 100 sat down. The Chairman of the Company, Mr B Banks presided and after the repast the following toasts were gone through: Mr Roberts of Nelson, in proposing the toast of the “Calf Hall Shed Company” complimented the company on the position of its shed upon which a great deal depended for the success he hoped they would have. Mr J Thompson of Colne also wished them every success as he said it was a large undertaking. He was pleased to see so many shareholders present, it shewed they were in sympathy with the board of directors and acting harmoniously together. “The Directors of the Board” was then submitted by Mr J Edmondson of Bingley. He said their directors were men he had spent a good deal of time with and he always found them honourable, upright and honest. They could not boast of having men on the board who had titles except an FRCS. They were men who had raised themselves up to the positions they occupied that day by their own exertions. He thought if it did not succeed none would and it was his best wish that the concern would succeed. Mr S Hartley spoke to the same effect. “Our Tenants” was proposed by Mr C J Turner of Colne who thought the tenants of this concern a very important item, for it was through the tenants it would pay and if there had not been any tenants it would have been a great loss. Mr J Hartley hoped that it would be the best business the tenants had done in their life. Mr S Parker proposed “Our Architect” and Mr Atkinson in responding said it was with pleasure he was there on that occasion. It was now about twelve months since they had started the building but many people believed it would not be running now. This he thought would not have been had they not had an efficient army of contractors who he thought had done their best to bring it to a successful issue. Mr T Dent proposed the toast of “The Secretary and Other Officers”. “The Chairman” was submitted by Mr Turner of Colne who said he was sorry Dr Roberts could not be there owing to indisposition and he had taken his place. Mr B Banks, in reply, said that they were now only waiting for a report of a good lively dividend. This concluded the toast list and afterwards the evening was spent in singing etc. The contractors for the various works in connection with the building are as follows: Mason’s work, Messrs J & M Hawley of Colne and Nelson. Joiner, Mr J R Smith, Barnoldswick. Plasterers Messrs Heap and Thornton, Barnoldswick. Slater, Mr W Stanworth of Burnley. Plumber, Mr W Varley of Colne. Engineers Messrs W Roberts and Co of Nelson [Phoenix Foundry]. Millwrights, Messrs J Thompson and Co of Colne. Gas and steam pipes, Mr W Walton, Burnley. Boiler, Mr W Yates, Blackburn. Ropes, Mr T Hart of Blackburn. Economisers Mr Lowcock of Manchester. All the space in the shed is taken up by the following firms: Messrs S Pickles and Sons, 400 looms. Messrs Holden Brothers, 230 looms. Messrs Slater and Bailey 198 looms. All these gentlemen have taken the spaces on a lease for a term of five years which commenced on Monday last.'
I like the fact that they had a slap-up meal after the ceremony. It was a brave start but like the directors we have to get down to the realities of life, in their case to make the new company a success, in our case to examine our evidence and extract as much information as possible from the minutes and peripheral evidence about the business model that lay behind Room and Power and the Shed Companies.
Before we go forward I have a little light entertainment for you which will help with your frame of reference. Engine starting and christening ceremonies were the norm, the engine was seen as the beating heart of the enterprise and celebrating the first running was seen as a birth. Bancroft Shed was the last new weaving shed in Barlick and though building started in 1913 it was 1920 before the engine started. It was a Roberts' engine and when Auntie Liza turned the steam valve to start it nothing happened! Roberts' chief fitter, Jack Waddington was nowhere to be found and eventually they they dragged him out of a local pub and brought him to the engine house. His employer Mr Roberts took him to task saying that the engine wouldn't start. Jack replied that it was no wonder, he had taken the steam valves out! He said that there was no way he was going to allow them to start it without him being present. He popped the two valves in on the high pressure cylinder, not a big job, only about 15 minutes, Aunty Liza opened the steam valve and away it went. Johnny Pickles was present and told his son Newton the story so we can trust it. This isn't just a funny story, it gives a clear picture of the autonomy skilled men like Jack enjoyed. He wasn't sacked after this episode, he was far too valuable a man. This recognition of the status of engineers was part of the frame of reference of the time and we would do well to remember it when reading the minutes.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I suppose that, in common with many of my readers, I have read too much 'history' in which the supporting evidence is perhaps not as convincing as one would hope. I have a sneaky habit of pursuing footnotes citing evidence from other published works and sometimes finding that lack of understanding of the original text or even worse, selective and partial quotation, leads to distrust of the general level of scholarship. A harsh judgement I know but we have to be able to trust our informants. I love reading material that hangs together and inspires trust so the first thing I want to do is give what I hope is an impartial assessment of the evidence that has prompted what follows. It is important that I have your trust.
