Now there were always trouble wi’ bad vacuum. Th’air pumps were absolutely jiggered. (The air pump on a condensing engine is the pump driven by the engine which removes the condensed water which is produced constantly in the condenser as the engine runs. The efficiency of this pump governs the vacuum in the exhaust system which is most important for efficiency. It pumps water but is always called the ‘air’ pump because the water has air entrained with it from small leaks on the vacuum side of the engine.) There were water squirting out everywhere bar where it should have done. The coffin bottoms had been broken and they were all cemented up and they were leaking. The delivery plates were rotten. So at t’finish up I says to me father there’s going to have to be something done about these air pumps. There’s going to have to be some new uns. He says reight oh and rings Teddy Woods up at Burnley, he were the secretary of the mill company (Edward Woods was a partner in the firm of Proctor and Proctor, chartered accountants in Burnley. They acted for many of the mill companies in the area. Edward Woods was secretary for the Earby Mill Co, he was very interested in the engineering side of the job and supervised all the engine repairs.) Teddy Woods and Captain Smith came along to the shop at Barlick. Captain Smith were the boss at Pillings (They were ironfounders specialising in loom manufacture at Primet Bridge Colne.) and he was also a big shareholder in the Earby Mill Company. They talked about this job between them and me father came out of the office and he says we’ve got a reight job Newton. I said what have we got? He said, to make two new air pumps for Victoria Mill. I said We aren’t putting ‘em in them blooming holes where the old uns are are we? He says No, we’re not, we’re going to make a completely new unit and we’ll put them in the old devil hole and run ‘em off the lineshaft, we’ll make ‘em independent. (Victoria Mill was a spinning mill in its early days and the name ‘Devil Hole’ is a hang over from that trade. It was a room that used to house the devils, the breaking machines that opened the cotton fibre up. They were called devils because they were notorious for catching fire if a small stone of piece of metal got into the drums. When I was doing the spinning section of the LTP at Spring Vale Mill in Haslingden I saw the devils catch fire several times, it was a common occurrence.) We made two sets of Edward’s air pumps all on one bed, properly independent, proper individual air pumps all fastened together in a pair like a set of twin pumps. (The design of the Edward’s air pump was superb because it did away with the need for valves on the air pump piston. A great advantage which made them very efficient and reliable.) We ran ’em by two seven foot rope pulleys with six ropes on. Now that were some job, I think them pumps weighed seventeen tons when they were on the bed. We put them in one September holidays, they stopped for a week for us and when we started up we had twenty seven and a half inch of vacuum and that engine had never had anything like that in it’s life. I never saw it wi’ more than twenty one or twenty two inch on it and the coal bill went down by seventeen ton a week. Aye, it did that and that’s fully loaded you know. Which it would do when you think about it Stanley, there were two low pressure cylinders seven foot stroke, vacuum at both sides of the piston on every stroke and that’s running at 38rpm.
That were the last major job that were done as far as rebuilding was concerned till all at once it developed a funny noise. (I asked Newton the date and he said 1953 but Johnny wrote a letter to the ME about the job in December 1954 in which he says that the shaft had run 82 years and the flywheel 57 years. So Johnny’s date for this job is 1954 and the first replacement shaft is 1874 with a new flywheel in 1899 assuming a start date of 1856. Tricky stuff this history, these dates always vary slightly from source to source but I think we are close enough.) This all started months before it happened. Me father lands in to t’shop, “I’ve just been down to Earby Newton and I’ve been in yon, I’ve been up at t’mill just to have a look at Almond (Tommy Almond, the engineer) I haven’t been for owt particular but yon engine has a queer noise. I wish you’d go down there”. I hadn’t been for a week or two so I said, Aye, I’ll go down. I sat and listened to it a long while and I talked to Old Almond and I never said nowt. I never said nowt, I came back to t’shop. (You may think that listening to the engine isn’t a very precise way of diagnosing a fault but in fact the engineer’s ears and his nose are two of the best diagnostic tools he has. Much can be learned from simply listening properly and the smell of hot metal gets your attention faster than anything else. As Newton often said of bearings “I’d rather hear ‘em than smell ‘em. Meaning of course that a bit of play was far better than a hot neck.) Me father says “What’s ta think of yon engine?” I said I don’t know, I think the flywheel shaft’s breaking. “Oh Newton, for God’s sake, look at t’size of it and don’t talk so blooming silly! There’s a bolt loose, I’ve heard ‘em make that sort of noise before when I were a young chap. There’s a bolt loose, go down there at weekend and take some men with you and run round all the bolts”. (Johnny was talking about the bolts that held the gear segments on the rim of the flywheel)
So we went down there at weekend, three of us, we’d all t’spanners and we went round all the bolts and I didn’t find anything. There were four bolts in each arm, and then in each segment, the arms were under the centre of the segments, there were gibs and cotters through, always laid flush, you couldn’t actually see ‘em when it was running, they were chipped flush so’s they wouldn’t catch anybody. Anyhow we tested everything and all the bolts were tight, all the cotters were tight. Now in between them segments they had some tapered plates and sometimes it used to get one of them loose and it would sound buzzz… as it were going through the teeth and we knew about that so we used to put new uns in. So I came back again and he says “Has it gone?” I says no, the shaft’s breaking. He walked away and ignored me when I said that. He went down again during the week, he weren’t satisfied and he came back and he says “Go down again this weekend and try all them plates”. I said I tried ‘em all last Saturday. He says “Well go down and try them again! Tha’s missed one! There’s either a bolt loose in that flywheel or there’s one of them plates loose!” I says there’s nowt loose. So anyhow, we all went down again and we went round everything and I were getting sick and Bob and Crabby were getting sick and Tommy Almond were getting sick because he couldn’t go to the pub. We didn’t find owt and this time I tried all the boss cotters, the cotters that held the arms in the flywheel boss, I tried them all and they were tight. Now that flywheel had a cracked boss and it had had some kidney rings shrunk on, so I tried ‘em and they were all right. So I came back to the shop on Monday morning. “Well, did you find owt?” No I says, the shaft’s breaking. Well he set into me good and proper, he says “What’s tha acting on about wi’ that bloody engine. There’s a bolt loose in that flywheel and give up saying that t’shafts breaking”. So I walked away and left him, I thought there’s going to be a right falling out do here over a blooming old steam engine if I’m not careful, that were at Monday. Tuesday morning outside Vicarage Road (where Newton lived) banging on the front door at quarter past seven, there were a taxi. Young Almond, Tommy Almond’s lad were there. “Newton, come down to t’mill reight sharp will you, yon engine’s making a reight bloody noise!” I says well, has yer father getten it stopped? He says “No, he won’t stop it.” I says all right, I’ll come in me own motor, I had me little van outside. I gets some shoes on and a jacket and off I went to Earby Mill. I just stood at t’back of the flywheel while it ran, it were totally enclosed in a tin case but you could see the rim. I stood there behind it and watched it and it were trembling like a fiddle string. I says to Tommy Almond, get this engine stopped quick! He says I’ll have to go round and tell the tenants first. He’d about six tenants in you know and he were well loaded, he had about 1300hp on. I said reight oh Tommy, thee go and tell thi tenants and as soon as he went down t’ruddy steps Newton went round to the governor and pulled the catch off and shut the stop valve. Th’engine stopped, tenants or no tenants and the flywheel shaft at the low pressure side were smoking.
STEAM ENGINES AND WATERWHEELS
-
Stanley

- Global Moderator

- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
This the funny part about it, low pressure side of the shaft were smoking and young Tommy says “What’s up wi’ it Newton?” I said the bloody shaft’s broken. Oh heck he says. Anyhow I comes back to Barlick, leaves it stopped, can’t do owt wi’out tackle and I were there be meself so I gets me breakfast, gets a boiler suit on and a tie and gets straightened up. Gets me mate and a couple of labourers and off we went down. Takes some blocks and some chains. The first job we did was get some blocks and chains up and we lifted the caps on the main bearings, which we’d had off oft enough and we had ‘em off within an hour. I says, bar it round. Couldn’t find owt, perfect were them bearings, lovely shaft, beautiful shine on it, very few marks to say it had run knocking up a hundred years. I couldn’t find owt. I thought oh Pickles, tha’s dropped a reight clanger here, you’ve stopped two and a half thousand looms for nowt! Harry Crabtree were at one side and I were at the other side and I’d Charlie Bateman with me and another labourer. I says go on, bar it round again and I couldn’t find a damn thing, I looked in all the places like radius corner (In the cheeks of the journal, a common propagation point for a crack) and back o’t cranks and all that and I couldn’t find owt. So I went round to’t low pressure side, that one that’d been hot. I were wi’ Harry at the low pressure side and I says to him, I’ve dropped a reight clanger here haven’t I. He says it looks so, it isn’t often tha drops a clanger like this, what the hell have we stopped the mill for, but let’s face it Newton, what were making that bloody noise? Go on I says to young Tommy Almond, bar it round again. And little Charlie Bateman were stood at the side of the high pressure crank and t’barring engine were at the low pressure side. Tom went to the barring engine and started it up like, you know how you do. ‘Oh, what the hell’s he want it barring for again’ sort of attitude you know, whizzed steam on to it and it moved with a bit of a shudder and little Charlie, the other side, says oh Newton, come round here. I says What’s up Charlie? Well he says, it were like this cranks here and that cranks there, it were quartered you know, and he says I’m bloody sure when that crank moved at your side mine didn’t! I says arta certain? He says I’m bloody certain! That crank moved afore mine did. I says tha’s made my day, get that barring engine stopped. Harry, come on, get these eccentrics off at this side. The two eccentrics that worked, they were circular slide valves on, you know, were’t valves on that engine. They were Corliss high pressure but t’lows had circular piston valves in. What I mean by that it twisted ‘em round to the ports. They didn’t go up and down, it twisted ‘em round. (These cylinders were made in 1898 by John Petrie at Rochdale who favoured the big old-fashioned cylindrical slide valves.)
Anyhow I said let’s get these eccentrics off at this side, high pressure side. Because these two eccentrics were right up to one another and right up to the flywheel boss. You couldn’t get your rule down between the eccentrics and the boss, it had always been a fault with that thing. Well, they took a fair bit of getting off because they were big eccentrics, they’d be about three feet six inches in diameter. We got the straps off and fastened the rods up and then uncottered the middles and slid ‘em this way (away from the flywheel boss) up to the bearing, we’d about six inches of room to move ‘em. Harry looked over the top of the eccentrics and pulled his great big two foot out, Harry always had a two foot in his pocket, one of them old ones about and inch and a quarter wide and about three sixteenths of an inch thick that he had had since he was a lad. He just pulled it out of his pocket, opened it up to two foot and he says here we are Newton, sithee, here’s thee noise! And he shoved it right through the bloody shaft and pulled it out at the bottom.
I think you have a picture somewhere of us stood on that pedestal with Harry and his two foot. I said to Harry, tha’s made my day! I don’t like anyone to be broken down but that’s made my ruddy day. I’ve been arguing with me father for a fortnight about this engine. It had just broken like you’d sawn it, it was straight as a die, you couldn’t have sawn it, you couldn’t have cut it with a flame torch owt like it, it were a hollow shaft, it had about a three and a half inch hole right through it. (It’s very common with shafts of this vintage for them to be bored right through the middle. This removed ‘piping’ which was an area of slag inclusion and weakness which could propagate cracks. This was a concomitant of the early technology of forging large shafts and the early engineers soon found that boring them in this way got rid of the starter zone for cracks and made the shafts more reliable.) It had just been hanging on with half an inch round the bore for ages, well, a fortnight anyway ever since the noise started. Anyway I get me father down and he were very quiet like and all the directors, they were quiet like.
“Give us an idea how long we’ll be stopped.” I says a fortnight. Me father says tha can’t put a shaft in this engine in a fortnight. Well I says, I were only trying to give them an idea, don’t tie me down to it. First of all he says, how are you going to get it out of the engine house? Oh I says, that’s one thing I hadn’t thought about. It won’t go past the low pressure cylinder and through the door not with a crank on it won’t. We’re talking now about three and a half or four ton you know, even with the broken pieces off. Oh I says, don’t worry, I wonder if them tenants in the shed down there’ll shift me some looms? The engine house windows overlooked the shed in the bottom. No travelling crane or owt like that you know. Why he says, what you going to do with it? I says I’m going to take the roof off and drop it into t’shed. I can put a girder up and put it through one of these windows and put a carriage on it to hang the blocks on, get hold of it in here, when I get it out take it over the top of the shed and drop it down into the shed with me long lift blocks on to the truck. I’ll never forget this, he says “Which truck arta going to use, that wi’t rubber tyres or that wi’t iron wheels, ‘cause if tha uses that wi’t rubber wheels I think they’ll go flat!” He he he! So that put us on like a friendly footing again. He must have thought I were barmy or sommat ‘cause we had a bloody truck, it’d carry about fifty ton, he made it years and years ago. I’ll just explain this truck, it were about six foot long and five foot wide and the top boards were four inch thick railway sleepers, all bolted on to some iron brackets that formed the frame and they were made out of three be one steel, and t’wheels were eighteen inches diameter and about five inches wide, they must have weighed a couple of hundredweight apiece and it used to take six of us to pull it down the yard empty! He he he, Old Johnny’s truck. Anyway it came in handy for jobs like that I’ll tell you, nobody were afraid of the truck collapsing! But beauty of it were they’d only put a piece of inch and a half leather loom belt on it to pull it wi’ at t’front! Anyhow we worked night and day and we got the flywheel jacked up (It was 22ft 6” diameter and weighed at least 45 tons).

Newton, fag in mouth, watches Harry Crabtree pushing his big two foot rule through the shaft. Isn't it good that someone did the picture!
Anyhow I said let’s get these eccentrics off at this side, high pressure side. Because these two eccentrics were right up to one another and right up to the flywheel boss. You couldn’t get your rule down between the eccentrics and the boss, it had always been a fault with that thing. Well, they took a fair bit of getting off because they were big eccentrics, they’d be about three feet six inches in diameter. We got the straps off and fastened the rods up and then uncottered the middles and slid ‘em this way (away from the flywheel boss) up to the bearing, we’d about six inches of room to move ‘em. Harry looked over the top of the eccentrics and pulled his great big two foot out, Harry always had a two foot in his pocket, one of them old ones about and inch and a quarter wide and about three sixteenths of an inch thick that he had had since he was a lad. He just pulled it out of his pocket, opened it up to two foot and he says here we are Newton, sithee, here’s thee noise! And he shoved it right through the bloody shaft and pulled it out at the bottom.
I think you have a picture somewhere of us stood on that pedestal with Harry and his two foot. I said to Harry, tha’s made my day! I don’t like anyone to be broken down but that’s made my ruddy day. I’ve been arguing with me father for a fortnight about this engine. It had just broken like you’d sawn it, it was straight as a die, you couldn’t have sawn it, you couldn’t have cut it with a flame torch owt like it, it were a hollow shaft, it had about a three and a half inch hole right through it. (It’s very common with shafts of this vintage for them to be bored right through the middle. This removed ‘piping’ which was an area of slag inclusion and weakness which could propagate cracks. This was a concomitant of the early technology of forging large shafts and the early engineers soon found that boring them in this way got rid of the starter zone for cracks and made the shafts more reliable.) It had just been hanging on with half an inch round the bore for ages, well, a fortnight anyway ever since the noise started. Anyway I get me father down and he were very quiet like and all the directors, they were quiet like.
“Give us an idea how long we’ll be stopped.” I says a fortnight. Me father says tha can’t put a shaft in this engine in a fortnight. Well I says, I were only trying to give them an idea, don’t tie me down to it. First of all he says, how are you going to get it out of the engine house? Oh I says, that’s one thing I hadn’t thought about. It won’t go past the low pressure cylinder and through the door not with a crank on it won’t. We’re talking now about three and a half or four ton you know, even with the broken pieces off. Oh I says, don’t worry, I wonder if them tenants in the shed down there’ll shift me some looms? The engine house windows overlooked the shed in the bottom. No travelling crane or owt like that you know. Why he says, what you going to do with it? I says I’m going to take the roof off and drop it into t’shed. I can put a girder up and put it through one of these windows and put a carriage on it to hang the blocks on, get hold of it in here, when I get it out take it over the top of the shed and drop it down into the shed with me long lift blocks on to the truck. I’ll never forget this, he says “Which truck arta going to use, that wi’t rubber tyres or that wi’t iron wheels, ‘cause if tha uses that wi’t rubber wheels I think they’ll go flat!” He he he! So that put us on like a friendly footing again. He must have thought I were barmy or sommat ‘cause we had a bloody truck, it’d carry about fifty ton, he made it years and years ago. I’ll just explain this truck, it were about six foot long and five foot wide and the top boards were four inch thick railway sleepers, all bolted on to some iron brackets that formed the frame and they were made out of three be one steel, and t’wheels were eighteen inches diameter and about five inches wide, they must have weighed a couple of hundredweight apiece and it used to take six of us to pull it down the yard empty! He he he, Old Johnny’s truck. Anyway it came in handy for jobs like that I’ll tell you, nobody were afraid of the truck collapsing! But beauty of it were they’d only put a piece of inch and a half leather loom belt on it to pull it wi’ at t’front! Anyhow we worked night and day and we got the flywheel jacked up (It was 22ft 6” diameter and weighed at least 45 tons).
Newton, fag in mouth, watches Harry Crabtree pushing his big two foot rule through the shaft. Isn't it good that someone did the picture!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
But let’s finish that tale here, what had saved that engine from a complete smash-up running wi’ all that load on had been them two pinions set at a third of the circumference because she’d just dropped into the bottom of the teeth and stopped there. (The pinion gearing was the same width as the rim gear on the flywheel, 15”.) And she must have been in the bottom of the teeth for a fortnight, and that were the different noise we were hearing. With being machine cut wheels them teeth ‘ud go right into t’bottom. She’d ridden on the bottom of the teeth so the wheel didn’t go down into the cellar and jam anything up you know. It didn’t get hot in the second motion, it’s a wonder they didn’t get hot. First intimation they had that morning were the low pressure main bearing getting hot because of all the extra pressure there were on it. The high pressure bearing were just hanging on wi’ nothing, just going round. It were still driving the mill you know. I couldn’t understand that, it were a miracle, it still kept going on going round, high pressure crank and low so it must have been low pressure and intermediate that were running the mill. It must have been and yet his back pressure gauges had never shown any difference for a fortnight, his compound pressure. (The pressure gauge that showed the effective pressure on the low pressure cylinders rather than boiler pressure. They also measure vacuum if the engine is running light.)
Anyway we got it out and we got it into the shop and we put it on the borer to take the crank off that were on the broken end and I bored the shaft out of the other one. (When a component is going to be sacrificed, like a seized piston in a cylinder, the best way to separate the parts is to bore the damaged one out. That way you do no further damage.) We did all this at nights while we were waiting for the forging. I fetched the forging from Webb’s at Bury and it were red hot, it were sizzling, they put it on some steel girders for me at Webb’s, fastened it on wi’ some chains and I brought it red hot and it were drizzling wi’ rain. I’ll bet everybody thowt the wagon were on fire when I were coming through Burnley, all steaming up. It were like the rest of them, you got ‘em here on Saturday and you might as well have gone for it on Monday. We couldn’t turn it till Sunday night when we got cracking, it were too hot. We got it in’t lathe and we got it on top of the bed but it were too hot to begin turning. We started turning it at Sunday night, I worked on nights, me and Harry Crabtree. We were turning t’shaft, we also had the old broken shaft on the borer and we were boring the ends out. What I mean wi’th’ends, we bored the old shaft out (of the cranks) to save unshrinking ‘em. We didn’t want to warm ‘em unduly. You might as well bore ‘em out, you’ve plenty of time and them cranks weighed two ton apiece. They were seven foot stroke you know, eight or eight foot six. They were a hell of a length were them.
I asked Newton about machining the forging. “That forging you brought back from Webb’s. Just to get down to the technicalities of the job a bit, that forging ‘ud have a fair skin on it.” Oh aye, a lot of scale. “Now the first roughing cut down that like, what would you do that with?” Ordinary high speed steel. “You take your first cut so you were going down under the skin into the metal.” Aye, we’d a fair lathe. Get under the skin, scale ud be flying up on to the top of the tool box! We’d have about five eighths a side on the tool, as much as the lathe ud drive. “Five eighths a side! How deep were you going, an inch?” Aye well there’d be about an inch and a half or two inch to come off it uniform, you know, pretty uniform. Uniform at t’side o’t forging. “So you were taking a cut about half an inch deep?” We were lessening the diameter an inch. You know it were an irregular shape were that forging, there were the flats you know. But on the corners of your flats you’d got half an inch or five eighths of cut on the first time down. “That swarf ud be coming off in bloody lumps!” Oh it were blue and big lumps aye! (Blue because of the heat generated by the cut.)
Newton again. “I got into a bit of bother wi’ me swarf you see. You see when you’ve flats on your turnings come off in bits, but when you’ve been up once and you grind your tool up and you get a right rake on and get another half an inch of cut off they come off all curly and each turning when it breaks off is nearly as much as a man can lift when it gets cold enough! At Sunday night we had a damn good do and we’d a fair lot of turnings on Monday morning when Sidney come on the lathe. We put Sidney on the lathe during the day ‘cause he was a damn good turner were Sid. But I allus seemed to manage to get the night job. Now all these turnings were piled up behind the door you see so we had a chap on that used to move turnings and he shifted ‘em and then Sidney turned all day. Now he’d more or less be just taking the rough off like I were, taking the scale off. On Monday night it were starting to look like a shaft, it had got clean then so Newton comes in, grinds up (re-sharpened his cutting tool) and gets some cut on. At Tuesday morning Sidney comes in about quarter to seven, best to come in sooner and then if the other turner has anything to tell you it’s better than leaving notes. He could see where I were like and he says “Oh, I’m all right for today.” I’d only be about half way up it. The chap came in and shifted the turnings and when I came in at seven o’clock that night Sidney said I had a hell of a job wi’ Old Tommy this morning! I says Why? He said he went home, he threatened he were going to chuck up, it were your father that fetched him back. I said what the hell had he chucked up for? You see what we did we raked all the turnings from under the lathe and piled ‘em behind the door and when he came in at morning and saw the pile of turnings that I’d made during the night he says I’m not having this! ‘Cause we were allus pulling his leg you know. He says “Yon bugger’s fetched all the turnings back in that I took out yesterday morning!” So he went home! Anyhow, we got the job done. Now the biggest nightmare to me with that engine were, although I’d done all this before but not on so big a scale, were when I’d finished the flywheel shaft and I’d to put it back in the flywheel. This engine weren’t a staked wheel, it were a plug fit. What I mean to say is that the shaft were the same size as the bore of the flywheel. (This is not common. Flywheel bosses are usually bored bigger than the shaft so that they can be temporarily fitted with staking wedges before fitting the final permanent stakes on the flats. Notice that earlier when Newton was talking about refitting the pinion in the cellar it wasn’t a plug fit and he used wedges to hold the pinion in position on the second motion shaft. The flywheel had keyways cut in it and the shaft had flats to match these keyways but fitted the bore perfectly.) So we made gauges to fit the flywheel bore, it had been a bit slack on the old shaft so I made some gauges to the bore and we made it a better fit. But it had six keys in, not four, but you see with doing that and making it a plug fit it made the keys a bit lighter. The keys were only about three and a half inches wide and about two feet long, six keyways in the boss and six flats on the shaft. So anyhow, we got flywheel shaft back in, cut it a bit shorter and got, no need to true the wheel, just set it in position in the pinions and get it keyed on, put six new keys in. (Three keys from each side of the boss.) Then it comes doesn’t it, we had to put the cranks back on, these bloody great cranks at two tons apiece.

I'm not certain but I think this is the skyhook that Newton erected to get the shaft out and into the weaving shed.
Anyway we got it out and we got it into the shop and we put it on the borer to take the crank off that were on the broken end and I bored the shaft out of the other one. (When a component is going to be sacrificed, like a seized piston in a cylinder, the best way to separate the parts is to bore the damaged one out. That way you do no further damage.) We did all this at nights while we were waiting for the forging. I fetched the forging from Webb’s at Bury and it were red hot, it were sizzling, they put it on some steel girders for me at Webb’s, fastened it on wi’ some chains and I brought it red hot and it were drizzling wi’ rain. I’ll bet everybody thowt the wagon were on fire when I were coming through Burnley, all steaming up. It were like the rest of them, you got ‘em here on Saturday and you might as well have gone for it on Monday. We couldn’t turn it till Sunday night when we got cracking, it were too hot. We got it in’t lathe and we got it on top of the bed but it were too hot to begin turning. We started turning it at Sunday night, I worked on nights, me and Harry Crabtree. We were turning t’shaft, we also had the old broken shaft on the borer and we were boring the ends out. What I mean wi’th’ends, we bored the old shaft out (of the cranks) to save unshrinking ‘em. We didn’t want to warm ‘em unduly. You might as well bore ‘em out, you’ve plenty of time and them cranks weighed two ton apiece. They were seven foot stroke you know, eight or eight foot six. They were a hell of a length were them.
I asked Newton about machining the forging. “That forging you brought back from Webb’s. Just to get down to the technicalities of the job a bit, that forging ‘ud have a fair skin on it.” Oh aye, a lot of scale. “Now the first roughing cut down that like, what would you do that with?” Ordinary high speed steel. “You take your first cut so you were going down under the skin into the metal.” Aye, we’d a fair lathe. Get under the skin, scale ud be flying up on to the top of the tool box! We’d have about five eighths a side on the tool, as much as the lathe ud drive. “Five eighths a side! How deep were you going, an inch?” Aye well there’d be about an inch and a half or two inch to come off it uniform, you know, pretty uniform. Uniform at t’side o’t forging. “So you were taking a cut about half an inch deep?” We were lessening the diameter an inch. You know it were an irregular shape were that forging, there were the flats you know. But on the corners of your flats you’d got half an inch or five eighths of cut on the first time down. “That swarf ud be coming off in bloody lumps!” Oh it were blue and big lumps aye! (Blue because of the heat generated by the cut.)
Newton again. “I got into a bit of bother wi’ me swarf you see. You see when you’ve flats on your turnings come off in bits, but when you’ve been up once and you grind your tool up and you get a right rake on and get another half an inch of cut off they come off all curly and each turning when it breaks off is nearly as much as a man can lift when it gets cold enough! At Sunday night we had a damn good do and we’d a fair lot of turnings on Monday morning when Sidney come on the lathe. We put Sidney on the lathe during the day ‘cause he was a damn good turner were Sid. But I allus seemed to manage to get the night job. Now all these turnings were piled up behind the door you see so we had a chap on that used to move turnings and he shifted ‘em and then Sidney turned all day. Now he’d more or less be just taking the rough off like I were, taking the scale off. On Monday night it were starting to look like a shaft, it had got clean then so Newton comes in, grinds up (re-sharpened his cutting tool) and gets some cut on. At Tuesday morning Sidney comes in about quarter to seven, best to come in sooner and then if the other turner has anything to tell you it’s better than leaving notes. He could see where I were like and he says “Oh, I’m all right for today.” I’d only be about half way up it. The chap came in and shifted the turnings and when I came in at seven o’clock that night Sidney said I had a hell of a job wi’ Old Tommy this morning! I says Why? He said he went home, he threatened he were going to chuck up, it were your father that fetched him back. I said what the hell had he chucked up for? You see what we did we raked all the turnings from under the lathe and piled ‘em behind the door and when he came in at morning and saw the pile of turnings that I’d made during the night he says I’m not having this! ‘Cause we were allus pulling his leg you know. He says “Yon bugger’s fetched all the turnings back in that I took out yesterday morning!” So he went home! Anyhow, we got the job done. Now the biggest nightmare to me with that engine were, although I’d done all this before but not on so big a scale, were when I’d finished the flywheel shaft and I’d to put it back in the flywheel. This engine weren’t a staked wheel, it were a plug fit. What I mean to say is that the shaft were the same size as the bore of the flywheel. (This is not common. Flywheel bosses are usually bored bigger than the shaft so that they can be temporarily fitted with staking wedges before fitting the final permanent stakes on the flats. Notice that earlier when Newton was talking about refitting the pinion in the cellar it wasn’t a plug fit and he used wedges to hold the pinion in position on the second motion shaft. The flywheel had keyways cut in it and the shaft had flats to match these keyways but fitted the bore perfectly.) So we made gauges to fit the flywheel bore, it had been a bit slack on the old shaft so I made some gauges to the bore and we made it a better fit. But it had six keys in, not four, but you see with doing that and making it a plug fit it made the keys a bit lighter. The keys were only about three and a half inches wide and about two feet long, six keyways in the boss and six flats on the shaft. So anyhow, we got flywheel shaft back in, cut it a bit shorter and got, no need to true the wheel, just set it in position in the pinions and get it keyed on, put six new keys in. (Three keys from each side of the boss.) Then it comes doesn’t it, we had to put the cranks back on, these bloody great cranks at two tons apiece.
I'm not certain but I think this is the skyhook that Newton erected to get the shaft out and into the weaving shed.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I’d had it on me mind ever since I’d started the job about putting the cranks on. I gave ‘em fourteen thou of nip, which is a hell of a lot. What I mean by that is I turned the shaft fourteen thou bigger than the hole in the crank and the shaft were about fifteen inch diameter. The cranks would be about nine inch thick, I were going to say ten but I’ll say nine inch, it’s a hell of a crank that’s nine inches wide. But they were big cranks and I thought now then, I’ve that bugger to warm now and I’ve got to shrink them on to there and get ‘em in the right place with only one keyway in. (The only hold the cranks had on the shaft was the grip created by shrinkage. The cranks were set ninety degrees apart, with the LP crank leading the HP in order to quarter the engine. It was essential to make sure that when fitted the crank was oriented properly and in order to locate it a single dummy key was used. It was called a ‘dummy’ because it had no part in stopping the crank moving on the shaft, this was entirely due to the grip of the crank generated by it shrinking. This is why Newton made the shaft .0014” bigger than the bore in the crank and is also why the crank had to be heated so as to expand the bore so the crank would go on. Sorry about the lecture but many people will not understand what Newton was doing.)
We got all the tackle up and had a practice run with one crank before we started heating it. What I mean by a practice run, you get all your blocks in the correct position, one set where you’re going to put it to warm it and another set over the shaft where you’re going to transfer it to shove it on. Now them blocks over your shaft, you don’t leave any chances. They’re set in position where that crank’ll go on to that shaft without anybody touching that chain at all. Just take it off the first pair of blocks after using them to adjust the height, straight on to the other and on to the shaft. No bloody pulling or saying up a bit and down a bit, transfer it and shove it straight on. So we started warming just after tea I don’t know what day it was. We’d two sets of rose jets on oxygen and acetylene and I think I’d about ten bottles of each outside and also we’d two great big paraffin blow lamps that we’d had for years and I got them down there as well. (Something Newton doesn’t mention is that one problem that can be encountered using oxy-acetylene is that when large volumes of gas are being used for big pepper-pot burners the cylinders cool down as the gas pressure drops, the same principle as a refrigeration plant, and you have to be ready to swap from one cylinder to another so that the cold cylinder can regain some temperature. This is why caravan owners use propane instead of Calor gas in winter because Calor gas freezes at a higher temperature than propane.) We built an asbestos cupboard round the crank, packed it up on firebricks and we started warming it. About one o’clock in the morning the gauge ud just about go in, by the gauge going in I mean I’d made a gauge to the diameter of the shaft with a handle on it so’s we could try it in the crank as we were warming it. At one o’clock it decided to go in the bore of the crank and we’d been blowing at it for like five or six hours. At about two o’clock Harry says, it’ll go on now Newton. I says aye, it will. It had about two inch of travel, by two inch of travel I mean when you put your gauge point on at one end it’d travel two inch from side to side at the other. He said it’ll go on now. I said, We’ll give it another half an hour Harry.”
I asked Newton to explain his gauge because not many people use this method these days. (A pointed steel rod fractionally less than the bore you are measuring.) “If you hold the point of your gauge on the bottom of the bore you can move it across about two inches at the top. That’s what we call travel on the gauge. Now that two inches is equivalent to about ten or fifteen thou of tolerance which made that bore ten or fifteen thou bigger than the shaft. So Harry knew, he’d been with me before on these big jobs, he says it’ll go now and I said give it another half an hour, we’ll get it as big as we can. It were glowing red this two ton of metal. So we blew at it till I think about half past two. I said let’s not take any chances. When you’re warming something like that you allus get some scale forming so I had a wire brush handy to de-scale it before you push it on. Then we just picked it up and transferred it off one set of blocks on to t’other. There were four of us, I’m emphasising that because you were better wi’ four than you were wi’ bloody ten because if you’ve too many men about things happen. You have a clip round it, a special clip so you could have one man one side and one at t’other to keep it straight. When you transfer it to the final set of blocks you’ve two pieces of two inch shafting handy, me at one side and Harry at t’other ready to push it on the cheeks to shove it straight on. At the same time you have a dummy key on a handle so you don’t burn yourself and as soon as it’s on you pop that in to make sure it’s lined up right. (This was to ensure that the cranks were in their correct positions when both had been installed, 90 degrees to each other. Usually the low pressure was set 90 degrees in front of the high pressure.) Believe me or believe me not it went straight on Stanley, it just slid up the shaft straight up to the collar, key in and drop the weight on it. What I mean by that is we slacked the block to let the weight of the crank drop on the shaft to stop it sliding about on its own when we let go. I bet that crank weren’t three minutes by any clock in the world before hell wouldn’t have shifted it, it had shrunk that sharp on to the cold shaft you know. (Newton doesn’t mention it but once the crank had nipped on the shaft, the dummy key with the handle is removed for use on the other crank. The keyway that is left is filled with a dummy key made to fit. It’s called a dummy because it isn’t actually doing anything, the nip on the shaft is more than adequate to hold the crank.)
Aye, the lads were suited, I can see ‘em yet, they were really chuffed with that crank being on but I soon stopped ‘em from laughing! There were a sink in the engine house and they all went to the sink when I said reight lads, a bit of supper now! Like, that’s it, we’ll run home now. I didn’t tell them for how long though. They all went to the sink to wash off you know, off wi’t overalls and hang ‘em up. So I went to the sink to have a wash and Crabby knew, he knew did Harry. I went up to t’sink and then I says Aye, that’s right lads. Get theselves weshed, you’ve done a good job, get theselves off home and be back in an hour! He he he! That were three o’clock in the morning. Eh what? Well I says, you don’t think I’m going to bed wi’ one crank on and the other off do you? Not likely. I’ll go to bed when the other bugger’s on. Anyway, we got the other on be dinnertime and then I let ‘em have the afternoon off. I think they’d been out long enough, two days. We were running on Friday, we’d been stopped, well we weren’t really stopped a fortnight, we were running at Friday and the mill went into production on Monday morning. It never ailed another thing didn’t that engine as far as any major operations were concerned. No teething troubles, no hot bearings, nothing at all.”
I asked Newton if it ran different afterwards. “It run quieter. It allus had a bit of a fault, when I come to set the flywheel in position to key it on I noticed that one pinion had been running about three eighths over the edge of the teeth. Well, you can’t set a flywheel to two that’s staggered. So what I did I set it to the back one which was the most awkward to get at. I set it in line with the back one and I left the front one where it were and it ran till Earby holidays and then I went down with Harry Crabtree and young Jimmy Fort and we knocked the keys back and moved it into line so they were both in line. But otherwise it never give any trouble didn’t pinion being three eighths out of line but it had been out of line t’other way before. What they couldn’t see was that with running out of line it had worn some ledges on the back pinion so while we were doing the big job I set a labourer on to file the ledges out of the pinion and I lined it up with that wheel ‘cause the front one were easier to get at. That were the last major operation that were done on that engine apart from the usual, take up the crankpin bearing or take the beam trunnions up, you know, bits of things like that.