The first element is easy to deal with, my own input based on experience and research. I freely admit that I can't give an objective view of this. All I can say is that anything I add from these sources is sincere belief which has been reinforced by many years of cross-checking against other evidence. The use of the oral evidence contained in the Lancashire Textile Project is a case in point. I remember a lady once asking Dr. Marshall of Lancaster University whether oral evidence was true, could it be relied on? His response was that we used to hang people on this type of evidence. Whilst I take his point I can't help reflecting that in the matter of capital punishment we occasionally got it badly wrong. My own test of the veracity of my informants is to trust them until other evidence proved them to be in error. Over the years this has proved to be a reasonable assumption.
Another facet of this, which incidentally will be of value to us in the present case study, is when an informant says something surprising and you make a mental note “Really? Must check this!” In 1978 I was interviewing a man called Billy Brooks who was a close relative of the Brooks you have already seen noted in the Calf Hall engine christening report. Nobody was ever quite sure how old Billy was, the nearest I got was that in 1978 he was probably 98 and so he was born c.1880. He told me that in 1900 a fully furnished Lancashire loom, ready to weave, could be bought for £5 and that the profit from the first two warps woven paid for it. This sounded too good to be true but as I searched and found further evidence it transpired that if anything, this could be an under-estimate. Even allowing for the cyclical nature of the trade, weaving at the end of the 19th century was almost a 'licence to print money'. I found many other instances like this in the transcripts and after thirty years I am prepared to assert that the evidence of the informants is as near accurate as make no difference and that any aberrations are due to defective memory and not subterfuge. As for my own input based on experience, all I can do is leave it to the reader to decide. As far as I know I am accurate. If you have any doubt, do your own sneaky cross-checking! Which brings us to the minute books.
On the face of it the minute books should be totally reliable because under the terms of the Companies Acts they are a legal document. However, they contain occasional obvious errors of transcription and no doubt others that I have not recognised. Once again, questions like this can usually be resolved by cross-checking against other entries. I believe I have done enough verification during the transcribing to allow us to have confidence in them. However, we have to realise that we only have a fraction of the company records. The minutes are usually admirably detailed but we have no correspondence, invoices or any knowledge of transactions and conversations outside the Board Room. The community was close-knit and there can be no doubt that the informal linkages were strong, frequent, well-informed and influential. Occasionally we can make a guess about these relationships and the bearing they had on the CHSC's affairs. I think that on the whole we are safe in assuming that what is hidden from us is important but in large part is reflected in what we can glean from the executive actions recorded in the minutes. None of these shortcomings should be allowed to damage our assessment of the quality of what evidence we have. There is enough to give a reliable insight into the business model, some firm numbers for expenditure and very accurate information about the tenancies and levels of rent. We can also be quite certain of the profits and dividends and make some assumptions about the level of profits made by the tenants in the system.
Ideally, anyone doing serious research should have to hand a full copy of the minute books. As I write, such a copy exists in digital form in the archives of the Public Record Office at Preston and a full download is available on the internet. My best suggestion is to make an internet search for Calf Hall Shed Company. I claim no rights to the transcription, I believe that prime source information should be freely available, easily accessible and have no restrictions.
The physical form of the minute books as lent to me for copying by Harold Duxbury in 1977 is nine worn but well preserved purpose-bound ledgers. The first two are foolscap folio format (8”x13” before trimming) the following seven are medium quarto trimmed to 8¼”x10½”. The first two volumes are in board covers with a leather spine, the last seven in a soft black Morocco leather binding with the name 'Calf Hall Shed Company Limited. Minute Book Number x' in gold on the front cover. They are a complete series covering every meeting from April 27th 1889 to June 16th 1960. There would be a minute book number 10 but as it was current I never saw it.
We know from the Craven Herald reports that there was a meeting in the Baptist chapel on the 22nd of October 1888 with subsequent public meetings culminating in the meeting which floated the company on November 17th 1888 in the Seven Stars Assembly Rooms. We have to assume that there were ad hoc meetings between November 1888 and the first annual general meeting on April 27th 1889. There are scraps of reports about the search for land and we have the conveyance of the land for Calf Hall Shed dated February 11th 1889. The purchaser is named in the document as the Calf Hall Shed Company Limited so we know that by that time the legal entity existed and had been registered from its inception as a limited company. I assume that there would be records of these discussions and actions but if there were, they have been lost. The other gap is of course the minutes contained in the last book from June 1960 onwards. As you will see, at that time the company was in the process of divesting itself of its properties and as we know that Silentnight bought the last mill, Wellhouse, in 1978 it seems safe to assume that this was when CHSC ceased trading. However, the only evidence I can find in company searches is the fact that Calf Hall Shed Company Limited is available as a company name.
I think it will be a worth-while exercise for you to allow me to peer into my crystal ball and try to join the dots of scattered pieces of evidence in an attempt to fill the gap between inception and the first annual general meeting in April 1889. I should mention that for over 30 years I have been building an old-fashioned card index noting every piece of evidence I have found in the undergrowth. It is a valuable tool and is the source of much that informs my general research into Barlick and the CHSC. If anyone else is setting out on a similar course I recommend you start manual indexing from the beginning. Like a baggage train to an army, it is a hindrance on the march but essential to the campaign!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
THE DECISION MAKING PROCESS AND THE SITING OF CALF HALL SHED
Given the existence of an initiative to start the company with a new build, it should be remembered that there were alternatives, Wellhouse and Butts Mills stood empty in 1888 and were on the market but this option was not taken up, we shall look at the eventual acquisitions later. On the face of it there were obvious advantages to be gained from getting a head start by taking over an existing mill. John Eastwood, Billycock's old book-keeper, and his partners took this course in 1890 at Butts, they made some attempts at modification to a specialised weaving shed and installed a second-hand but more modern Musgrave horizontal engine in place of the old beam engines. [Craven Herald 18/04/1890. Report that Butts Mill Shed Co was registered on March 3rd 1890 with capital of £10,000 in £1 shares. The subscribers were J Eastwood of Burnley and Mrs Eastwood, W H Maudsley and Mrs Maudsley, Fred Eastwood, warehouseman, Watson Bradley and Mrs Bradley, all with one share each.] For all its faults, this engine drove the mill until 1934 but as we shall see the Butts Mill Company never achieved the breakthrough to full profit and assured success. Given the rejection of these mills the first pre-requisite was to find a suitable site. We need to examine the influences which led to the 'new shed solution'.
I start by assuming that the promoters looked carefully at Butts and Wellhouse but rejected them. Let's examine the factors they had to consider because it may give us valuable insights into their thinking in building and eventually successfully running a new, modern weaving shed.
There was one specialised weaving shed operating in Barlick from 1864 onwards, James Nuttall's new build at Coates Bridge. It was powered by a beam engine but it must not be assumed that this necessarily meant any loss of efficiency. Victoria Mill at Earby, a large mill built by the Earby branch of the Bracewell family in 1856, ran successfully on the same large Yates beam engine from its original build until the 1960s. True, it was heavily modified but Newton Pickles had intimate knowledge of the engine including running it on occasions when the regular engineer was ill, in fact he eventually stopped it for the last time. He said that in terms of coal burned against looms run it was the most economical engine in the district driving 2,300 looms. Wellhouse had similar but smaller Yates engines. I'm sure that the promoters had looked at New Coates and recognised that it was a more efficient unit despite having an unmodified 1864 beam engine, the key factor was that it was built as a specialised weaving shed.
Apart from the obvious fact that William Bracewell and Sons had failed with their two combined mills, the promoters also had the example of Victoria Mill and the Bracewell interests in Earby which also failed in 1885. After many vicissitudes Victoria made the transition to a specialised weaving shed and ran as a room and power company but in 1888 this was not clear.
Finally, there was the example provided in 1886 by the new build at Long Ing, its successful promotion, capitalisation and immediate expansion to provide more loom spaces. The CHSC promoters were active in the commercial world, had access to intelligence from the 'change at Manchester and knew that there was a demand for weaving space in modern girder sheds powered by the latest engines. They also had the example of the enormous expansion in NE Lancashire. I think the logic was overwhelming, their course was to emulate the Long Ing example, avoid the pitfalls they knew that Butts Mill, Wellhouse and Victoria contained and build a modern specialised weaving shed. All they needed was a site to build on.
The criteria for a viable steam mill site were well understood. It had to be reasonably level, be large enough to accommodate a 1200 loom shed with all its associated plant and preferably with room for future expansion. It should be served by an existing road and be as near as possible to the town centre to take advantage of canal and rail connections and existing housing. The promoters had no intention of following the Bracewell example of building company housing, besides, after the collapse of the Bracewell interests there was surplus cottage property to rent. Lastly, but most important, they needed an adequate and secure supply of water for boiler feed and cooling the engine condenser. We have already noted how Billycock Bracewell used control of water resources to damage his cousins at Old Coates Mill and to frustrate James Nuttall in his attempts to restart it in 1861.
I need to step sideways here and make sure we all understand this crucial technical point. I apologise to those of you who already know the technology but I work on the assumption that explanation of technical matters is invaluable to many readers. We don't all have the advantage of having run steam engines commercially.
In the early days of water power the only criterion as regards water supply was that the flow should be adequate and the height of the available fall over the wheel sufficient for the size of the enterprise. On a steep slope this could permit a series of small mills down the course of the beck. As long as nobody higher up obstructed or diverted the flow everyone was happy. With the advent of the steam engine and the use of watercourses to supply condenser cooling water another factor became important, the clue is in the use of the word 'cooling'. The essential attribute apart from quantity and availability was temperature. The colder the water at the intake to the condenser the more efficiently the engine ran. When the water was discharged from the condenser after performing its function the temperature had been raised. Unlike the water powered mills, the presence of a steam-driven mill upstream from your site raised the water temperature and caused potential problems, we shall meet this often in the minutes, especially in hot weather. Note the comment made at the November 8th meeting, 'The Cow Foot Site was best as they were first takers of the water.' The promoters were well aware of the need for cold condenser feed.