It ran a lot you know at the end of its life. It ran from seven in the morning until ten at night. (Housewife’s shift, six till ten.) He went and got blooming mumps did th’engineer and I went down ‘cause I were the only one that could run it apart from him. He were only a young chap were Tom then. I ran it from seven in the morning until ten at night for about seven or eight bloody week. I thought they were only off a day or two wi’ mumps and I says to a doctor friend of mine I’m running that bloody engine at Earby, how long does it take ‘em to come back wi’ mumps? He says how old is he Newton? Oh I says, forty one or forty two. Oh Christ he says, he’ll be months! Bloody dangerous is mumps when thart forty five, it can stop thee from getting childer! I didn’t know that. Anyway the boss came one afternoon, Captain Smith frae Colne and I’m stood on’t balcony like, looking down the yard and looking a bit sorry for meself. He came out to me on the balcony, he were a nice chap and I could get on wi’ him, a lot of people couldn’t but I could because I used to be straight wi’ the feller. I just turned to him and I said How long’s this bloody caper going to be going on? He says what do you mean Newton? Are you having some trouble? I says no but isn’t it a ruddy long while from getting up at half past five in the morning to going home at quarter to eleven at night from here? He says What? Well I says, you know you’ve a night shift running here while ten o’clock? I’m running the night shift, t'other feller were all right weren’t he, he came at half past six and three nights a week he went home at half past five and Joe Plushy (A dialect term for a ‘fall guy’.) were running it while ten. He says oh blooming heck Newton, I never thought of that! You’re not going to give up are you and leave us all stopped? No, I said, I’m not going to give up but I were there six or seven week wi’ t’mumps job. I didn’t think anybody could get mumps and stop off work seven week.”
I asked Newton about something he had told me one day in a conversation. “I think I once heard you talk about that and you said that when you went down the first time on relief you had a bit of bother with the stokers.” Newton again, “Oh, second morning. First day I had a bit of bother ‘cause t’steam were down and all that, you go down into the boiler house and you get ‘em to steam up and your troubles are over that doesn’t happen no more. But when I went down the second morning, no fireman, he hadn’t turned up and I hung about and hung about because th’oiler didn’t come till ten to seven because he only got paid from that time and he didn’t come so I’d to get down into the boiler house and waken the boilers up. I set on wi’ only fifty five pound of steam and two thousand loom running. He he he! (The normal practice at Victoria because of the heavy load was to have all the boilers up to 160psi and blowing off when the engine started.) Anyhow he comes trailing in at ten past eight and of course he did this three days in one week. I started to complain about this and they threatened to sack him and the boss came and anyhow they got me a bloke to fire at night that came from Colne and he were a moulder (In a foundry). Now he were a right case he were, that moulder. He came dashing up one night and he says Newton, you’d better come down quick! I said What’s to do? He said I think I’ve getten too little water in one boiler, I can’t see it in the gauge! I flew down them steps ‘cause it weren’t so long before they’d had a set of tubes down because of running without water you know. I flew down them steps and I listened to me blooming engine and I thought it’s a bit queer is this. So I went down into t’boiler house and never mind the boiler being blooming empty, it were full reight up to t’lid! He he he! Anyhow he had a good head of steam so I cracked the blow-down valve at the bottom of the boiler and watched it come out into the dam about as thick as your wrist and it were half an hour before it came into the bloody glass. Course, I daren’t open it full do because we’d only one boiler on. It were about an hour and a half before it started showing in the glass. Now there were one advantage there of course, that engine were about ten or fifteen feet higher than the boiler house or else we’d have been in a right mess there. But I flew up them stairs and opened me high pressure drains I can tell you.”
“So because of the height of the engine above the boiler any water that primed had a good chance of running back down the pipe?”
“Oh aye, well it would run down the pipe you see, it went straight up out of the boiler house and then across the yard and then up again and it had an expansion pipe up there where it went over into the stop valve like a big ‘U’ pipe and that took it up another two or three feet. It were full up to the lid, there’s no doubt about that and I daren’t open the blow-down too far wi’ all the looms I had running. I’d 600 looms running in Johnson’s shed. If I’d opened the blow off far enough to get rid of it in say ten to fifteen minutes, I’d have had no steam in the blinking boiler would I and the other boiler were banked up. So anyway, he didn’t do that any more didn’t that character.”
There were other smaller jobs at Victoria over the years and Brown and Pickles did all of them. Not all the jobs were on such a heroic scale, I have a copy of a letter dated September 2nd 1911 from W H Atkinson, architect and surveyor of Shaw Street in Colne who acted for the Mill Company. It was written to Henry Brown and Sons, Earby and accepted Brown’s tender for moving two tape machines, size becks, donkey engines and some other machinery in the warehouse for a re-organisation of the space. The price was £28-1-0 in old money. This sort of job was typical right up to the 1980s and what is interesting about this letter is that Atkinson is dealing with Henry Brown at Earby as a separate entity even though they had been established in Barlick for 11 years. This fits in with the constant references throughout the later history of the firm to the Browns having an enduring connection with the Earby. I often wonder whether it was never part of the Havre Park liquidation but that in reality Henry Brown and Sons in Albion Street at Earby survived far longer than I thought.
Brown and Pickles provided all sorts of services to the mills they serviced and sometimes it didn’t work in their favour. Another of my informants in the LTP, Horace Thornton, worked on the Big Mill engine for a couple of years after 1945 before becoming a taper for Johnsons. He told me about the load on the engine in 1945. They were burning 60 tons of coal a week in three boilers and the firebeater Charlie Sculthorpe was struggling, he wasn’t up to the job and Horace said they were frequently short of steam. Charlie got fed up and left to go to Armoride’s at Grove Shed in Earby for more money. Billy Lindsay was sent to Victoria from Bracewell’s Airebank Mill at Gargrave where he was firebeater. Only problem was that at the time Airebank Mill was only firing at 40psi for process steam and heat, the mill had been electrified. He was no better than Charlie so Johnny Pickles lent the Mill Company one of his men, Tommy Almond who was an expert firebeater. Tommy liked the job so well he stayed and in 1947 became engineer replacing Billy Lancaster. The Mill Company got a good man, Johnny lost one.
One more interesting thing about the engine. I have copies of indicator diagrams taken by the National Vulcan surveyor in May 1951 which show a vacuum of 26” water gauge. This is a good figure for an engine of this age. Newton loved the engine because in its later years, despite being the oldest engine in the district and very heavily loaded, in terms of coal burned and horse power delivered it was the most economical engine on Newton’s books. Not a bad record for an engine that ran for 107 years.

Victoria Mill, Earby in 1954, the broken fly shaft. Johnny Pickles is on the right and the man stood in front of him in the pin stripe suit is Teddy Woods from Procter and Procter at Burnley. I think the man behind Johnny is Tommy Almond who was engineer at the mill.
We got all the tackle up and had a practice run with one crank before we started heating it. What I mean by a practice run, you get all your blocks in the correct position, one set where you’re going to put it to warm it and another set over the shaft where you’re going to transfer it to shove it on. Now them blocks over your shaft, you don’t leave any chances. They’re set in position where that crank’ll go on to that shaft without anybody touching that chain at all. Just take it off the first pair of blocks after using them to adjust the height, straight on to the other and on to the shaft. No bloody pulling or saying up a bit and down a bit, transfer it and shove it straight on. So we started warming just after tea I don’t know what day it was. We’d two sets of rose jets on oxygen and acetylene and I think I’d about ten bottles of each outside and also we’d two great big paraffin blow lamps that we’d had for years and I got them down there as well. (Something Newton doesn’t mention is that one problem that can be encountered using oxy-acetylene is that when large volumes of gas are being used for big pepper-pot burners the cylinders cool down as the gas pressure drops, the same principle as a refrigeration plant, and you have to be ready to swap from one cylinder to another so that the cold cylinder can regain some temperature. This is why caravan owners use propane instead of Calor gas in winter because Calor gas freezes at a higher temperature than propane.) We built an asbestos cupboard round the crank, packed it up on firebricks and we started warming it. About one o’clock in the morning the gauge ud just about go in, by the gauge going in I mean I’d made a gauge to the diameter of the shaft with a handle on it so’s we could try it in the crank as we were warming it. At one o’clock it decided to go in the bore of the crank and we’d been blowing at it for like five or six hours. At about two o’clock Harry says, it’ll go on now Newton. I says aye, it will. It had about two inch of travel, by two inch of travel I mean when you put your gauge point on at one end it’d travel two inch from side to side at the other. He said it’ll go on now. I said, We’ll give it another half an hour Harry.”
I asked Newton to explain his gauge because not many people use this method these days. (A pointed steel rod fractionally less than the bore you are measuring.) “If you hold the point of your gauge on the bottom of the bore you can move it across about two inches at the top. That’s what we call travel on the gauge. Now that two inches is equivalent to about ten or fifteen thou of tolerance which made that bore ten or fifteen thou bigger than the shaft. So Harry knew, he’d been with me before on these big jobs, he says it’ll go now and I said give it another half an hour, we’ll get it as big as we can. It were glowing red this two ton of metal. So we blew at it till I think about half past two. I said let’s not take any chances. When you’re warming something like that you allus get some scale forming so I had a wire brush handy to de-scale it before you push it on. Then we just picked it up and transferred it off one set of blocks on to t’other. There were four of us, I’m emphasising that because you were better wi’ four than you were wi’ bloody ten because if you’ve too many men about things happen. You have a clip round it, a special clip so you could have one man one side and one at t’other to keep it straight. When you transfer it to the final set of blocks you’ve two pieces of two inch shafting handy, me at one side and Harry at t’other ready to push it on the cheeks to shove it straight on. At the same time you have a dummy key on a handle so you don’t burn yourself and as soon as it’s on you pop that in to make sure it’s lined up right. (This was to ensure that the cranks were in their correct positions when both had been installed, 90 degrees to each other. Usually the low pressure was set 90 degrees in front of the high pressure.) Believe me or believe me not it went straight on Stanley, it just slid up the shaft straight up to the collar, key in and drop the weight on it. What I mean by that is we slacked the block to let the weight of the crank drop on the shaft to stop it sliding about on its own when we let go. I bet that crank weren’t three minutes by any clock in the world before hell wouldn’t have shifted it, it had shrunk that sharp on to the cold shaft you know. (Newton doesn’t mention it but once the crank had nipped on the shaft, the dummy key with the handle is removed for use on the other crank. The keyway that is left is filled with a dummy key made to fit. It’s called a dummy because it isn’t actually doing anything, the nip on the shaft is more than adequate to hold the crank.)
Aye, the lads were suited, I can see ‘em yet, they were really chuffed with that crank being on but I soon stopped ‘em from laughing! There were a sink in the engine house and they all went to the sink when I said reight lads, a bit of supper now! Like, that’s it, we’ll run home now. I didn’t tell them for how long though. They all went to the sink to wash off you know, off wi’t overalls and hang ‘em up. So I went to the sink to have a wash and Crabby knew, he knew did Harry. I went up to t’sink and then I says Aye, that’s right lads. Get theselves weshed, you’ve done a good job, get theselves off home and be back in an hour! He he he! That were three o’clock in the morning. Eh what? Well I says, you don’t think I’m going to bed wi’ one crank on and the other off do you? Not likely. I’ll go to bed when the other bugger’s on. Anyway, we got the other on be dinnertime and then I let ‘em have the afternoon off. I think they’d been out long enough, two days. We were running on Friday, we’d been stopped, well we weren’t really stopped a fortnight, we were running at Friday and the mill went into production on Monday morning. It never ailed another thing didn’t that engine as far as any major operations were concerned. No teething troubles, no hot bearings, nothing at all.”
I asked Newton if it ran different afterwards. “It run quieter. It allus had a bit of a fault, when I come to set the flywheel in position to key it on I noticed that one pinion had been running about three eighths over the edge of the teeth. Well, you can’t set a flywheel to two that’s staggered. So what I did I set it to the back one which was the most awkward to get at. I set it in line with the back one and I left the front one where it were and it ran till Earby holidays and then I went down with Harry Crabtree and young Jimmy Fort and we knocked the keys back and moved it into line so they were both in line. But otherwise it never give any trouble didn’t pinion being three eighths out of line but it had been out of line t’other way before. What they couldn’t see was that with running out of line it had worn some ledges on the back pinion so while we were doing the big job I set a labourer on to file the ledges out of the pinion and I lined it up with that wheel ‘cause the front one were easier to get at. That were the last major operation that were done on that engine apart from the usual, take up the crankpin bearing or take the beam trunnions up, you know, bits of things like that.
It ran a lot you know at the end of its life. It ran from seven in the morning until ten at night. (Housewife’s shift, six till ten.) He went and got blooming mumps did th’engineer and I went down ‘cause I were the only one that could run it apart from him. He were only a young chap were Tom then. I ran it from seven in the morning until ten at night for about seven or eight bloody week. I thought they were only off a day or two wi’ mumps and I says to a doctor friend of mine I’m running that bloody engine at Earby, how long does it take ‘em to come back wi’ mumps? He says how old is he Newton? Oh I says, forty one or forty two. Oh Christ he says, he’ll be months! Bloody dangerous is mumps when thart forty five, it can stop thee from getting childer! I didn’t know that. Anyway the boss came one afternoon, Captain Smith frae Colne and I’m stood on’t balcony like, looking down the yard and looking a bit sorry for meself. He came out to me on the balcony, he were a nice chap and I could get on wi’ him, a lot of people couldn’t but I could because I used to be straight wi’ the feller. I just turned to him and I said How long’s this bloody caper going to be going on? He says what do you mean Newton? Are you having some trouble? I says no but isn’t it a ruddy long while from getting up at half past five in the morning to going home at quarter to eleven at night from here? He says What? Well I says, you know you’ve a night shift running here while ten o’clock? I’m running the night shift, t'other feller were all right weren’t he, he came at half past six and three nights a week he went home at half past five and Joe Plushy (A dialect term for a ‘fall guy’.) were running it while ten. He says oh blooming heck Newton, I never thought of that! You’re not going to give up are you and leave us all stopped? No, I said, I’m not going to give up but I were there six or seven week wi’ t’mumps job. I didn’t think anybody could get mumps and stop off work seven week.”
I asked Newton about something he had told me one day in a conversation. “I think I once heard you talk about that and you said that when you went down the first time on relief you had a bit of bother with the stokers.” Newton again, “Oh, second morning. First day I had a bit of bother ‘cause t’steam were down and all that, you go down into the boiler house and you get ‘em to steam up and your troubles are over that doesn’t happen no more. But when I went down the second morning, no fireman, he hadn’t turned up and I hung about and hung about because th’oiler didn’t come till ten to seven because he only got paid from that time and he didn’t come so I’d to get down into the boiler house and waken the boilers up. I set on wi’ only fifty five pound of steam and two thousand loom running. He he he! (The normal practice at Victoria because of the heavy load was to have all the boilers up to 160psi and blowing off when the engine started.) Anyhow he comes trailing in at ten past eight and of course he did this three days in one week. I started to complain about this and they threatened to sack him and the boss came and anyhow they got me a bloke to fire at night that came from Colne and he were a moulder (In a foundry). Now he were a right case he were, that moulder. He came dashing up one night and he says Newton, you’d better come down quick! I said What’s to do? He said I think I’ve getten too little water in one boiler, I can’t see it in the gauge! I flew down them steps ‘cause it weren’t so long before they’d had a set of tubes down because of running without water you know. I flew down them steps and I listened to me blooming engine and I thought it’s a bit queer is this. So I went down into t’boiler house and never mind the boiler being blooming empty, it were full reight up to t’lid! He he he! Anyhow he had a good head of steam so I cracked the blow-down valve at the bottom of the boiler and watched it come out into the dam about as thick as your wrist and it were half an hour before it came into the bloody glass. Course, I daren’t open it full do because we’d only one boiler on. It were about an hour and a half before it started showing in the glass. Now there were one advantage there of course, that engine were about ten or fifteen feet higher than the boiler house or else we’d have been in a right mess there. But I flew up them stairs and opened me high pressure drains I can tell you.”
“So because of the height of the engine above the boiler any water that primed had a good chance of running back down the pipe?”
“Oh aye, well it would run down the pipe you see, it went straight up out of the boiler house and then across the yard and then up again and it had an expansion pipe up there where it went over into the stop valve like a big ‘U’ pipe and that took it up another two or three feet. It were full up to the lid, there’s no doubt about that and I daren’t open the blow-down too far wi’ all the looms I had running. I’d 600 looms running in Johnson’s shed. If I’d opened the blow off far enough to get rid of it in say ten to fifteen minutes, I’d have had no steam in the blinking boiler would I and the other boiler were banked up. So anyway, he didn’t do that any more didn’t that character.”
There were other smaller jobs at Victoria over the years and Brown and Pickles did all of them. Not all the jobs were on such a heroic scale, I have a copy of a letter dated September 2nd 1911 from W H Atkinson, architect and surveyor of Shaw Street in Colne who acted for the Mill Company. It was written to Henry Brown and Sons, Earby and accepted Brown’s tender for moving two tape machines, size becks, donkey engines and some other machinery in the warehouse for a re-organisation of the space. The price was £28-1-0 in old money. This sort of job was typical right up to the 1980s and what is interesting about this letter is that Atkinson is dealing with Henry Brown at Earby as a separate entity even though they had been established in Barlick for 11 years. This fits in with the constant references throughout the later history of the firm to the Browns having an enduring connection with the Earby. I often wonder whether it was never part of the Havre Park liquidation but that in reality Henry Brown and Sons in Albion Street at Earby survived far longer than I thought.
Brown and Pickles provided all sorts of services to the mills they serviced and sometimes it didn’t work in their favour. Another of my informants in the LTP, Horace Thornton, worked on the Big Mill engine for a couple of years after 1945 before becoming a taper for Johnsons. He told me about the load on the engine in 1945. They were burning 60 tons of coal a week in three boilers and the firebeater Charlie Sculthorpe was struggling, he wasn’t up to the job and Horace said they were frequently short of steam. Charlie got fed up and left to go to Armoride’s at Grove Shed in Earby for more money. Billy Lindsay was sent to Victoria from Bracewell’s Airebank Mill at Gargrave where he was firebeater. Only problem was that at the time Airebank Mill was only firing at 40psi for process steam and heat, the mill had been electrified. He was no better than Charlie so Johnny Pickles lent the Mill Company one of his men, Tommy Almond who was an expert firebeater. Tommy liked the job so well he stayed and in 1947 became engineer replacing Billy Lancaster. The Mill Company got a good man, Johnny lost one.
One more interesting thing about the engine. I have copies of indicator diagrams taken by the National Vulcan surveyor in May 1951 which show a vacuum of 26” water gauge. This is a good figure for an engine of this age. Newton loved the engine because in its later years, despite being the oldest engine in the district and very heavily loaded, in terms of coal burned and horse power delivered it was the most economical engine on Newton’s books. Not a bad record for an engine that ran for 107 years.
Victoria Mill, Earby in 1954, the broken fly shaft. Johnny Pickles is on the right and the man stood in front of him in the pin stripe suit is Teddy Woods from Procter and Procter at Burnley. I think the man behind Johnny is Tommy Almond who was engineer at the mill.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 13: BOILERS AND BUTTS MILL
Butts mill in Barnoldswick has the distinction of being the first purpose-built steam driven mill in the town. It was erected by William ‘Billycock’ Bracewell in 1846 and was fully operational as a spinning and weaving mill in 1848.
I’m going to do it again, I feel a diversion coming on which will give us a good background and help us understand our subject. We need to know about boilers. Let’s take a step back and look at the boilers that were available in 1848. A local historian in Barlick, William Parkinson Atkinson, writing in about 1900 mentioned the boilers at Clough and Butts Mills in some detail. Here’s what he said, he is using the old term of ‘pan’ for the boilers: “Before going further, an explanation of the word ‘pan’ then in use, may be a little interesting and this will bring in also references to Butts as the two places, Clough and Butts, were in progress concurrently. (They were both being re-boilered at the time, 1862.) The ‘pan’ had no flues through it's centre, but was placed on a circular bed of brick-work which allowed a space of about eighteen inches or more between the bottom of the pan and the fire grate with a single oblong door in the centre, while the fire space would extend some three or four yards back from the door after which an aperture was allowed for the smoke before reaching the damper. The first two pans which came to Butts in 1848 were of this old style construction whilst those which came afterwards were of the modern type with two flues in each (now called) boiler. These were considered a great and economical improvement. Mr. William Bracewell had the two old pans taken out in the slack time and broken up about 186I. (This was during the Cotton Famine.) It was at this time, and while this work was being done that poor Jack Riding lost his life whilst superintending these operations. The boilers that came to Butts were made (by James Wardman) at Sandbeds near Keighley from thick iron plates and were much heavier than present day steel boilers, and when these old style boilers were brought by road and came to Gill Brow some thirty extra horses were required and caused quite a commotion round the town. At Clough Mill and New Shed (Referring to the new weaving shed at Clough) a new pan arrived, and a good bit of merriment was caused by the breaking of a rope whilst a lot of men and boys were helping to tug the pan from Low Gate(Walmsgate) across Peggy Field to the back of the mill. Nobody was hurt, and all seemed to enjoy the fun whilst they were laid prostrate on the ground.”
This is the account of a man who evidently witnessed what he described and I think we can trust the detail. It is reinforced in a diary for the year 1862 written by Richard Ryley who notes: “March 22nd. Went to meet the steam engine boiler which weighed fourteen and a half tons and the wagon on which it was brought weighed upwards of five tons more, altogether about twenty tons. It required twenty one horses and sixty or seventy men to drag it up Gill Brow.” It’s not certain whether this boiler was for Clough or Butts as both mills seem to have been supplied from Sandbeds .
One of the nice things about pursuing local history is that you have to range across the whole spectrum of the divisions historians create to make their subject manageable. In order to tell you the story we have to understand every aspect of it otherwise we arrive at situations where we haven’t enough knowledge to fully understand what’s going on. This is why I have to drag you sideways into what seem like diversions but are in fact essential guides to the content of the story.
I found myself in this position at one point when I was collating my research on the watermill at Lothersdale, near Cowling in the West Riding. There was a reference to the mill escaping the attention of the ‘plug drawers’ during the industrial unrest in the area in 1842 because it was in a remote valley. I knew that Bracewell’s Old Shed in Earby had been attacked and stopped by the same mob, presumably because it was more accessible but how much did I actually know about the Plug Riots? I decided to go forth to see what I could glean.
I found little that I wasn’t aware of, I was reminded of the progression of industrial unrest caused by fear of the new machines from the Luddites in 1812 through the Plug Riots in 1842 to full blooded Chartism in 1848. There was an interesting contemporaneous reference to the origin of the name ‘Ned Ludd’. The writer, shortly after 1811, said that it started with a lad called Luddlam being told by his father to tidy up his stocking frame, he took umbrage and smashed it with a hammer. I am always wary of these convenient explanations but the date of the writing and something about the story combined to make it ring true so I was happy to take this snippet of information on board, file it away in the memory and be content with it until I learned anything better.

Butts Mill in 1890.
Butts mill in Barnoldswick has the distinction of being the first purpose-built steam driven mill in the town. It was erected by William ‘Billycock’ Bracewell in 1846 and was fully operational as a spinning and weaving mill in 1848.
I’m going to do it again, I feel a diversion coming on which will give us a good background and help us understand our subject. We need to know about boilers. Let’s take a step back and look at the boilers that were available in 1848. A local historian in Barlick, William Parkinson Atkinson, writing in about 1900 mentioned the boilers at Clough and Butts Mills in some detail. Here’s what he said, he is using the old term of ‘pan’ for the boilers: “Before going further, an explanation of the word ‘pan’ then in use, may be a little interesting and this will bring in also references to Butts as the two places, Clough and Butts, were in progress concurrently. (They were both being re-boilered at the time, 1862.) The ‘pan’ had no flues through it's centre, but was placed on a circular bed of brick-work which allowed a space of about eighteen inches or more between the bottom of the pan and the fire grate with a single oblong door in the centre, while the fire space would extend some three or four yards back from the door after which an aperture was allowed for the smoke before reaching the damper. The first two pans which came to Butts in 1848 were of this old style construction whilst those which came afterwards were of the modern type with two flues in each (now called) boiler. These were considered a great and economical improvement. Mr. William Bracewell had the two old pans taken out in the slack time and broken up about 186I. (This was during the Cotton Famine.) It was at this time, and while this work was being done that poor Jack Riding lost his life whilst superintending these operations. The boilers that came to Butts were made (by James Wardman) at Sandbeds near Keighley from thick iron plates and were much heavier than present day steel boilers, and when these old style boilers were brought by road and came to Gill Brow some thirty extra horses were required and caused quite a commotion round the town. At Clough Mill and New Shed (Referring to the new weaving shed at Clough) a new pan arrived, and a good bit of merriment was caused by the breaking of a rope whilst a lot of men and boys were helping to tug the pan from Low Gate(Walmsgate) across Peggy Field to the back of the mill. Nobody was hurt, and all seemed to enjoy the fun whilst they were laid prostrate on the ground.”
This is the account of a man who evidently witnessed what he described and I think we can trust the detail. It is reinforced in a diary for the year 1862 written by Richard Ryley who notes: “March 22nd. Went to meet the steam engine boiler which weighed fourteen and a half tons and the wagon on which it was brought weighed upwards of five tons more, altogether about twenty tons. It required twenty one horses and sixty or seventy men to drag it up Gill Brow.” It’s not certain whether this boiler was for Clough or Butts as both mills seem to have been supplied from Sandbeds .
One of the nice things about pursuing local history is that you have to range across the whole spectrum of the divisions historians create to make their subject manageable. In order to tell you the story we have to understand every aspect of it otherwise we arrive at situations where we haven’t enough knowledge to fully understand what’s going on. This is why I have to drag you sideways into what seem like diversions but are in fact essential guides to the content of the story.
I found myself in this position at one point when I was collating my research on the watermill at Lothersdale, near Cowling in the West Riding. There was a reference to the mill escaping the attention of the ‘plug drawers’ during the industrial unrest in the area in 1842 because it was in a remote valley. I knew that Bracewell’s Old Shed in Earby had been attacked and stopped by the same mob, presumably because it was more accessible but how much did I actually know about the Plug Riots? I decided to go forth to see what I could glean.
I found little that I wasn’t aware of, I was reminded of the progression of industrial unrest caused by fear of the new machines from the Luddites in 1812 through the Plug Riots in 1842 to full blooded Chartism in 1848. There was an interesting contemporaneous reference to the origin of the name ‘Ned Ludd’. The writer, shortly after 1811, said that it started with a lad called Luddlam being told by his father to tidy up his stocking frame, he took umbrage and smashed it with a hammer. I am always wary of these convenient explanations but the date of the writing and something about the story combined to make it ring true so I was happy to take this snippet of information on board, file it away in the memory and be content with it until I learned anything better.
Butts Mill in 1890.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Further on in my search I came across a definite statement which said that the boilers were disabled by ‘removing the fusible plug’, hence the name ‘Plug Drawers’. I’m afraid that this is completely wrong. The author had knowledge that boilers had something called a fusible plug and had added two and two together but unfortunately made five. A fusible plug is a device connecting the water space in the boiler to the furnace. It has a core of metal that melts at a lower temperature than that which would damage the boiler and this core is all that stops the water being blown out of the boiler by steam pressure on to the fire. The principle is that if such a dangerous temperature is reached the core melts, the steam and water put the fire out and the boiler is disabled but saved.
My experience with boilers and old technology meant that I knew exactly what plug drawing is, how it was accomplished and what the results would be. I realised that anyone who had read the article containing the spurious reference to fusible plugs would go through the rest of their lives labouring under a mild but nevertheless important misapprehension so I thought I’d put the story straight. At first sight, the easiest way to deal with the fusible plug theory would be to prove that they didn’t exist in 1842. This presents a problem because I couldn’t find any evidence of a date for their invention. Here again, practical knowledge came to the rescue. I knew that the most common source for fusible plugs was a firm called NABIC at Manchester. The name NABIC derives from the National Boiler Insurance Company who started a manufacturing arm of their organisation to ensure that this valuable safety device was easily available to their customers. I found my evidence in a conversation with one of their engineers but before we examine that we need to understand boiler insurance.
The practice of boiling water in enclosed vessels to produce pressure either deliberately or by accident is very ancient. There can be little doubt that the unfortunate consequences of any failure in the vessels were learned very quickly. Eventually the circumstance which leads to an explosion was recognised, water under pressure was capable of storing energy which was controllable as long as the integrity of the enclosing vessel was perfect and pressure was maintained. Any sudden drop in pressure inside the vessel due to a rupture of the shell allowed the superheated water to release its energy immediately in the form of steam. At relatively low pressures this meant that the volume of the water increased 10,000 times as it flashed off into steam at atmospheric pressure, this was instantaneous and had the same effect as the detonation of a charge of explosive. For hundreds of years this was simply an esoteric fact of interest only to alchemists, natural philosophers and chemists. It was the introduction of steam boilers on a large scale to provide the motive force for steam engines that introduced knowledge of this danger to the general public.
On November 16th 1815 the 2000 gallon boiler supplying high pressure steam to a 6hp engine at the sugar refinery of the Constadt Company of Well Close Square, Wapping exploded causing six deaths and the destruction of property estimated in value as £25,000. On May 18th 1817 the boiler of the Yarmouth Steam Packet exploded on the River Yare at Norwich and killed eight people. This latter event led to the establishing of a Select Committee of the House of Commons to investigate the best means of preventing such explosions on steam boats. In the course of their discussions the Wapping explosion was brought to the Committee’s attention and it took explosions ‘in manufactories and other works’ into consideration. The Committee reported on 24th June 1817 and made recommendations which, although they did not lead to legislation and were primarily concerned with marine boilers, were the first rules for the regulation of the use of steam boilers ever brought before Parliament. Some idea of the size of the problem that was accumulating can be gained from the fact that in 1870/1871 there were estimated to be 100,000 boilers in operation in the United Kingdom excluding domestic, locomotive and marine installations.
By 1850 the industrial heartland of England from Cheshire across to the West Riding of Yorkshire had the biggest concentration of steam boilers in the world and coroners found themselves conducting inquests investigating boiler explosions. It was attendance at these inquests as expert witness by Sir William Fairbairn that eventually triggered action to reduce the chance of accidents because Fairbairn’s consistent recommendation was that a system of boiler inspection was required to ensure adequate maintenance and safe working of land boilers. In 1854 he was consulting with Henry Houldsworth and Sir Joseph Whitworth in Manchester with a view to forming a scientific association to conduct experiments on boilers and engines, investigate explosions and inspect boilers.
On the 9th of September 1854 there was a boiler explosion at Bridgefield Mill in Rochdale which killed ten people. The inquest found that the accident was due to neglect in that one safety valve was inoperative and the other had been over-weighted to ‘stop the boiler blowing off’ (This inquest recorded the death of Ann Scott and nine others). This triggered public reaction, the Manchester Guardian weighed into the fray on September 16th with an editorial and the upshot was the formation by Fairbairn and others of the Manchester Steam Users Association on the 19th September.
The new association did much useful work in terms of experiments on boilers and raising public awareness but took a long time to really get into its stride as an inspecting and insuring body. In evidence given to the Select Committee on Boiler Explosions of 1870, William McNaught, a prominent engineer in Rochdale, stated that it was his impression that Sir William Fairbairn’s main interest was to be seen to be doing something, even if it was short of full insurance, in order to ‘prevent government interference’. This inactivity resulted in a vacuum which was partially filled in 1858 when on June the 8th a group of men met in the office of Jonathan Cox who had an agency for the Medical, Invalid and General Life Insurance Company and started the process which led to a new company, The Steam Boiler Assurance Company. This company was the first in the world to start an efficient inspecting and insuring regime devoted entirely to steam boilers. The company prospered and carried on under various names following takeover and reorganisation and for many years traded as the Vulcan Boiler and General Insurance Company Limited. I believe it is now incorporated in the Royal Sun Alliance grouping. It was a success and this led to the formation of rival companies, one of which in 1864 was the National Boiler Insurance Company
This brief outline of the birth of steam boiler insurance is culled entirely from two rare books. The Manchester Steam Users’ Association published ‘A sketch of the foundation and past fifty years activity’ on the occasion of their jubilee in 1905 and a very good history of the Vulcan Insurance Company was written by W H Chaloner and published privately in 1959. Chaloner acknowledges that one of his major sources was the 1905 Sketch. These are the best sources I know on this subject and there is much more of interest if you care to go and do some digging.
The two major consequences of this series of events and the formation of the inspecting and insuring companies were first, that they employed competent engineers for the boiler surveying and trusted them completely. Second, they accepted the entire responsibility for the risk. Government legislation followed the insurance companies lead in developing standards and enforcing them. This framework is still in place and I think has much to recommend it in other fields. In effect, Fairbairn attained his objective.
As they were carrying the risk, the insurance companies were always open to suggestions or new inventions that made boilers safer. Steve Cooper of NABIC’s technical department tells me that in 1863 a London engineer called John Smith patented a fusible plug for boilers and the National Boiler Insurance Company bought the rights to the new device in 1864 for £2,000, used it as the foundation of the new firm and started manufacturing it on their own account. This was the formation of NABIC, a company which is still in business manufacturing fusible plugs and other steam boiler accessories. Through NABIC the insurers supplied their customers with the new device and offered them a 10% reduction in premiums if they fitted them. Fitment of the fusible plugs rapidly became universal as they were obviously so effective. All the other companies followed the National’s lead and recommended their customers to go to NABIC for their requirements. Eventually firms like Hopkinson’s at Huddersfield started manufacture of fusible plugs but the industry standard was always NABIC. The last plugs I bought were from them.

A NABIC 2" fusible plug for a Lancashire boiler.
My experience with boilers and old technology meant that I knew exactly what plug drawing is, how it was accomplished and what the results would be. I realised that anyone who had read the article containing the spurious reference to fusible plugs would go through the rest of their lives labouring under a mild but nevertheless important misapprehension so I thought I’d put the story straight. At first sight, the easiest way to deal with the fusible plug theory would be to prove that they didn’t exist in 1842. This presents a problem because I couldn’t find any evidence of a date for their invention. Here again, practical knowledge came to the rescue. I knew that the most common source for fusible plugs was a firm called NABIC at Manchester. The name NABIC derives from the National Boiler Insurance Company who started a manufacturing arm of their organisation to ensure that this valuable safety device was easily available to their customers. I found my evidence in a conversation with one of their engineers but before we examine that we need to understand boiler insurance.
The practice of boiling water in enclosed vessels to produce pressure either deliberately or by accident is very ancient. There can be little doubt that the unfortunate consequences of any failure in the vessels were learned very quickly. Eventually the circumstance which leads to an explosion was recognised, water under pressure was capable of storing energy which was controllable as long as the integrity of the enclosing vessel was perfect and pressure was maintained. Any sudden drop in pressure inside the vessel due to a rupture of the shell allowed the superheated water to release its energy immediately in the form of steam. At relatively low pressures this meant that the volume of the water increased 10,000 times as it flashed off into steam at atmospheric pressure, this was instantaneous and had the same effect as the detonation of a charge of explosive. For hundreds of years this was simply an esoteric fact of interest only to alchemists, natural philosophers and chemists. It was the introduction of steam boilers on a large scale to provide the motive force for steam engines that introduced knowledge of this danger to the general public.
On November 16th 1815 the 2000 gallon boiler supplying high pressure steam to a 6hp engine at the sugar refinery of the Constadt Company of Well Close Square, Wapping exploded causing six deaths and the destruction of property estimated in value as £25,000. On May 18th 1817 the boiler of the Yarmouth Steam Packet exploded on the River Yare at Norwich and killed eight people. This latter event led to the establishing of a Select Committee of the House of Commons to investigate the best means of preventing such explosions on steam boats. In the course of their discussions the Wapping explosion was brought to the Committee’s attention and it took explosions ‘in manufactories and other works’ into consideration. The Committee reported on 24th June 1817 and made recommendations which, although they did not lead to legislation and were primarily concerned with marine boilers, were the first rules for the regulation of the use of steam boilers ever brought before Parliament. Some idea of the size of the problem that was accumulating can be gained from the fact that in 1870/1871 there were estimated to be 100,000 boilers in operation in the United Kingdom excluding domestic, locomotive and marine installations.
By 1850 the industrial heartland of England from Cheshire across to the West Riding of Yorkshire had the biggest concentration of steam boilers in the world and coroners found themselves conducting inquests investigating boiler explosions. It was attendance at these inquests as expert witness by Sir William Fairbairn that eventually triggered action to reduce the chance of accidents because Fairbairn’s consistent recommendation was that a system of boiler inspection was required to ensure adequate maintenance and safe working of land boilers. In 1854 he was consulting with Henry Houldsworth and Sir Joseph Whitworth in Manchester with a view to forming a scientific association to conduct experiments on boilers and engines, investigate explosions and inspect boilers.
On the 9th of September 1854 there was a boiler explosion at Bridgefield Mill in Rochdale which killed ten people. The inquest found that the accident was due to neglect in that one safety valve was inoperative and the other had been over-weighted to ‘stop the boiler blowing off’ (This inquest recorded the death of Ann Scott and nine others). This triggered public reaction, the Manchester Guardian weighed into the fray on September 16th with an editorial and the upshot was the formation by Fairbairn and others of the Manchester Steam Users Association on the 19th September.