Bearing this in mind it is perhaps surprising that the site eventually chosen by the promoters was 100 yards upstream from the old Bracewell mill at Butts. As we will note later on, the use of the best remaining natural water site in Barlick for a weaving shed, Bancroft Shed, half a mile upstream from Slater's Clough Mill was blighted by the fact that Slaters owned the riparian rights on Gillians Beck and blocked development until a marriage between the Slater and Nutter families triggered a permission to build in 1913. Knowing Billycock's predilection for control of water resources it seems surprising that he hadn't protected Butts in a similar way. This must be the case because there is no mention anywhere in my research or the minute books of any difficulty with the right to use the water in Calf Hall Beck. Billycock had taken measures to manage the flow in the beck by building Springs Dam further upstream in about 1848 [See Atkinson, 'Old Barlick'] and diverting water from another source, the overflow of the Dark Hill Well, to supplement the flow. However he never owned Springs Dam or had any control over the beck from there down to his mill at Butts apart from possible ownership at Calf Hall as a consequence of William Metcalfe Bracewell living there. [See the conveyance below of part of the Calf Hall Estate to CHSC in which a previous interest owned by William Bracewell is mentioned in the second schedule. This may be the reason for Billycock's feeling of security.] Both Billy Brooks and Harold Duxbury told me that the generation from which the CHSC directors sprang was well aware of riparian rights in the town and who owned them because this knowledge was crucial to their businesses. Today we have lost this awareness because it is not essential to us. At the time of the erection of the new shed at Calf Hall, the consequences for Butts Mill were not important to the promoters, this changed eventually as we shall see from the minutes.
We find no evidence that the promoters felt any need to secure water rights above Calf Hall. However, they recognised the importance of Springs Dam half a mile up the watercourse as a storage facility which could be used to manage and augment the flow in the beck during periods of drought. On July 24th 1889, while the shed was still building, we find, 'That the secretary go to Colne to see Mr Hartley, Solicitor of Colne, respecting the Springs Dam'. By September 25th 1889, 'That the copy of the lease for Springs Dam as sent by Mr Hartley of Colne be returned with instructions to complete the same'. On January 29th 1890, 'That a cheque be made out value £9-0-0 to Ellis Ashworth being the amount of Rent due for Springs Dam for one year, due February 2nd 1890'. There are numerous references throughout the minutes which show that CHSC retained a lease on this resource and maintained it. On July 19th 1951, long after the need for condenser water at Calf Hall and Butts had ceased because the engines were no longer running we find, 'It also appeared that they had agreed to pay the owner of Springs Dam £15 per annum for the right of full access to it and to release water at any time. This was not to be taken to be payment for the use of the water as none was needed'. This is clear proof that at no time during the history of the company did they have any doubt as to their right to use the water. We shall see this reinforced later when we look at the companies land acquisitions and what prompted them.
In May 1897 we find, 'The letter dated May 24th 1897 from the Butts Mill Co having been read, in reference to the water supply at Butts Mill after use at Calf Hall Shed being too hot. Res. That it be laid on the table until next week'. For the next five years we find references like this whenever the weather was hot. Butts was being affected by the hot water being sent down the beck from Calf Hall but it's fairly obvious that the CHSC regarded this as private grief. All this changed in January 1903 when CHSC bought Butts Mill, the water temperature in the Calf Hall Beck was now their problem and it's significant from that point onwards they devoted considerable time and effort in attempts to alleviate the problem.
On August 23rd 1899 a different problem arose, 'That the secretary be asked to obtain advice re the turning off of water from Springs Dam when the Butts Mill is running'. Notice that this is in hot weather. Doing this would severely restrict the flow in the beck and they were worried about the legal position. On September 20th 1899 we get a clue as to what the problem was, they have been cleaning Springs Dam out. There is also mention at the same meeting of a new strategy, I suspect that this was not because of complaints from Butts but because Calf Hall Shed had experienced difficulties that summer, 'That Messrs Barrett and Holdsworth be asked to examine the roof at Calf Hall and see as to whether Mr King’s suggestion to fix condensing troughs is a practical one'. Eventually the solution adopted to cure high temperature in the condenser pond in the culvert under the east end of the mill was to pump water back from the pond behind the weir at the lower end of the mill into a trough on the roof and allow it to flow back to the small dam at the back of the shed to take advantage of the cooling effect of it passing through the culvert under the shed. This strategy was used until the engines at both mills became redundant.