The new association did much useful work in terms of experiments on boilers and raising public awareness but took a long time to really get into its stride as an inspecting and insuring body. In evidence given to the Select Committee on Boiler Explosions of 1870, William McNaught, a prominent engineer in Rochdale, stated that it was his impression that Sir William Fairbairn’s main interest was to be seen to be doing something, even if it was short of full insurance, in order to ‘prevent government interference’. This inactivity resulted in a vacuum which was partially filled in 1858 when on June the 8th a group of men met in the office of Jonathan Cox who had an agency for the Medical, Invalid and General Life Insurance Company and started the process which led to a new company, The Steam Boiler Assurance Company. This company was the first in the world to start an efficient inspecting and insuring regime devoted entirely to steam boilers. The company prospered and carried on under various names following takeover and reorganisation and for many years traded as the Vulcan Boiler and General Insurance Company Limited. I believe it is now incorporated in the Royal Sun Alliance grouping. It was a success and this led to the formation of rival companies, one of which in 1864 was the National Boiler Insurance Company
This brief outline of the birth of steam boiler insurance is culled entirely from two rare books. The Manchester Steam Users’ Association published ‘A sketch of the foundation and past fifty years activity’ on the occasion of their jubilee in 1905 and a very good history of the Vulcan Insurance Company was written by W H Chaloner and published privately in 1959. Chaloner acknowledges that one of his major sources was the 1905 Sketch. These are the best sources I know on this subject and there is much more of interest if you care to go and do some digging.
The two major consequences of this series of events and the formation of the inspecting and insuring companies were first, that they employed competent engineers for the boiler surveying and trusted them completely. Second, they accepted the entire responsibility for the risk. Government legislation followed the insurance companies lead in developing standards and enforcing them. This framework is still in place and I think has much to recommend it in other fields. In effect, Fairbairn attained his objective.
As they were carrying the risk, the insurance companies were always open to suggestions or new inventions that made boilers safer. Steve Cooper of NABIC’s technical department tells me that in 1863 a London engineer called John Smith patented a fusible plug for boilers and the National Boiler Insurance Company bought the rights to the new device in 1864 for £2,000, used it as the foundation of the new firm and started manufacturing it on their own account. This was the formation of NABIC, a company which is still in business manufacturing fusible plugs and other steam boiler accessories. Through NABIC the insurers supplied their customers with the new device and offered them a 10% reduction in premiums if they fitted them. Fitment of the fusible plugs rapidly became universal as they were obviously so effective. All the other companies followed the National’s lead and recommended their customers to go to NABIC for their requirements. Eventually firms like Hopkinson’s at Huddersfield started manufacture of fusible plugs but the industry standard was always NABIC. The last plugs I bought were from them.
A NABIC 2" fusible plug for a Lancashire boiler.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Right, I think we’ve nailed insurance and fusible plugs down now. Let’s apply what we’ve learned to the ‘fusible plug theory’ as applied to the Plug Riots. There is a possible trap here, we’ve proved to our satisfaction that the fusible plug as we know it today was patented in 1863 but this doesn’t mean that there were no fusible plugs before that date. Farey’s ‘Treatise on the Steam Engine’ Vol I, 1827, and the unfinished Vol II of 1851 have no reference to fusible plugs. In ‘The Steam Engine’ by John Bourne, published in 1876, page 216, there are two paragraphs on the subject. In the first he refers to plugs of fusible metal based on mercury but says that ‘though ingenious, (it) has not been found of any utility in practice’. In the second paragraph he refers to lead rivets being inserted in the crowns of locomotive fire boxes and some others. He says that ‘the plug is most conveniently inserted into a brass nipple tapped into the boiler and it will thus be melted out before the water falls so low as to occasion injury’. Essentially, this was the basis of Smith’s patent in 1878. So if we’re talking about a technology as simple as a lead rivet in the crown of the boiler it is quite possible that such a device was known and used in the early 19th century. The problem here of course is that we do not know, we have no evidence. However, there is a much stronger argument against the theory that the ‘plug’ that gave it’s name to the Plug Riots was a fusible plug.
In 1842 there were no two flued or Lancashire boilers, William Fairbairn didn’t take the patent out for it until 1844. There were single flued shell boilers and Cornish boilers but these were quite rare as they were new technology so most of the boilers attacked by the plug drawers would be wagon, haystack or cylindrical boilers which had one thing in common, they didn’t have an internal flue and it is very doubtful if any of these were ever fitted with a fusible plug. So the fusible plug wasn’t there to draw.
The other flaw with the fusible plug theory is the clincher. Fusible plugs are fitted in the water space of the boiler, screwed into the crown of the fire tube over the fire from the inside the water space. They were usually made of gunmetal with a fusible insert made of lead that melted at 330 degrees C. The action of the plug was that as long as it was immersed in water the temperature remained low and the plug intact. If the water level became dangerously low there was a danger of the metal of the flue becoming red hot, losing its strength and either bulging in or rupturing. However, before this condition was reached the plug was exposed, the fusible insert melted and water and steam rushed out into the furnace. This dampened or extinguished the fire and alerted the boiler attendant.
It will be seen from this description that in order to ‘draw’ or remove this plug the boiler would have to be blown down through the blow-off cock at the lowest point to get rid of the water, the manhole in the boiler top opened, the boiler cooled down enough to allow entry and then the plug removed. However, these plugs were scaled up and even removal from a cold boiler can be a problem. So even if a fusible plug existed it was too big a job to take it out. Besides, there was no need, there was another ‘plug’ that existed on all boilers which was easily accessible and once removed disabled the boiler.
Every boiler had a blow-down valve at its lowest point. It was used to empty the boiler for maintenance but even more importantly it was a useful way of getting sediment and scale out of the boiler when it had settled in the bottom during the night when the boiler was at rest. All boiler water contains solids which separate out in the course of what is in effect a distillation process inside the vessel. For this reason the cock was always easily accessible, either mounted on the front face of the boiler or on a swan neck connection from the front of the shell. In the early days of boilers, all the valves were ‘plug cocks’. Even when improved valves became available, plug cocks were retained for blow down because of their simplicity and reliability until improved valves were available from about 1890 onwards.
There is a body connected at each side to the pipework it controls. A perfectly fitted tapered plug fills the hole in the body and has a hole, the same diameter as the pipework, drilled through it. It is retained by a plate on top of the plug held down by simple set screws. When the plug is positioned so that this hole is in line with the pipes the liquid can flow. If the plug is turned 90 degrees using the square on top of the plug the hole in it has no connection with the pipework and the flow is stopped. In the older valves the plug was cone shaped so that it could be ground into the body from time to time to maintain a good seal. The only seal in this type of valve is the quality of the fit between the plug and the body. This means that every cock had its unique size and shape and the plugs were not interchangeable.
I think you may have realised where I am going with this argument. All the plug drawers had to do to stop the mill was draw the fires, open the blow down cock to empty the boiler and then when the flow had stopped and the steam abated, undo a couple of set screws, withdraw the plug from the cock and take it away or hide it. This was quick and safe and I should say would take about twenty minutes to half an hour depending on the size and condition of the boiler. The boiler was then useless and if the plug was taken away by the mob it was quite a complicated task to machine a new plug and grind it to a mating fit with the body. It would be easier to simply fit a new cock.
So there you have my version of the origin of the name ‘plug drawer’. I am certain that this was the way boilers were disabled. This is based on many years of practical experience and research into the much neglected field of steam boilers. The thing that interests me about this explanation of the methods of the Plug Drawers is that we can draw some conclusions about their aims and objectives. From the evidence I have seen, the mobs of plug drawers relied on the intimidatory affect of a large body of people carrying clubs and other weapons and stopping factories working by emptying the dams and disabling the boilers by drawing the plugs from the blow down cocks and possibly stealing them. (I favour stealing because, being made of gunmetal usually, they were readily weighed in for beer money.) The crucial difference between these activities and the earlier Luddite attacks was that the plug drawers were not destructive, simply obstructive. I think this is important and gives some clues to their thinking.
These were very sophisticated attacks clearly designed by people with technical knowledge to make their point by temporary stoppage of works and not long term destruction. In this way they minimised the impact of loss of wages on the workers. I have read a contemporary account where the leader of the plug drawers persuaded his followers not to empty the mill dam at one factory because it would mean the works would be stopped for many days while it filled up again. He had evidently realised that the mill had a bad water supply and the possible consequences. These were people whose aim was to shake the employers out of their lethargy without destroying their supporter’s livelihood. In effect a lightning strike that didn’t depend on organised labour. I am very wary of interpretations that describe these activities in terms of a nascent ‘general strike’. 1842 was a bad enough time for the workers without adding the burden of wholesale loss of work. I think we are dealing with intelligent, practical people who knew they hadn’t got the organisation necessary to do this even if they decided it was a good course to pursue. No, the Plug Drawers knew the perfect way to stop a steam mill with no danger and without causing any damage. If someone were to ask me now what was the safest way to disable a steam driven factory I would come up with the same technique, empty the boiler and drain the condensing pond. It was a brilliant strategy.
There was an example of pure Luddite behaviour in Barnoldswick in 1895. In the LTP transcript 78/AB/05, page 1, Billy Brooks talked about Bradley Brothers of Monkroyd Shed at Butts Mill having warps slashed. This was a simple but very effective way of causing partial destruction in a weaving shed. Properly done, warp stabbing or slashing costs the manufacturer time and money but does not totally destroy the warp. I see this as a half way house between outright machine breaking and simple withdrawal of labour. One last thought about the memory span. During the 1932 strikes in Barnoldswick brought about by low wages and the threats from the introduction of the ‘More Looms System’, police were stationed in the engine houses of some mills to protect the plant and boilers. In the case of Long Ing Shed they slept there for almost two years. Some echoes of the plug drawers still lingered in the corporate and governmental mind but in the event there was no trouble, nobody attacked the steam engines or boilers. Things had changed, organisation of labour under the union system was seen to be sufficient, the workers had come of age.
In 1842 there were no two flued or Lancashire boilers, William Fairbairn didn’t take the patent out for it until 1844. There were single flued shell boilers and Cornish boilers but these were quite rare as they were new technology so most of the boilers attacked by the plug drawers would be wagon, haystack or cylindrical boilers which had one thing in common, they didn’t have an internal flue and it is very doubtful if any of these were ever fitted with a fusible plug. So the fusible plug wasn’t there to draw.
The other flaw with the fusible plug theory is the clincher. Fusible plugs are fitted in the water space of the boiler, screwed into the crown of the fire tube over the fire from the inside the water space. They were usually made of gunmetal with a fusible insert made of lead that melted at 330 degrees C. The action of the plug was that as long as it was immersed in water the temperature remained low and the plug intact. If the water level became dangerously low there was a danger of the metal of the flue becoming red hot, losing its strength and either bulging in or rupturing. However, before this condition was reached the plug was exposed, the fusible insert melted and water and steam rushed out into the furnace. This dampened or extinguished the fire and alerted the boiler attendant.
It will be seen from this description that in order to ‘draw’ or remove this plug the boiler would have to be blown down through the blow-off cock at the lowest point to get rid of the water, the manhole in the boiler top opened, the boiler cooled down enough to allow entry and then the plug removed. However, these plugs were scaled up and even removal from a cold boiler can be a problem. So even if a fusible plug existed it was too big a job to take it out. Besides, there was no need, there was another ‘plug’ that existed on all boilers which was easily accessible and once removed disabled the boiler.
Every boiler had a blow-down valve at its lowest point. It was used to empty the boiler for maintenance but even more importantly it was a useful way of getting sediment and scale out of the boiler when it had settled in the bottom during the night when the boiler was at rest. All boiler water contains solids which separate out in the course of what is in effect a distillation process inside the vessel. For this reason the cock was always easily accessible, either mounted on the front face of the boiler or on a swan neck connection from the front of the shell. In the early days of boilers, all the valves were ‘plug cocks’. Even when improved valves became available, plug cocks were retained for blow down because of their simplicity and reliability until improved valves were available from about 1890 onwards.
There is a body connected at each side to the pipework it controls. A perfectly fitted tapered plug fills the hole in the body and has a hole, the same diameter as the pipework, drilled through it. It is retained by a plate on top of the plug held down by simple set screws. When the plug is positioned so that this hole is in line with the pipes the liquid can flow. If the plug is turned 90 degrees using the square on top of the plug the hole in it has no connection with the pipework and the flow is stopped. In the older valves the plug was cone shaped so that it could be ground into the body from time to time to maintain a good seal. The only seal in this type of valve is the quality of the fit between the plug and the body. This means that every cock had its unique size and shape and the plugs were not interchangeable.
I think you may have realised where I am going with this argument. All the plug drawers had to do to stop the mill was draw the fires, open the blow down cock to empty the boiler and then when the flow had stopped and the steam abated, undo a couple of set screws, withdraw the plug from the cock and take it away or hide it. This was quick and safe and I should say would take about twenty minutes to half an hour depending on the size and condition of the boiler. The boiler was then useless and if the plug was taken away by the mob it was quite a complicated task to machine a new plug and grind it to a mating fit with the body. It would be easier to simply fit a new cock.
So there you have my version of the origin of the name ‘plug drawer’. I am certain that this was the way boilers were disabled. This is based on many years of practical experience and research into the much neglected field of steam boilers. The thing that interests me about this explanation of the methods of the Plug Drawers is that we can draw some conclusions about their aims and objectives. From the evidence I have seen, the mobs of plug drawers relied on the intimidatory affect of a large body of people carrying clubs and other weapons and stopping factories working by emptying the dams and disabling the boilers by drawing the plugs from the blow down cocks and possibly stealing them. (I favour stealing because, being made of gunmetal usually, they were readily weighed in for beer money.) The crucial difference between these activities and the earlier Luddite attacks was that the plug drawers were not destructive, simply obstructive. I think this is important and gives some clues to their thinking.
These were very sophisticated attacks clearly designed by people with technical knowledge to make their point by temporary stoppage of works and not long term destruction. In this way they minimised the impact of loss of wages on the workers. I have read a contemporary account where the leader of the plug drawers persuaded his followers not to empty the mill dam at one factory because it would mean the works would be stopped for many days while it filled up again. He had evidently realised that the mill had a bad water supply and the possible consequences. These were people whose aim was to shake the employers out of their lethargy without destroying their supporter’s livelihood. In effect a lightning strike that didn’t depend on organised labour. I am very wary of interpretations that describe these activities in terms of a nascent ‘general strike’. 1842 was a bad enough time for the workers without adding the burden of wholesale loss of work. I think we are dealing with intelligent, practical people who knew they hadn’t got the organisation necessary to do this even if they decided it was a good course to pursue. No, the Plug Drawers knew the perfect way to stop a steam mill with no danger and without causing any damage. If someone were to ask me now what was the safest way to disable a steam driven factory I would come up with the same technique, empty the boiler and drain the condensing pond. It was a brilliant strategy.
There was an example of pure Luddite behaviour in Barnoldswick in 1895. In the LTP transcript 78/AB/05, page 1, Billy Brooks talked about Bradley Brothers of Monkroyd Shed at Butts Mill having warps slashed. This was a simple but very effective way of causing partial destruction in a weaving shed. Properly done, warp stabbing or slashing costs the manufacturer time and money but does not totally destroy the warp. I see this as a half way house between outright machine breaking and simple withdrawal of labour. One last thought about the memory span. During the 1932 strikes in Barnoldswick brought about by low wages and the threats from the introduction of the ‘More Looms System’, police were stationed in the engine houses of some mills to protect the plant and boilers. In the case of Long Ing Shed they slept there for almost two years. Some echoes of the plug drawers still lingered in the corporate and governmental mind but in the event there was no trouble, nobody attacked the steam engines or boilers. Things had changed, organisation of labour under the union system was seen to be sufficient, the workers had come of age.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Thanks for your patience, let’s go back to Butts Mill in Barlick in 1862 armed with a bit more knowledge than we had before. Atkinson seems to be under the impression that the new boilers had two flues, that they were Lancashire boilers. He was a tailor by trade and I think he made an incorrect assumption. Ryley’s description of the weight of the boiler being fourteen and a half tons isn’t heavy enough for a Lancashire boiler, even a small one would weigh twenty to twenty five tons. Newton Pickles told me he once had a conversation with Peter Bilborough who was chief engineer for Bracewell in 1885 but left the trade to become a coal merchant. Pete told Newton that in Billycock’s day they had nine single flue boilers (Cornish boilers) at Wellhouse and they were burning Ingleton coal. He said that Billycock went into the boiler house one day and found one of his firebeaters sitting down. He told him “I pay you for shovelling, get shovelling!” even though it was not needed. These boilers were installed in 1854 when the mill was built and it seems to me that if he was using the same type of boiler at Butts this fits in with the weight quoted by Richard Ryley.
In his history of Barlick Jack Savage says that when Butts was built in 1846 there was a spinning mill and 400 looms. Geoff Shackleton says that the spinning mill was driven by a large double beam engine similar to the engines at Wellhouse Mill and Victoria Mill in Earby. A separate double tandem engine ran the weaving shed. The original pan boilers would only be safe up to pressures of 40psi if well maintained so it’s not surprising they needed two engines because the number of looms was 634 in 1860. Geoff also gives the boiler pressure as 70psi and this would be feasible after re-boilering in 1862. In 1873 an advertisement in the Burnley Advertiser dated the 25th of May offered a ‘McNaughted beam engine’ for sale at Butts mill. It may be that the extra power available from the weaving shed engine because of the rise in boiler pressure made the spinning mill engine redundant. In 1875 William Bracewell’s Burnley works supplied Butts with a 150hp McNaught compound to drive a pair of diagonal water pumps, this would take even more load off the main engine.
After Billycock died in 1885 and the Craven Bank sale of 1887 Butts mill remained unsold and had a chequered career with few tenants in until in 1890 it was bought by the newly formed Butts Mill Company for £6,000 who demolished the spinning section, built a weaving shed on the remains and erected a new shed at the rear. They had 1,600 looms and by 1899 they replaced the old engine(s) with a second hand 1,000hp horizontal cross compound engine made by John Musgrave and Son of Bolton in 1884. They must have re-boilered at the same time because this engine ran on 140psi. The engine was very large for its power and ran at a very slow speed, only 36rpm. Johnny and Newton had the same opinion of it, it was big, numb and a wastrel. The Calf Hall Shed Company bought Butts mill in 1903 and from then on it became one of Brown’s engines and after 1908, Johnny’s.
In 1919 the Calf Hall Shed Company decided to re-boiler Butts and on the 5th of February 1919 accepted the tender of Yates and Thom of Blackburn, £1,337 for a Lancashire boiler 30ft X 8ft 6”, 160psi with Hopkinson fittings with the option of purchasing another boiler on the same terms within a reasonable period. At the same time the board accepted the tender of E Green of Wakefield for a set of economisers with 288 pipes for £818. Leach’s tender for one mechanical stoker at £75 accepted.
In 1921 Geoff Shackleton reports that Burnley Ironworks supplied and fitted a new high pressure cylinder and re-arranged the steam arrangements. The Calf Hall Shed Company minute books record that on the 25th of April 1921 Mr Walter Metcalfe of the Burnley Ironworks Company attended the board meeting and reported that the crack in the high pressure cylinder was serious. His quotation for a new cylinder and steam arrangements was accepted at £706. This was almost certainly a consequence of raising the steam pressure. Newton said that a constant job all the time Brown’s and Johnny had the engine was attending to the gear drive, it was always coming loose. Newton said it was badly designed and made and couldn’t be put right without major alterations to the flywheel which were never sanctioned.
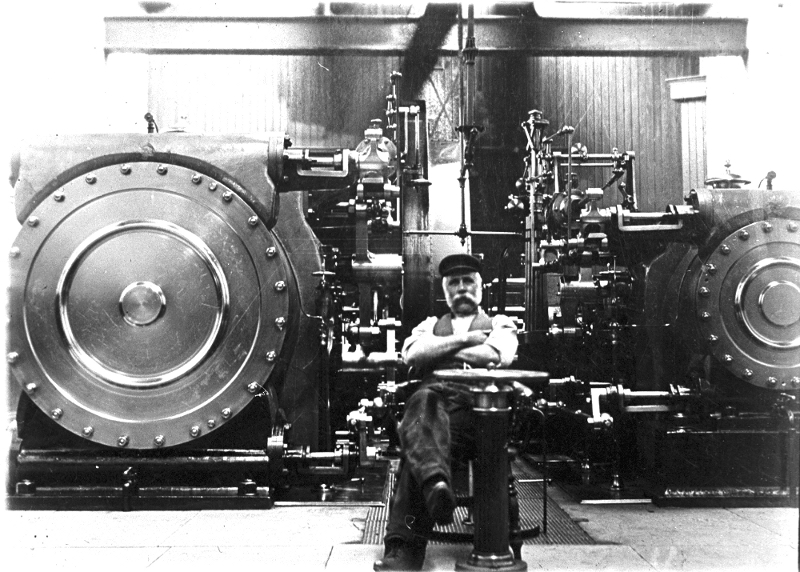
Albert Hoggarth with his Musgrave engine. Note that both the Low and High pressure cylinder lids are identical so it was the original HP cylinder.
In his history of Barlick Jack Savage says that when Butts was built in 1846 there was a spinning mill and 400 looms. Geoff Shackleton says that the spinning mill was driven by a large double beam engine similar to the engines at Wellhouse Mill and Victoria Mill in Earby. A separate double tandem engine ran the weaving shed. The original pan boilers would only be safe up to pressures of 40psi if well maintained so it’s not surprising they needed two engines because the number of looms was 634 in 1860. Geoff also gives the boiler pressure as 70psi and this would be feasible after re-boilering in 1862. In 1873 an advertisement in the Burnley Advertiser dated the 25th of May offered a ‘McNaughted beam engine’ for sale at Butts mill. It may be that the extra power available from the weaving shed engine because of the rise in boiler pressure made the spinning mill engine redundant. In 1875 William Bracewell’s Burnley works supplied Butts with a 150hp McNaught compound to drive a pair of diagonal water pumps, this would take even more load off the main engine.
After Billycock died in 1885 and the Craven Bank sale of 1887 Butts mill remained unsold and had a chequered career with few tenants in until in 1890 it was bought by the newly formed Butts Mill Company for £6,000 who demolished the spinning section, built a weaving shed on the remains and erected a new shed at the rear. They had 1,600 looms and by 1899 they replaced the old engine(s) with a second hand 1,000hp horizontal cross compound engine made by John Musgrave and Son of Bolton in 1884. They must have re-boilered at the same time because this engine ran on 140psi. The engine was very large for its power and ran at a very slow speed, only 36rpm. Johnny and Newton had the same opinion of it, it was big, numb and a wastrel. The Calf Hall Shed Company bought Butts mill in 1903 and from then on it became one of Brown’s engines and after 1908, Johnny’s.
In 1919 the Calf Hall Shed Company decided to re-boiler Butts and on the 5th of February 1919 accepted the tender of Yates and Thom of Blackburn, £1,337 for a Lancashire boiler 30ft X 8ft 6”, 160psi with Hopkinson fittings with the option of purchasing another boiler on the same terms within a reasonable period. At the same time the board accepted the tender of E Green of Wakefield for a set of economisers with 288 pipes for £818. Leach’s tender for one mechanical stoker at £75 accepted.
In 1921 Geoff Shackleton reports that Burnley Ironworks supplied and fitted a new high pressure cylinder and re-arranged the steam arrangements. The Calf Hall Shed Company minute books record that on the 25th of April 1921 Mr Walter Metcalfe of the Burnley Ironworks Company attended the board meeting and reported that the crack in the high pressure cylinder was serious. His quotation for a new cylinder and steam arrangements was accepted at £706. This was almost certainly a consequence of raising the steam pressure. Newton said that a constant job all the time Brown’s and Johnny had the engine was attending to the gear drive, it was always coming loose. Newton said it was badly designed and made and couldn’t be put right without major alterations to the flywheel which were never sanctioned.
Albert Hoggarth with his Musgrave engine. Note that both the Low and High pressure cylinder lids are identical so it was the original HP cylinder.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
The next big job that Browns had on the Butts engine was one we have already noted when we were looking at the beginning of Havre Park Foundry. Butts engine broke down on the 1st of August 1923 when Charlie Watson the new engineer got water in the LP cylinder and split the piston. Newton said that in later years a regular job on the engine was replacing the packing on the back cover of the cylinder. They used to use a piece of three quarter inch lead pipe flattened out and soldered together to make a circular packing which they found lasted longer. He said he could walk in the bore of the cylinder without bending his head. He reckoned it was about 60” diameter. Geoff Shackleton quotes c.56” so I think we can be certain that at 5ft bore and 6ft stroke it was a big cylinder. The casting for the new piston weighed about 2 tons. We have a picture of the piston being installed and it is a fair lump.
Newton told me about one of the ‘small’ jobs they had on the Butts engine. “We used to go up to the air pump periodically and tighten the delivery plate up and believe me or believe me not you could have taken a two wheeled cart and a little donkey round that air pump! Six of us could get on top without any bother (On top of the delivery plate.) even with the trunk in the middle. It were a trunk air pump, the connecting rod came down from ‘L’ legs (A bell crank.) into a trunk and it worked in a gudgeon pin at the bottom. Like in a motor car but wrong side up and that were twenty inches in diameter and we were putting it back one Saturday night and we dropped one of the bolts off the bearings at top, it were a marine end at t’top. (One piece forged end with large slot cut in for brasses and adjusting wedges which were located by a large bolt right through the forging and the wedge.) The bolt dropped down inside the trunk and none of us could get at it. Walt Fisher’s father were there and I were only a lad and he said come on let’s go to the shop. He wound a coil on to a brass bobbin and took a six volt battery off the gas engine. I didn’t know what he were on with but seemingly it were a magnet when he coupled the terminals of the battery on to it and he got hold of the bolt and brought it out with it. An ordinary horseshoe magnet wouldn’t have brought it out because it were too heavy. He made this magnet out of two bobbins, it would be wouldn’t it, and when he put the juice on he’d magnetise the centre pieces and up it came. We heard it click on and hoisted it up on a bit of rope. Middle of the night on Saturday. He were a blooming hero, it were all going to be to take out again and tip it on its side to get the bolt out which were about an inch and a half diameter bolt. It were big stuff on that engine, it were that, big stuff.”
Butts Mill closed down due to bad trade after 1932 and in 1940 the engine was scrapped by James Dixon of Burnley. The last job that Brown and Pickles did at Butts was to remove the Yates boiler and reinstall it at Calf Hall shed. Newton described it as being 180psi but might have been wrong. Mind you, he wasn’t often wrong and the explanation may be that even though it was installed to run at 160psi it could well have been a heavier boiler and accepted by the insurance company for a higher pressure at Calf Hall. I saw two Lancashire boilers at the Lucas Battery Works near Manchester in the 1980s which were manufactured to run at 200psi but were installed for 40psi heating duties. These could have been moved and re-tested to the higher pressure if required subject to a satisfactory survey.
The overall impression I get of the engine at Butts is that it was a bad engine. I think it’s significant that wherever it was first used in 1884 it had been sold less than 15 years later. It was a very old-fashioned design, long stroke and slow speed, typical of an engine designed for low pressures. It’s significant that the high pressure cylinder cracked when it was put on higher pressure and had to be replaced. Johnny always said it was a wastrel and from what can be deduced from the minutes of the Calf Hall Shed Company it was the most inefficient engine they had. This probably contributed to its early demise. We shall come across another inappropriate engine when we look at Clough Mill.
I have only detailed the major jobs at Butts. Don’t forget that there was a constant trickle of minor jobs. I know that at one time the company had problems with boiler scale at Butts and brought Johnny in to advise them. They had three quarters of an inch of scale in the boilers and Johnny advised them to use proper boiler treatment instead of straight soda ash and this cured the problem. Brown and Pickles were a one-stop shop for anything mechanical, they were experts and this was one what enabled them to survive long after the industry they grew up in vanished.
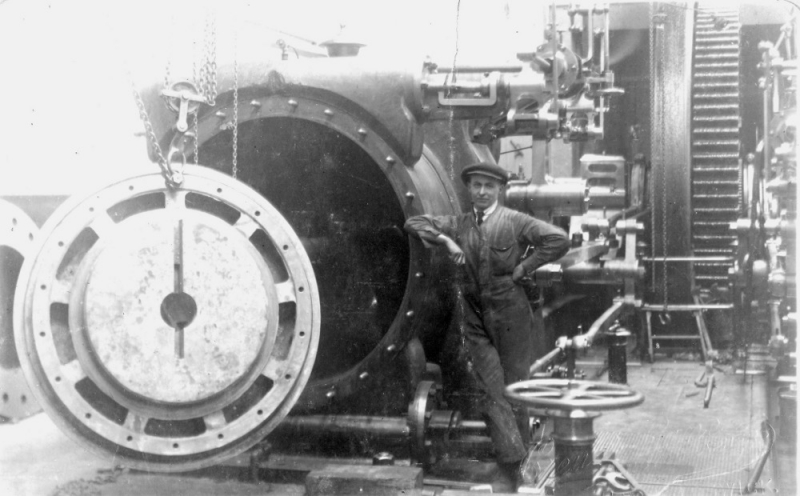
The new piston for the low pressure cylinder in 1923.
[SCG note. If you search the site for the Calf Hall Shed Company Minute Books and take the trouble to trawl through them you'll find plenty more about Butts Mill and particularly the flywheel and gearing which was a constant source of trouble.]
Newton told me about one of the ‘small’ jobs they had on the Butts engine. “We used to go up to the air pump periodically and tighten the delivery plate up and believe me or believe me not you could have taken a two wheeled cart and a little donkey round that air pump! Six of us could get on top without any bother (On top of the delivery plate.) even with the trunk in the middle. It were a trunk air pump, the connecting rod came down from ‘L’ legs (A bell crank.) into a trunk and it worked in a gudgeon pin at the bottom. Like in a motor car but wrong side up and that were twenty inches in diameter and we were putting it back one Saturday night and we dropped one of the bolts off the bearings at top, it were a marine end at t’top. (One piece forged end with large slot cut in for brasses and adjusting wedges which were located by a large bolt right through the forging and the wedge.) The bolt dropped down inside the trunk and none of us could get at it. Walt Fisher’s father were there and I were only a lad and he said come on let’s go to the shop. He wound a coil on to a brass bobbin and took a six volt battery off the gas engine. I didn’t know what he were on with but seemingly it were a magnet when he coupled the terminals of the battery on to it and he got hold of the bolt and brought it out with it. An ordinary horseshoe magnet wouldn’t have brought it out because it were too heavy. He made this magnet out of two bobbins, it would be wouldn’t it, and when he put the juice on he’d magnetise the centre pieces and up it came. We heard it click on and hoisted it up on a bit of rope. Middle of the night on Saturday. He were a blooming hero, it were all going to be to take out again and tip it on its side to get the bolt out which were about an inch and a half diameter bolt. It were big stuff on that engine, it were that, big stuff.”
Butts Mill closed down due to bad trade after 1932 and in 1940 the engine was scrapped by James Dixon of Burnley. The last job that Brown and Pickles did at Butts was to remove the Yates boiler and reinstall it at Calf Hall shed. Newton described it as being 180psi but might have been wrong. Mind you, he wasn’t often wrong and the explanation may be that even though it was installed to run at 160psi it could well have been a heavier boiler and accepted by the insurance company for a higher pressure at Calf Hall. I saw two Lancashire boilers at the Lucas Battery Works near Manchester in the 1980s which were manufactured to run at 200psi but were installed for 40psi heating duties. These could have been moved and re-tested to the higher pressure if required subject to a satisfactory survey.
The overall impression I get of the engine at Butts is that it was a bad engine. I think it’s significant that wherever it was first used in 1884 it had been sold less than 15 years later. It was a very old-fashioned design, long stroke and slow speed, typical of an engine designed for low pressures. It’s significant that the high pressure cylinder cracked when it was put on higher pressure and had to be replaced. Johnny always said it was a wastrel and from what can be deduced from the minutes of the Calf Hall Shed Company it was the most inefficient engine they had. This probably contributed to its early demise. We shall come across another inappropriate engine when we look at Clough Mill.
I have only detailed the major jobs at Butts. Don’t forget that there was a constant trickle of minor jobs. I know that at one time the company had problems with boiler scale at Butts and brought Johnny in to advise them. They had three quarters of an inch of scale in the boilers and Johnny advised them to use proper boiler treatment instead of straight soda ash and this cured the problem. Brown and Pickles were a one-stop shop for anything mechanical, they were experts and this was one what enabled them to survive long after the industry they grew up in vanished.
The new piston for the low pressure cylinder in 1923.
[SCG note. If you search the site for the Calf Hall Shed Company Minute Books and take the trouble to trawl through them you'll find plenty more about Butts Mill and particularly the flywheel and gearing which was a constant source of trouble.]
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 14: WELLHOUSE MILL
I don’t know whether this is good or bad news for you but this could be a long chapter. Apart from the close connection to the Brown and Pickles story because the firm was based in the Wellhouse shop, the mill is fascinating because it contained every aspect of the design and operation of textile mills in Barlick from the first build until the end of the industry.
William ‘Billycock’ Bracewell took a bold leap when he built Butts Mill on a restricted site in 1846/48 and undoubtedly learned a lot. In 1854/55 he built another mill, at first called New Mill but very soon known as Wellhouse. This was also a combined spinning and weaving operation. The spinning was in the main three storey building which also contained the boilers and engines, the weaving was in a single storey weaving shed adjoining. Walt Fisher once told me that the original Victoria Mill in Earby (1856) was almost a carbon copy of Wellhouse.
The most surprising thing about Wellhouse is that it was possibly the worst site in Barlick for a mill. It was on bottom land with a high water table, very silty and soft and not the ground one would choose for strong foundations, remember the problem Johnny Pickles had with the footings for the Havre Park foundry next door to Wellhouse? It was a brave man that built a sixty yard chimney on such ground apart from the rest of the buildings. There was another circumstance that puzzled people who knew about these things, there was no obvious supply of the water on the site to feed the condenser pond which made the engine efficient.
This isn’t the place to delve into all the history of water provision on the site but all my research points to the fact that Billycock had been preparing for this build by gaining control of the Butts Beck at the Corn Mill after 1850 and building a large land drain from Salterforth called the Bowker Drain at the same time. These strategies fitted in with his overall plan which seems to have been to disrupt his cousin’s water supply at Old Coates Mill. His aim was dominance and family connections weren’t going to be allowed to get in the way. The water supply was always a problem but by the time he started the mill he had sufficient to work the engines economically.
It was a big mill from the start, 88,000 spindles for spinning and over 700 looms in the weaving shed. He installed three McNaught type compound beam engines, probably all by Yates at Blackburn, one 1,250hp for spinning, another at 320hp for the weaving shed and a 150hp engine to drive the mechanic’s shop and probably the bobbin mill as well. They all ran at 38rpm on 70psi steam supplied by a bank of nine Cornish boilers (This from Peter Bilborough’s evidence as related to Newton Pickles but the 1887 sale document refers to eight high pressure steam boilers each 30ft by 7ft 6inches)
The mill ran with this configuration until 1887 when the Craven Bank took over the Bracewell assets to recoup the loans outstanding to them. It’s worth noting here that during my research into Billycock and the Bracewell interests in Barlick and Earby it became apparent that in many ways he was a man of straw. Everything he did was on borrowed money, he never even owned his own house. The final blow that broke the firm two years after his death was when his deceased son’s wife went to court to claim her husband’s share of the firm. Due to the fact that this had been calculated on a grossly exaggerated valuation some years before and that Billycock had avoided paying out by guaranteeing the sum out of his personal fortune, when the court decided in her favour it broke the firm. The bank put Wellhouse and Butts up for sale and eventually the Calf Hall Shed Company bought both of them. Wellhouse in March 1890 and Butts in 1903.
The Calf Hall Shed Company bought Wellhouse out of reserves topped up by a large loan from the Craven Bank. Mr Robinson, the manager of the bank at the time was a smart cookie and made it a condition of the sale that before handing the mill over the bank would scrap the engines and boilers, the Calf Hall company had to guarantee to replace them with modern plant. The intention was quite clear, to make sure that if the Calf Hall company defaulted on the loan the bank would have a saleable asset. The mill had a history of serious engine failures in 1885, all symptoms of an aging and overloaded plant.