On April 21st 1897 we have another entry concerning Springs Dam which takes us back to the Bracewell days. 'The secretary read a letter from Thomas Cowgill of Springs Farm claiming £5 for damage to his cob [a small horse] owing to it having fallen into the company’s drain at Springs Dam during the repairs. Res. That the secretary be instructed to reply to same denying the company’s liability'. Cowgill was the tenant farmer at Springs and what has happened is that CHSC have been improving on William Bracewell's original work at Springs to augment the resource by diverting the overflow from the Dark Hill Well into the dam. Over the years the channels carrying this water had deteriorated and CHSC has been doing drainage work above the dam to rectify this. In case you are wondering, Cowgill was a persistent man who evidently stood no nonsense. He pursued the claim through his solicitor and in the end, whilst denying any liability, CHSC paid up.
In January 1903 when CHSC bought Butts Mill they redoubled their efforts to improve the condenser water situation. The minute book entries from there forwards enabled me to solve a small problem that had puzzled me for years. When the CHSC bought Butts Mill they found that they also owned the Ouzledale Estate. This was a dam and watermill on Gillians Beck above Clough Mill. It had evidently been operating as a water powered saw mill before Mitchell used the water lower down at what became known as Clough Mill and therefore had a right to use the resource even though Mitchell bought the riparian rights on the Gillians Beck right back to the moor. We know that this was the case because a small water-powered twist mill built shortly after 1780 at Gillians was prevented from using the main flow of the beck and had to make do with a tributary running down from Lane Bottoms. I suspect that Billycock bought the Ouzledale Estate with ideas of diverting water down to supplement the supply at Butts. He was thwarted in this because although Ouzledale had a right to use the water, Mitchell, and later Slaters, owned the riparian rights so there was no possibility of extraction. However, during earlier research into the minutes I found this entry on September 21st 1932, 'That the secretary write to John Slater and Sons [Clough Mill] re the sale of the Lea Water recorder towards which the CHSC had contributed part of the cost and suggesting that John Slater and Sons should refund to CHSC a proportionate part of the proceeds of the sale'. The reason I could make no sense of this entry was that I knew that the confluence of Gillians Beck with Calf Hall Beck in Butts was at too low a level for it to be a resource for Butts Mill without pumping. I also knew that the owners of the water rights on Gillians Beck had blocked its use by other mills from at least 1780 until 1913. It wasn't until I found an entry in the minute books dated December 13th 1903 about a small dam or balance pond sited in the Parrock next to Butts Mill that it made sense. 'That the £5 due to the Chapel Trustees for the rent of the dam at Butts Mill be paid'. There can only be one reason for the existence of this dam, or more correctly, balance pond on the Trustees' land. It expanded the water capacity of the condenser resource at Butts and because of its position was able to accept water diverted through a pipe from Clough Mill dam that would otherwise have overflowed and been unavailable to either Clough or Butts. This explained the presence of the water flow meter and an entry on May 9th 1917 shed further light on the matter. 'That in view of the erection by Nutters of a new shed on the stream above Ouzledale [Bancroft Shed, the last new Barlick shed and the mill I used to run.] the company join Messrs Slaters in the erection of a Lea Recorder by paying half the cost, not exceeding £25, providing no further costs of any kind are incurred and that CHSC have a right to see the recorder'. The only reason CHSC could have an interest in any possible disruption of flow in the Gillians Beck due to the new shed at Bancroft was if they were already benefiting from the resource. Subsequent entries make it clear that this was the case and they joined with Slaters in paying a solicitor to oversee the building of Bancroft and make it perfectly clear to the Nutters that the flow in the beck would be jealously guarded. The 1932 entry about the sale of the Lea water flow recorder, two years before Butts engine finally stopped was probably something to do with a serious flood in July 1932 and the fact that stress on the Calf Hall Beck had reduced because of falling loom numbers in the recession.
There is one further piece of evidence about the restrictions placed on the owners of Bancroft Shed by the legal actions from 1917 onwards. Part of my job as engineer at Bancroft was to manage the water resource and I was puzzled by the fact that at the head of the dam, where the Gillians Beck entered, there was a deep brick lined manhole and in the base there were facilities for stopping the flow into the dam and diverting it down a by-pass channel directly to the beck below the dam. It became clear that this was insisted on by the Slaters so that in hot weather they could force Bancroft to divert the cold water down to them for use in their condenser. Evidence like this and the case of the Gillians twist mill reinforce my contention that cold condenser water supplies were important and that great lengths were gone to to protect the riparian rights. Incidentally, I have always averred that when considering the importance of canals many historians have missed their dual role as an essential part of the land drainage systems and provision of condenser water for the steam engines. The matters I describe are common to all areas where steam engines were used. As the natural water sites were protected by ownership of riparian rights, new mills were all sited along the course of the canals. Look at the building dates for the clues.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Having examined Calf Hall and Butts water in such detail, I think we should do the same for Wellhouse rather than return to the subject later.