We have some good evidence from the minutes of the Calf Hall company. 23/05/1890. Decided that the tender of the Burnley Ironworks Co for the engine at Wellhouse Mill be accepted according to the specification given for £1590. What isn’t made clear here is that this engine was one side of what was intended to be a double tandem of twice the power. There was one curious mistake made when it was installed, they put it on the left hand side of the engine house where it would be in the way of installing the other half. By 1894 Burnley Ironworks are tendering for the second half of the engine and this was successful. It was a modern design, Corliss valves, Metallic Packings on all cylinders and built for high pressure working which involved re-boilering for 135psi. Later on the engine was short of power and we find this in the Calf Hall company’s minutes; ‘At a meeting on 12th October 1927 Edward Wood recommended that the two cylinders on the old side of the engine at Wellhouse should be replaced with two larger and more modern cylinders to get more power and better economy’. Had he been taking advice from Johnny Pickles and Billy Watson the engineer? On 9th of November the company discussed a report dated 8th November 1927 from Burnley Ironworks who after inspecting the engine proposed two schemes: Scheme 1 was to convert the engine to cross compound on superheat steam. This entailed complete renewal of all steam pipes and valves, replacing the CI pipes with steel to withstand the superheat steam and altering the beds, mill to be stopped for three weeks. This would result in a saving of 10 tons of coal a week. It was felt that this was too expensive. Scheme 2. involved modernising the left hand side of the engine (the old side), going on to superheat and replacing all the CI pipes. This would involve a stoppage of 10 days and a saving of 9 tons a week. The cost would be about £2,400 and this was the option chosen. On 23rd of November 1927 Mr Metcalfe from Burnley Ironworks attended and in the end it was agreed that Burnley Ironworks take on the whole contract, providing all trades, at a price of £2,500. An entry in the Universal Metallic Packings order book dated 30th of November 1927 records an order from Burnley Ironworks for work to provide new and refurbished packings for the left hand engine. Newton Pickles said that the original pressure on the boilers was 120psi. It was put up to 135psi and Swansea superheaters installed when Burnley Ironworks put the new cylinders on. They put heavier piston rods in as well and Newton said the old side would indicate at 650hp after that. Newton said they should have re-boilered, gone to 160psi and put new cylinders on RH side as well. “It were a pair of tandems originally designed for 850hp but towards the latter end it was indicating at over 1,200hp and had been speeded up to 78rpm as well”. Remember this increase in power, it becomes important later on.
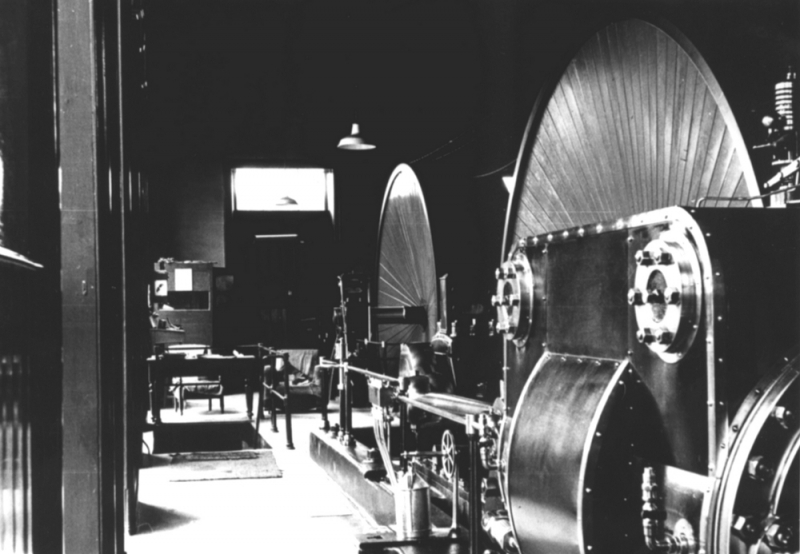
The Burnley Ironworks engine at Wellhouse.
I don’t know whether this is good or bad news for you but this could be a long chapter. Apart from the close connection to the Brown and Pickles story because the firm was based in the Wellhouse shop, the mill is fascinating because it contained every aspect of the design and operation of textile mills in Barlick from the first build until the end of the industry.
William ‘Billycock’ Bracewell took a bold leap when he built Butts Mill on a restricted site in 1846/48 and undoubtedly learned a lot. In 1854/55 he built another mill, at first called New Mill but very soon known as Wellhouse. This was also a combined spinning and weaving operation. The spinning was in the main three storey building which also contained the boilers and engines, the weaving was in a single storey weaving shed adjoining. Walt Fisher once told me that the original Victoria Mill in Earby (1856) was almost a carbon copy of Wellhouse.
The most surprising thing about Wellhouse is that it was possibly the worst site in Barlick for a mill. It was on bottom land with a high water table, very silty and soft and not the ground one would choose for strong foundations, remember the problem Johnny Pickles had with the footings for the Havre Park foundry next door to Wellhouse? It was a brave man that built a sixty yard chimney on such ground apart from the rest of the buildings. There was another circumstance that puzzled people who knew about these things, there was no obvious supply of the water on the site to feed the condenser pond which made the engine efficient.
This isn’t the place to delve into all the history of water provision on the site but all my research points to the fact that Billycock had been preparing for this build by gaining control of the Butts Beck at the Corn Mill after 1850 and building a large land drain from Salterforth called the Bowker Drain at the same time. These strategies fitted in with his overall plan which seems to have been to disrupt his cousin’s water supply at Old Coates Mill. His aim was dominance and family connections weren’t going to be allowed to get in the way. The water supply was always a problem but by the time he started the mill he had sufficient to work the engines economically.
It was a big mill from the start, 88,000 spindles for spinning and over 700 looms in the weaving shed. He installed three McNaught type compound beam engines, probably all by Yates at Blackburn, one 1,250hp for spinning, another at 320hp for the weaving shed and a 150hp engine to drive the mechanic’s shop and probably the bobbin mill as well. They all ran at 38rpm on 70psi steam supplied by a bank of nine Cornish boilers (This from Peter Bilborough’s evidence as related to Newton Pickles but the 1887 sale document refers to eight high pressure steam boilers each 30ft by 7ft 6inches)
The mill ran with this configuration until 1887 when the Craven Bank took over the Bracewell assets to recoup the loans outstanding to them. It’s worth noting here that during my research into Billycock and the Bracewell interests in Barlick and Earby it became apparent that in many ways he was a man of straw. Everything he did was on borrowed money, he never even owned his own house. The final blow that broke the firm two years after his death was when his deceased son’s wife went to court to claim her husband’s share of the firm. Due to the fact that this had been calculated on a grossly exaggerated valuation some years before and that Billycock had avoided paying out by guaranteeing the sum out of his personal fortune, when the court decided in her favour it broke the firm. The bank put Wellhouse and Butts up for sale and eventually the Calf Hall Shed Company bought both of them. Wellhouse in March 1890 and Butts in 1903.
The Calf Hall Shed Company bought Wellhouse out of reserves topped up by a large loan from the Craven Bank. Mr Robinson, the manager of the bank at the time was a smart cookie and made it a condition of the sale that before handing the mill over the bank would scrap the engines and boilers, the Calf Hall company had to guarantee to replace them with modern plant. The intention was quite clear, to make sure that if the Calf Hall company defaulted on the loan the bank would have a saleable asset. The mill had a history of serious engine failures in 1885, all symptoms of an aging and overloaded plant.
We have some good evidence from the minutes of the Calf Hall company. 23/05/1890. Decided that the tender of the Burnley Ironworks Co for the engine at Wellhouse Mill be accepted according to the specification given for £1590. What isn’t made clear here is that this engine was one side of what was intended to be a double tandem of twice the power. There was one curious mistake made when it was installed, they put it on the left hand side of the engine house where it would be in the way of installing the other half. By 1894 Burnley Ironworks are tendering for the second half of the engine and this was successful. It was a modern design, Corliss valves, Metallic Packings on all cylinders and built for high pressure working which involved re-boilering for 135psi. Later on the engine was short of power and we find this in the Calf Hall company’s minutes; ‘At a meeting on 12th October 1927 Edward Wood recommended that the two cylinders on the old side of the engine at Wellhouse should be replaced with two larger and more modern cylinders to get more power and better economy’. Had he been taking advice from Johnny Pickles and Billy Watson the engineer? On 9th of November the company discussed a report dated 8th November 1927 from Burnley Ironworks who after inspecting the engine proposed two schemes: Scheme 1 was to convert the engine to cross compound on superheat steam. This entailed complete renewal of all steam pipes and valves, replacing the CI pipes with steel to withstand the superheat steam and altering the beds, mill to be stopped for three weeks. This would result in a saving of 10 tons of coal a week. It was felt that this was too expensive. Scheme 2. involved modernising the left hand side of the engine (the old side), going on to superheat and replacing all the CI pipes. This would involve a stoppage of 10 days and a saving of 9 tons a week. The cost would be about £2,400 and this was the option chosen. On 23rd of November 1927 Mr Metcalfe from Burnley Ironworks attended and in the end it was agreed that Burnley Ironworks take on the whole contract, providing all trades, at a price of £2,500. An entry in the Universal Metallic Packings order book dated 30th of November 1927 records an order from Burnley Ironworks for work to provide new and refurbished packings for the left hand engine. Newton Pickles said that the original pressure on the boilers was 120psi. It was put up to 135psi and Swansea superheaters installed when Burnley Ironworks put the new cylinders on. They put heavier piston rods in as well and Newton said the old side would indicate at 650hp after that. Newton said they should have re-boilered, gone to 160psi and put new cylinders on RH side as well. “It were a pair of tandems originally designed for 850hp but towards the latter end it was indicating at over 1,200hp and had been speeded up to 78rpm as well”. Remember this increase in power, it becomes important later on.
The Burnley Ironworks engine at Wellhouse.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
There was another incident shortly after WW2, I think it was the late 1940s. [SCG note. See my later note with the image of the drive. Memory may have failed Walt and Newton.] A large alternator was installed driven off the lineshaft by a big ‘V’ rope drive. This contract was given to an outside firm and a mistake was made which resulted in a dead short when they first ran it. When the alternator was switched into the circuit it demanded so much power that the driving belts screamed and the engine almost came to a dead stop. Newton and Walt said that they had never seen an engine behave like that and this too becomes a factor in subsequent events.
The first mention we get of Henry Brown in connection with Wellhouse is ‘10/07/1895. Brown, mechanic, to be paid 30/- per week for mill hours.’ There was a lot of work going on in the mill and Henry is taking some of it on but on time rate and not contract. On 26/01/1898 ‘ Henry Brown’s tender for ironwork for coal shed at WH accepted at £28-3-6.’ This is the first record of him acting as a contractor. On 15/02/1899 the secretary of the Calf Hall company reported that ‘an offer has been received to take the Mechanic’s shop at a rent of £25 per annum.’ This isn’t Henry Brown, I think this is Sutcliffe taking the shop. He doesn’t appear to have done any significant work for the company beyond tidying the place up and scrapping some old stock and equipment. In October 1899 he was given the job of repairing a pump but reading between the lines I don’t think he performed very well.
A year later there is a significant entry in the minutes; ‘14/02/1900. Report from the Vulcan Insurance Company on the engine and shafting at Wellhouse Mill: The present load on the engine is 776ihp. The branch steam pipe from the high to the low pressure cylinder is damaged and that the general strength of the engine is below the strength of new engines but will suffice for a boiler pressure of 125psi. The top course of the engine foundation is not very steady in some places. The shafting throughout is deficient in strength. The additional load of 100 to 150ihp will increase the shear load in the shafts greater than the proportional increase in load. The present load is sufficient for two boilers. A new boiler should be purchased 8ft X 30ft and should be installed near to the existing boilers but brought forward to allow an increase in the number of economiser pipes to not less than 250/300 pipes (120 at present).’ There was going to be a lot of work needed at the mill and this may have governed what happened next.
On 28th of February 1900 Sutcliffe gives notice to quit the mechanic’s shop and it is obvious that an approach is made to Henry Brown immediately because by the end of March the rent has been agreed at ‘£25 per annum and £2 per inch for a belt broader than 4inches (he to buy new belts) and 9d. per hour for the donkey engine.’ This item about the belt and the donkey engine is an easy way for the company to charge Henry for power taken off the lineshaft and the donkey engine when the main engine is stopped. On the 19th of April we find Henry trying to get a ten year lease but the company refuses, however they give him five years and first refusal on another five years after that if the company don’t need the space. Henry Brown and Sons are now the secure tenants of the mechanic’s shop and from then on it is always described as the ‘Wellhouse Machine Works’ in formal correspondence.
We soon find Henry Brown accepting work from the Calf Hall company. 8/08/1900. Mr Brown to be instructed to examine the boilers at Calf Hall and Wellhouse, to supply dimensions and also to order four protection plates for Wellhouse. 3/07/1901. Mr Henry Brown asked to report how the extra power needed in Mr Moorhouse’s tape room can be transmitted. 10/09/1902. Henry Brown requested to fit a blow off valve at the cold end of the Wellhouse economisers. 17/12/1902. The broken teeth in the (gear) wheel in Windle’s shed to be pegged by Henry Brown. These jobs are the start of a long and profitable relationship between Browns and the company.
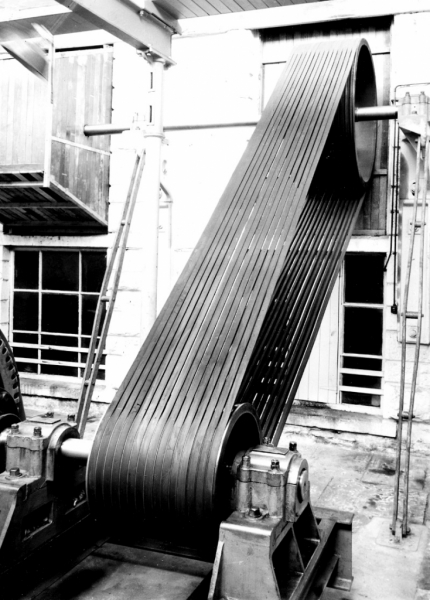
This was the drive from the second motion shaft to the 400Kva alternator installed in 1951 at Wellhouse Mill anticipating electrification of the shed. When it was first tested there was a dead short on the bus bars and the alternator burned out, stopping the engine dead. This was possibly the origin of the later flyshaft breakage. Walt Fisher told me in 2004 that two men came to the alternator and re-wound it in two days. The drive would be transmitting about 500 hp on full generating load.
The first mention we get of Henry Brown in connection with Wellhouse is ‘10/07/1895. Brown, mechanic, to be paid 30/- per week for mill hours.’ There was a lot of work going on in the mill and Henry is taking some of it on but on time rate and not contract. On 26/01/1898 ‘ Henry Brown’s tender for ironwork for coal shed at WH accepted at £28-3-6.’ This is the first record of him acting as a contractor. On 15/02/1899 the secretary of the Calf Hall company reported that ‘an offer has been received to take the Mechanic’s shop at a rent of £25 per annum.’ This isn’t Henry Brown, I think this is Sutcliffe taking the shop. He doesn’t appear to have done any significant work for the company beyond tidying the place up and scrapping some old stock and equipment. In October 1899 he was given the job of repairing a pump but reading between the lines I don’t think he performed very well.
A year later there is a significant entry in the minutes; ‘14/02/1900. Report from the Vulcan Insurance Company on the engine and shafting at Wellhouse Mill: The present load on the engine is 776ihp. The branch steam pipe from the high to the low pressure cylinder is damaged and that the general strength of the engine is below the strength of new engines but will suffice for a boiler pressure of 125psi. The top course of the engine foundation is not very steady in some places. The shafting throughout is deficient in strength. The additional load of 100 to 150ihp will increase the shear load in the shafts greater than the proportional increase in load. The present load is sufficient for two boilers. A new boiler should be purchased 8ft X 30ft and should be installed near to the existing boilers but brought forward to allow an increase in the number of economiser pipes to not less than 250/300 pipes (120 at present).’ There was going to be a lot of work needed at the mill and this may have governed what happened next.
On 28th of February 1900 Sutcliffe gives notice to quit the mechanic’s shop and it is obvious that an approach is made to Henry Brown immediately because by the end of March the rent has been agreed at ‘£25 per annum and £2 per inch for a belt broader than 4inches (he to buy new belts) and 9d. per hour for the donkey engine.’ This item about the belt and the donkey engine is an easy way for the company to charge Henry for power taken off the lineshaft and the donkey engine when the main engine is stopped. On the 19th of April we find Henry trying to get a ten year lease but the company refuses, however they give him five years and first refusal on another five years after that if the company don’t need the space. Henry Brown and Sons are now the secure tenants of the mechanic’s shop and from then on it is always described as the ‘Wellhouse Machine Works’ in formal correspondence.
We soon find Henry Brown accepting work from the Calf Hall company. 8/08/1900. Mr Brown to be instructed to examine the boilers at Calf Hall and Wellhouse, to supply dimensions and also to order four protection plates for Wellhouse. 3/07/1901. Mr Henry Brown asked to report how the extra power needed in Mr Moorhouse’s tape room can be transmitted. 10/09/1902. Henry Brown requested to fit a blow off valve at the cold end of the Wellhouse economisers. 17/12/1902. The broken teeth in the (gear) wheel in Windle’s shed to be pegged by Henry Brown. These jobs are the start of a long and profitable relationship between Browns and the company.
This was the drive from the second motion shaft to the 400Kva alternator installed in 1951 at Wellhouse Mill anticipating electrification of the shed. When it was first tested there was a dead short on the bus bars and the alternator burned out, stopping the engine dead. This was possibly the origin of the later flyshaft breakage. Walt Fisher told me in 2004 that two men came to the alternator and re-wound it in two days. The drive would be transmitting about 500 hp on full generating load.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Wellhouse Machine Works is where Johnny came in 1908 as foreman. Remember that he came straight from working at Burnley Ironworks and their men were regularly on the site. It must have been like a home from home. Mr Pickup and Mr Metcalfe would be regular visitors as well and the relationship between them and Johnny strengthened over the years. During the day you could always hear the engine running and if anything was amiss Johnny’s keen ear would soon get wind of it and he’d be on the job. It was accepted from the start in 1900 that Brown’s were the works engineers and maintenance team.
There is no mention in the minute books of Browns doing any really heavy repairs, Burnley Ironworks were the main contractors and William Roberts from Nelson did the occasional millwrighting job. Once the extra boiler was installed and the engine modified the engines plant ran relatively trouble free until the mill was shut down during the war, by which time Johnny was running the shop as his own business under the title of Henry Brown Sons and Pickles Limited. The first job they got after the war was re-starting the engine in November 1947.