When William Bracewell started to build at Wellhouse in 1852 there was much speculation in the town as to why he was building a mill on a site which didn't appear to have a viable water resource. Bear in mind that such matters were better understood at the time, for one thing, there was no public water supply and the town still depended on a multitude of springs and wells, mains water wasn't available until after 1890. This speculation about the site was reinforced at one point when the private well in the vicarage, just behind the new shed, dried up when sand was extracted from the north end of the site for building at the new mill. The vicar, the Rev. Richard Milner was not best pleased and made sure everyone know what had happened. William Parkinson Atkinson noted these speculations in his memoir 'Old Barlick'.
Over the years my research into William Bracewell has thrown up enough clues for me to come to some conclusions. In 1850 Bracewell had rented and eventually bought the Corn Mill on the Butts Beck. He greatly enlarged the dam and laid a 6” cast iron pipe from there down to what was to become the site of his new mill at Wellhouse. At the same time he either built or gained control of the Bowker Drain. The latter is far too big a subject to go into here but it is a large drain that collects water from as far away as Salterforth and was undoubtedly augmented by leakage from the Leeds and Liverpool canal. Access to it was via a well in Eastwood Bottoms owned by the Roundell Estate at Gledstone and over the years this proved to be an adequate, if sometimes precarious resource for Wellhouse Mill. Incidentally, I was puzzled for years why Bracewell hadn't made sure that the access to the Bowker Drain was in land he owned. I still haven't got a definitive answer but I have a theory that he bought the land for the mill before the drain was completed and later found that whoever had surveyed it had got the levels wrong. There isn't a lot of fall on the drain and I can imagine him being “very indignant” when he realised he couldn't bring the drain directly into his dams at Wellhouse but had to pump from a well in Eastwood Bottoms behind the mill owned by the Roundell Estate at Gledstone, West Marton, because the level at the mill site was too low.
In 1890 when CHSC bought Wellhouse Mill I doubt if they had any qualms about the water resource, after all it had supported Bracewell's operations and the improvements they were making to the plant would make it more efficient in terms of water usage. On July 29th 1891 we find, 'That the water rent for Wellhouse Mill be paid £5'. This was evidently the arrangement in place with Roundell and the CHSC had taken it over. However, the demand for weaving space was such that extensions were built, the load on the engine became heavier and the consequent increase in the demand for condenser water soon caused problems. The directors recognised this very early on. On July 23rd 1890 we find, 'That Messrs P Brooks, Proctor Barrett, Brooks Banks and the secretary be appointed to wait on the Gas Company to arrange if they can with them to have water from the Corn Mill Dam to Wellhouse Mill' [Using the existing pipe laid by Bracewell. The Gas Company owned the Corn Mill because it was part of the property they bought when they purchased Bracewell's new gas plant next to it.]. July 30th 1890, 'That we allow the Gas Company one half of the pipes (old gas plant) taken out of the ground at Wellhouse Mill and we pay them £10 per year for the use of the water from Corn Mill Dam to Wellhouse Mill'. This was only a short-lived arrangement, the minutes give no clue as to why it ended. We soon find the directors concentrating all their efforts on making most efficient use of the resource of the Bowker Drain from the well in Eastwood Bottoms.
It soon becomes obvious from the minutes that they are well aware of the danger of reliance on a water source outside their control. They have made a large investment at Wellhouse and worst case was that they could be held to hostage by the Roundell Estate. Their minds turned towards the reason why the mill was called Wellhouse in the first place. On May 28th 1902, 'That we ascertain whether a supply of water is still running into a well at the south end of the Wellhouse sheds or not and that Proctor Barrett excavate for pipes'. They suspected that there was an old well on the southern corner of the property, spent a while searching for it and when they eventually found it, tested the flow but found it inadequate for their purposes. On September 27th 1902, 'That we bore to a depth of 100 feet for water on the land south of the reservoirs'. 'That Mr Atkinson the architect employ a well-sinker to do the work'. By June 24th 1903 the original well-borer Mr Chapman had reached 180ft deep but after several arguments the directors had sacked him. They set on a man called Matthews in his place and we find, 'Mr Matthews of Manchester attended with ref to the borehole and he quoted, for one of his patent 6” pumps placed 100ft below the surface, £145 for the first 50 ft and 24/- for every foot additional, delivered and fixed on our foundation. He explained that because the bore was 3ft 6” out of plumb it was impossible to put a pump at a greater depth than 100ft'. On July 15th 1903, 'That Proctor Barrett be requested to cover up the bore-hole'. With the use of the Eastwood Bottoms evidently assured under a new agreement with the Roundell Estate the pressure for an independent supply from the bore hole is no longer there and the directors have evidently decided that there is no need for further expense on the bore. I can imagine them justifying the expenditure on boring as an insurance policy for the future if ever circumstances changed.
From 1903 onwards, apart from frequent references to maintenance of the Eastwood Bottoms well and the two dams at Wellhouse there is no insurmountable problem with the condenser water. The bore which had caused so much trouble and expense was never used again and I often wonder if the present owners of the site realise that they have a 180ft deep bore hole on the premises.
I realise that this evidence about water supplies has been a major diversion but we needed to have a clear picture. Back now to the 1889 conveyance of the land at Calf Hall.
In the case of the initial decision in 1888 the way was clear, all that was needed was ownership of land. The promoters at first favoured some land called The Parrock owned by the Trustees of the Bethesda Chapel next to Butts Mill but finally settled on Calf Hall. Many thanks to Nick Livsey of Salterforth who spotted a document for sale on the internet for £4.50 in December 2007, bought it and before depositing it in the Public Record Office at Preston made a copy for me. Because of his foresight and public spirit we have the original conveyance which I think is worth reproducing in full.
CALF HALL CONVEYANCE Feb 11 1889
The obverse of the document has a rough plan of the Calf Hall Shed site and the following:
Dated February 11th 1889
R Lowcock Esq. To The Calf Hall Shed Company Limited
CONVEYANCE of a plot of land portion of the Calf Hall Estate situate at Barnoldswick in the West Riding of the County of York.
SIGNED SEALED AND DELIVERED by the within named Richard Lowcock in the presence of: W F Wilkins and S S Bannister; clerks to Mr Hartley, solicitor, Colne.
[The main document reads:]
THIS INDENTURE made the eleventh day of February one thousand eight hundred and eighty nine between Richard Lowcock of Greengate Mills within the Borough of Salford in the County of Lancaster cotton spinner and manufacturer of the one part and the Calf Hall Shed Company Limited whose registered office is situate in Barnoldswick in the West Riding of the County of York (hereinafter shortly referred to as “The Company”) of the other part.
WITNESSETH that in consideration of the sum of six hundred and forty four pounds seven shillings and sixpence now paid by The Company to the said Richard Lowcock for the purchase of the fee simple of the hereditaments expressed to be hereby granted (the receipt whereof he the said Richard Lowcock doth hereby acknowledge) He the said Richard Lowcock as Beneficial owner doth hereby grant and convey unto the Company its successors and assigns all that plot of land part of the several closes known as the Great Calf Hall the Hippen Croft and the Three Nooked Croft together forming part of an estate called the Calf Hall Estate situate at Barnoldswick aforesaid and which said plot is bounded on or toward the North by an intended street of twelve yards wide (measuring on that side three hundred and forty one feet eight inches or thereabouts) on or toward the South by an intended street of twelve yards wide (measuring on that side four hundred and sixty eight feet nine inches or thereabouts) on or toward the East by an intended street of twelve yards wide (measuring on that side two hundred and sixty three feet or thereabouts) and on the West partly by land belonging to or reputed to belong to John Preston Esq. And partly by other parts of the said closes called Three Nooked Field and Hippen Croft (measuring on that side two hundred and twenty nine feet or thereabouts) and contains in the whole ten thousand three hundred and ten square yards of land or thereabouts and is with its abuttals and boundaries more particularly delineated and described on the plan thereof hereupon endorsed being thereon edged Pink together with the appurtenances and especially a right of way for the Company its successors and assigns its[sic] and their agents servants and workmen at all times hereafter concurrently with the said Richard Lowcock his heirs and assigns over and upon the said streets or intended streets upon the Northerly, Southerly and easterly sides respectively of the said plot from and after the formation thereof respectively but reserving unto the said Richard Lowcock his heirs and assigns the free passage and running of all water and soil that may arise or be on the said plot of land or flow thereto from other parts of the Calf Hall Estate by and through the drains sewers and watercourses which are now or hereafter may be formed through or under the said plot and also reserving unto the said Richard Lowcock his heirs and assigns the full and free access of light and air to the residue of the said Calf Hall Estate upon the Westerly side of the said plot through and over the said plot of land to the intent that the said Richard Lowcock his heirs and assigns may at any time hereafter put out windows at the extreme edge of the said Calf Hall Estate where the same abuts upon the plot of land herein before described and have and enjoy free access of light and air thereto without any interruption by the Company its successors and assigns. TO HOLD the said premises herein before described unto and to the use of the Company in Fee Simple. AND the Company itself its successors and assigns doth hereby covenant with the said Richard Lowcock that the Company its heirs and assigns will at all times hereafter observe and perform such of the conditions and stipulations contained in the first schedule hereto as are and ought to be observed and performed by the Company its successors and assigns. AND the said Richard Lowcock doth hereby acknowledge the right of the Company to production of the several Deeds specified in the second schedule hereto and to delivery of copies thereof and doth hereby undertake for the safe custody thereof IN WITNESS whereof the said Richard Lowcock hath hereunto set his hand and seal and the Company hath hereunto affixed its Common Seal the day and year first above written.
THE FIRST SCHEDULE hereinbefore referred to
THE Company will forthwith fence off the said plot upon all sides thereof with a good and substantial stone fence of not less than four feet in height and will forever hereafter keep and maintain the same in a state of good and sufficient repair.
The Company will forthwith erect and build with good materials upon the said plot of land a good and substantial weaving shed warehouse and other necessary buildings
The Company will forthwith make and forever hereafter maintain repair and cleanse the footpaths on the Northerly Southerly and Easterly sides of the said plot of land hereby conveyed as shown upon the said plan unless and until the same shall become repairable by the public.
The Company will at their own cost but to the satisfaction of the said Richard Lowcock his heirs or assigns or his or their agent sewer and drain the said plot of land hereby conveyed and if the company shall elect to connect the sewers or drains so to be formed with any sewers made or to be made by the said Richard Lowcock his heirs or assigns then the Company shall bear a proportionate part of the expense of making maintaining repairing and cleansing the last mentioned sewers such proportion to be fixed by the said Richard Lowcock his heirs and assigns or his or their agent as aforesaid.
The Company its successors or assigns shall not now or at any time hereafter use exercise carry on or permit to be used exercised or carried on in or upon the plot of land hereby conveyed or in any of the buildings to be erected thereon the trade or business of a tanner skinner soap boiler tallow chandler slaughterer innkeeper licensed victualler or beer house keeper or any noisy noisome insalubrious or offensive trade or business whatsoever without the consent in writing of the said Richard Lowcock his heirs or assigns.
THE SECOND SCHEDULE hereinbefore referred to:
[A recital of previous ownership or interest.]
1874 April 11th.
Indenture of this date made between John Smith and James Gott of the first part Samuel Binns and Mary Binns his wife of the second part John Lambert of the third part William Lambert of the fourth part Margaret Lambert of the fifth part and William Bracewell of the sixth part. [Note this reference to William Bracewell. His son William Metcalfe Bracewell lived on the Calf Hall Estate and it may be that this interest in the land included control of the riparian rights. Note also that this entry pre-supposes an earlier interest not noted in the Schedule.]
1883 February 23rd.
Indenture of this date made between John Lowcock of the first part Mary Harrison of the second part Sarah Turner of the third part Mary Taylor of the fourth part the said John Lowcock and Robert Smith Eleanor Lowcock Elizabeth Ann Lowcock Mary Ellen Lowcock John Henry Lowcock George Edwin Lowcock William Arthur Lowcock Frederick Charles Lowcock and Jane Emmeline Lowcock of the fifth part William Barker and Jane Barker his wife Henry Rickards and Mary Rickards his wife William Harrison Richard Harrison and Grace Harrison of the sixth part the said John Smith and James Gott of the seventh part and the said John Lowcock of the eighth part. [It's interesting that Billycock seems to be selling at least part of the Calf Hall Estate where his son William Metcalfe lived up to 1880 only three years after his death. Was he realising assets two years before his death in 1885?]
1884 November 7th.
Indenture of this date made between the said William Bracewell of the one part and the said John Lowcock of the other hand. [More evidence of a Bracewell interest.]
1885 May 9th.
Indenture of this date made between the said Mary Harrison of the first part the said Sarah Turner of the second part the said Mary Taylor of the third part the said John Lowcock and Robert Smith of the fourth part the said Eleanor Lowcock Elizabeth Ann Lowcock Mary Ellen Lowcock John Henry Lowcock George Edwin Lowcock William Arthur Lowcock Frederick Charles Lowcock and Jane Emmeline Lowcock of the fifth part the said Jane Barker Mary Rickards William Harrison Richard Harrison and Grace Stockdale of the sixth part and the said John Lowcock of the seventh part.
1887 August 24th.
Indenture of this date made between the said John Lowcock of the one part and Richard Lowcock of the other part.
[The 1881 census for Salford: notes, at Broom Lane Carlton House, Broughton in Salford, Lancashire. John Lowcock, 68. Born Skipton, York. Manufacturer & Cotton Spinner Employing 1100 Hands.]
I like the references to 'noisy noisome insalubrious or offensive trade or business'. There are many examples in this era of similar codicils on conveyances, the prohibitionist principle was in vogue, often connected to Methodist teachings. West Marton and Thornton in Craven are two local examples, the existing hostelries were shut and both villages are dry to this day because of the influence of Sir Amos Nelson. I don't think these restrictions would worry the promoters, their eyes were set on other goals and they now have land on which to build.
I want to pursue land purchases further and in the process gain more information about the decisions of the interim period, it will make more sense if we do this under another heading.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I know many of you are more interested in engines but stick with this lot, it gets back to mechanical matters and if you understand it you will have a far deeper insight into the engines.... Trust me!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!