It was always handy for the company having qualified engineers on the premises. Newton told me of an incident in 1932. We’ll let him tell the story. “Now, I got towards sixteen years old, I’d just gone sixteen and things didn’t half start moving, me mate Billy Watson that were the engineer at Wellhouse, his wife had died in childbirth. Now then me father says, we’re in a bit of a mess now Newton. Walter’s father had left us (Stanley Fisher), he’d gone to run the engine at Moss Shed. Me father said do you think you can manage this engine? He’d run it when Billy went home at dinnertime and he ran it all afternoon. I told him I thought so, I’d been there long enough so he put me on to it and I was there six weeks. I had 2,300 looms running off that engine, and I’d no trouble, I had a good fireman and an oiler. The fireman was Billy Wood. Later he became Bob Fort’s father in law. He knew how to run it really but he couldn’t run the engine and three boilers as well so I got the engine. One afternoon I got a bit clever with this job, I had grease lubricators on the crank pins. It were a Burnley Ironworks, a pair of tandems. We’d had a new engine at one side, it were put in in 1926, one side were modern and one side were Corliss valves on the high pressure but a slide valve on the low.
Anyhow, this afternoon, usual time, three o’clock and it were time to fill your crank pin lubricators with grease. You screwed them off and you had a grease tub and a spoon. Fill the lubricator, like butter, pat it on till it were full and then wound it back on with your hands, then you put your worm drive in which were a click and then you put your catch down which were worked with a ratchet to drive the grease through. I did the new side and went round to do the other side. All force of habit. I went down into the boiler house or else out into the yard and I thought that engine’s running slow. So I dash back upstairs and I had the new side crank pin stinking red hot, not warm, stinking red hot, it were fizzling like a chip shop. So I stopped the engine and thought I’m in trouble now. I thought well, I’ve watched the others and what they generally do is get a hose pipe and couple it on to a tap and lucky enough there was already some hose pipe coupled on a tap next to the main bearing. So I got one of them squirting away on to it and it was sizzling and cracking and banging and I was scared. In a minute or two I hear the engine house door open at the bottom of the steps and footsteps came up towards the crank pin from the bottom. I’m frigging away squirting away and I look round and see this hard hat come above the railings (Johnny always wore a bowler hat), I thought hello, me father’s here, I’ll get a bit of help now. He just looked round and said what’s up? I said I’ve a crank pin hot. Oh it is hot was all he said. I said It’s bleeding hot! Ah well he said, tha’s getten thiself into trouble, tha mun get thiself out of it. And that was all the help I got off Johnny. Well I thought, I’m in a right mess now aren’t I! I’d 200 weavers or more out in the yard waiting of the engine starting. But in a minute or two there’s another chap comes upstairs, it were Leonard Parkinson, I could hear him coming. Now then Newton, what’s to do? It’s crank pin hot Leonard. Well then, let’s slack it back a bit and get going. Leonard Parkinson were our foreman fitter after Stanley Fisher left. He were a nice chap were Leonard and he’d worked for me father since 1914.” I asked Newton whether his dad had sent Leonard across. “Of course he’d sent him, aye of course he’d sent him Stanley, he wouldn’t leave me like that with the blinking mill stopped. So we found some spanners and Len slackened it back. We slackened it back a bit and Len said “keep that water going Newton.” He stood over it while I got going, he were no engine driver but he could work on them. So I got started up and he stood over the crank pin and we worked through till closing.
We ran through while half past five and then Leonard says we’d better come back tonight and we’ll take those brasses out and refit them. So we came back after tea and we refitted the brasses. Len said he’d be in at seven o’clock in the morning. I started up at seven o’clock the morning after and it were stone cold, it were all right, we was on us way. I’d had me breakfast, I’d stopped from half past eight while nine and I’d got going again, I was stood over that crank pin, I never left it you know besides doing me other work. Me father landed in and said now then Newton, what happened yesterday? I said I didn’t know. He asked whether I’d left the catch out. I said I hadn’t, I knew I’d put it back in and the only thing I could think, they were big heavy catches, was that I’d flipped it over with me finger and it had hit the top of a ratchet wheel tooth, they were brass wheels about six inches in diameter, and it bounced off the corner of a tooth, acting as a spring. You know how a ratchet wheel goes to a feather edge, it must have hit the feather edge and bounced back and that’s all I could think. I knew jolly well I’d put it back in.
Johnny told me to lift it out and try it now. I did it and it bounced right out and dropped over again out of drive. That’s it says me dad, we’ll cure that this weekend. He got out his ruler and put his hat to the back of his head and measured the wheel. Just count the teeth, I don’t know how many there were, about 57 or 60 it doesn’t matter and off he went, a little pencil out and his book and he drew a catch and a wheel and off he went. We’ll remedy this at the weekend. On Saturday morning, down comes Dennis Pickles at half past nine to stop with me. Newton, get your breakfast and then come back. He were a good turner were Dennis, he were no relation, he were a lad that me father had started as an apprentice straight from school. He says we’re going to alter this, you’ll have no more bother with these catches. What they’d done they’d made two new catches, the wheels were half an inch wide and they’d made two catches a quarter of an inch wide, one were shorter by half a tooth pitch. Now when you filled your lubricator you put them both back and when you tripped them in if one caught the edge of a tooth the other one didn’t. That cured it, we never had any trouble again”.
There is no mention in the minute books of Browns doing any really heavy repairs, Burnley Ironworks were the main contractors and William Roberts from Nelson did the occasional millwrighting job. Once the extra boiler was installed and the engine modified the engines plant ran relatively trouble free until the mill was shut down during the war, by which time Johnny was running the shop as his own business under the title of Henry Brown Sons and Pickles Limited. The first job they got after the war was re-starting the engine in November 1947.
It was always handy for the company having qualified engineers on the premises. Newton told me of an incident in 1932. We’ll let him tell the story. “Now, I got towards sixteen years old, I’d just gone sixteen and things didn’t half start moving, me mate Billy Watson that were the engineer at Wellhouse, his wife had died in childbirth. Now then me father says, we’re in a bit of a mess now Newton. Walter’s father had left us (Stanley Fisher), he’d gone to run the engine at Moss Shed. Me father said do you think you can manage this engine? He’d run it when Billy went home at dinnertime and he ran it all afternoon. I told him I thought so, I’d been there long enough so he put me on to it and I was there six weeks. I had 2,300 looms running off that engine, and I’d no trouble, I had a good fireman and an oiler. The fireman was Billy Wood. Later he became Bob Fort’s father in law. He knew how to run it really but he couldn’t run the engine and three boilers as well so I got the engine. One afternoon I got a bit clever with this job, I had grease lubricators on the crank pins. It were a Burnley Ironworks, a pair of tandems. We’d had a new engine at one side, it were put in in 1926, one side were modern and one side were Corliss valves on the high pressure but a slide valve on the low.
Anyhow, this afternoon, usual time, three o’clock and it were time to fill your crank pin lubricators with grease. You screwed them off and you had a grease tub and a spoon. Fill the lubricator, like butter, pat it on till it were full and then wound it back on with your hands, then you put your worm drive in which were a click and then you put your catch down which were worked with a ratchet to drive the grease through. I did the new side and went round to do the other side. All force of habit. I went down into the boiler house or else out into the yard and I thought that engine’s running slow. So I dash back upstairs and I had the new side crank pin stinking red hot, not warm, stinking red hot, it were fizzling like a chip shop. So I stopped the engine and thought I’m in trouble now. I thought well, I’ve watched the others and what they generally do is get a hose pipe and couple it on to a tap and lucky enough there was already some hose pipe coupled on a tap next to the main bearing. So I got one of them squirting away on to it and it was sizzling and cracking and banging and I was scared. In a minute or two I hear the engine house door open at the bottom of the steps and footsteps came up towards the crank pin from the bottom. I’m frigging away squirting away and I look round and see this hard hat come above the railings (Johnny always wore a bowler hat), I thought hello, me father’s here, I’ll get a bit of help now. He just looked round and said what’s up? I said I’ve a crank pin hot. Oh it is hot was all he said. I said It’s bleeding hot! Ah well he said, tha’s getten thiself into trouble, tha mun get thiself out of it. And that was all the help I got off Johnny. Well I thought, I’m in a right mess now aren’t I! I’d 200 weavers or more out in the yard waiting of the engine starting. But in a minute or two there’s another chap comes upstairs, it were Leonard Parkinson, I could hear him coming. Now then Newton, what’s to do? It’s crank pin hot Leonard. Well then, let’s slack it back a bit and get going. Leonard Parkinson were our foreman fitter after Stanley Fisher left. He were a nice chap were Leonard and he’d worked for me father since 1914.” I asked Newton whether his dad had sent Leonard across. “Of course he’d sent him, aye of course he’d sent him Stanley, he wouldn’t leave me like that with the blinking mill stopped. So we found some spanners and Len slackened it back. We slackened it back a bit and Len said “keep that water going Newton.” He stood over it while I got going, he were no engine driver but he could work on them. So I got started up and he stood over the crank pin and we worked through till closing.
We ran through while half past five and then Leonard says we’d better come back tonight and we’ll take those brasses out and refit them. So we came back after tea and we refitted the brasses. Len said he’d be in at seven o’clock in the morning. I started up at seven o’clock the morning after and it were stone cold, it were all right, we was on us way. I’d had me breakfast, I’d stopped from half past eight while nine and I’d got going again, I was stood over that crank pin, I never left it you know besides doing me other work. Me father landed in and said now then Newton, what happened yesterday? I said I didn’t know. He asked whether I’d left the catch out. I said I hadn’t, I knew I’d put it back in and the only thing I could think, they were big heavy catches, was that I’d flipped it over with me finger and it had hit the top of a ratchet wheel tooth, they were brass wheels about six inches in diameter, and it bounced off the corner of a tooth, acting as a spring. You know how a ratchet wheel goes to a feather edge, it must have hit the feather edge and bounced back and that’s all I could think. I knew jolly well I’d put it back in.
Johnny told me to lift it out and try it now. I did it and it bounced right out and dropped over again out of drive. That’s it says me dad, we’ll cure that this weekend. He got out his ruler and put his hat to the back of his head and measured the wheel. Just count the teeth, I don’t know how many there were, about 57 or 60 it doesn’t matter and off he went, a little pencil out and his book and he drew a catch and a wheel and off he went. We’ll remedy this at the weekend. On Saturday morning, down comes Dennis Pickles at half past nine to stop with me. Newton, get your breakfast and then come back. He were a good turner were Dennis, he were no relation, he were a lad that me father had started as an apprentice straight from school. He says we’re going to alter this, you’ll have no more bother with these catches. What they’d done they’d made two new catches, the wheels were half an inch wide and they’d made two catches a quarter of an inch wide, one were shorter by half a tooth pitch. Now when you filled your lubricator you put them both back and when you tripped them in if one caught the edge of a tooth the other one didn’t. That cured it, we never had any trouble again”.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I mentioned that after the war Newton was given the job of re-starting the Wellhouse engine after it had been stopped for six years. Re-starting an engine like this is an interesting job and rather than relate Newton’s experience which was only a small segment of an interview because he hit very few problems I’ll tell you about starting Ellenroad when I had the job of re-commissioning it in 1985. Newton had been retired for four years but as soon as I told him what I was going to do he was like an old fire horse that had heard a bell ringing. Besides, Ellenroad was the biggest engine he ever got to play with…
When I tried to light the boiler at Ellenroad the chimney wouldn’t draw. In other words, there wasn’t enough natural draught on the flue to get hot gas drawn into the chimney and gain draught due to the difference in temperature between the flue gases in the chimney and the exterior air. Actually this isn’t quite accurate, the draught on a flue is the product of the difference in weight of the column of gas in the stack and the air outside. This difference in weight because the flue gas is hot reduces the pressure in the furnace to below the atmospheric pressure and it is this difference that drives air in to the furnace and supports combustion. The flue is under a disadvantage when you first start up with coal because the black smoke, loaded with carbon particles because of incomplete combustion, is heavier than clean air and so as it fills the stack you have to have quite a differential to lift it 70 yards to the top. It worsens as the smoke cools in the cold stack. Even the forced draught fans won’t lift it and so extraordinary measures have to be taken. In Newton’s words, “You have to larn the chimbley to smook!” To do this we opened a door in the main flue at the back of where the old economisers used to be and built a wood fire in there. After a few minutes you could feel the air being drawn into the chimney and the wood started to roar as it burned. At this point we shut the door, shovelled some more coal in the furnaces and we were away. Another point to mention is that at this time we didn’t have any automatic stokers, we had to fire by hand direct into the furnaces.
A couple of days after we had steamed the engine I was up on the chimney top with Peter Tatham my steeplejack and there was a strong smell of sulphur. I asked Peter about it and he said he had noticed it since the engine ran. We went down and opened the flue door and had a peep in, the whole of the flue was on fire, we had set fire to the flue dust which was actually partially burned coal. We shut the door and left it to it. There was nothing we could do, it wouldn’t do any harm and in the event it did a good job because it burned for three months and kept the flue dry all winter. It also reduced the level of dust in the flue from five feet to about a foot of proper flue dust on the floor. This was the industrial equivalent of my mother sweeling the flue at home in my childhood! (Sweeling is putting blazing paper up the flue to burn off the soot)
While we are talking about cold flues I’d like to recount one incident that happened much later when I was running the engine each weekend for the public. We started doing this as soon as we had a viable engine, properly insured and this was before I had trained the volunteers so I ran the engine every weekend by myself for 18 months. I got it to a fine art and knew that if I got to Ellenroad at about four o’clock in the morning I could fire up, warm the engine and be ready to run at ten o’clock. It may sound strange but I often used to think as I drove over to Ellenroad first thing in the morning that it was nice to unique. I was the only man in the whole world setting off to run a 3,000 hp engine on my own. There must be thousands of people who would have given their eye teeth to be doing this.
On this particular morning it was very cold and foggy. I lit the fires as usual but had no draught and the products of combustion were blown back by the fans on the underfired stokers into the boiler house. I knew I had to shut the stokers off and open the flue door at the bottom of the chimney in order to light a fire at the chimney base to get the column of air moving in the stack. There was no wind and when I opened the flue door the smoke fell out of the chimney and gathered in the yard like a big black pool! I’ve seen smoke fall from the top of the chimney down to the ground in similar conditions but I’d never seen it as bad as this. It intrigued me and I tried an experiment. I lit a piece of oil soaked rag and threw it into the smoke just to see what happened. There was no danger of explosion because it wasn’t confined. The rag was extinguished immediately it hit the smoke, there was no oxygen at all in the mixture. Curiosity satisfied I waited until the smoke had run away along the ground and the chimney base was clear and then I hung an old raincoat soaked in diesel in the flue entrance, lit it and waited for a minute. It soon started to pull and was roaring away. I went into the boiler house, turned the stokers on and then went outside and shut the flue door. That did the trick and the draught soon built up to normal as the hot flue gases warmed the flue. The point about this story is that it shouldn’t have happened because a flue doesn’t normally lose it’s draught in a week, it takes much longer than that. In this case, I reckon it was my fault because I’d started a green fire on coal too soon, I should have burned wood or very small quantities of coal to keep the smoke down on starting. However, I was in a hurry and careless and what I’d done was try to get the chimney to lift heavy smoke, heavy enough to overcome the draught and literally choke the flue. I’d never seen this before and it just goes to show that we can always learn from our mistakes.
Back to re-starting the Ellenroad engine, in 1985 I wanted to assure myself that the Ellenroad engine was a runner. I had a 3,000hp double tandem engine with an 85 ton flywheel connected to a boiler and about ten tons of coal in the bunker. I also had the last inspection report on the boiler and had satisfied myself by internal inspection that it was in good condition. What I didn’t have was a feed pump that would work against pressure because of a frost damaged main. I also had no electricity supply or water main. I started by giving the engine a thorough oiling and injecting a mixture of diesel and oil into all the cylinders to soak into the rust and the rings. I kept on doing this for a week until I was sure I had got as much lubrication into the bores and moving parts as I could. Then I took the lid off the boiler and put about 3,000 gallons of water in with a fire hose from the nearest fire hydrant. When I had it full to the top I put the lid back on and fired up by hand through the tiny aperture in the Bennis Stoker doors. As soon as I had steam I got the big Weir three legger steam pump in the pump house going and tested the feed line. As I suspected it was cracked by frost and this meant we couldn’t put any water in while there was pressure on the boiler. I went home that night leaving a crack of steam going into the engine to warm it through against a very hard frost. I had already warned Newton and the next day in February 1985 he and I went to Ellenroad and had a real play out!
While Newton did last minute oiling, essential because we had hardly any lubricators on the engine and would need all the initial lubrication we could get, I fired the boiler until we had 140psi on the clock. I should say at this point that there was an additional problem with the engine as in its last year of running, the right hand connecting rod had been removed and the engine was run on the left hand side only. We had no knowledge of how well the connecting rod had been re-installed. The parts of the engine are so large that you couldn’t just go and shake a bearing to see how much play there was in it, I had inspected it and as far as I could see it was safe enough to run. We would know more about it when we got it moving. The first thing I tried was the barring engine but it wouldn’t budge the flywheel, it hadn’t enough power to break the seal between the rings and the bores on all four cylinders.
We had reached the point where we had to go for it. We couldn’t put any more water in the boiler and so had to gauge the fires against the water level. We locked the engine house door, Newton took station next to the valve gear and held the back steam valve on the cylinder wide open and I opened the 18” stop valve. Nothing happened. There were surprisingly few leaks but even so, the engine house started to fill with steam. My heart was dropping into my boots when there was a grunt from the engine and Newton shouted “It’s away, the seal has broken!” He meant the grip of the rusty piston rings on the cylinder bores had been overcome by the pressure. By this time I couldn’t see anything at all because of the steam, I was blind and running on sound alone. I heard a groaning noise as the pistons scraped their way through ten tears accumulated muck and old oil in the bores on the first stroke and then there was a tremendous shudder ran through the air and seemed to shake the engine house. “What the hell was that?” I shouted, I was really worried. “Thar’t all reight, it was only the pigeon shit falling off the top of the flywheel!” shouted Newton. There was about two feet of pigeon muck on the top of the flywheel and as it took its first turn this fell 40 feet into the cellar. There was some thumping from the bearings but the engine started to gather speed, I cut back on the steam in case the governor didn’t get hold but it was OK. As we got up to about 50 rpm the governor came in and the engine settled down to a noisy but relatively steady running speed. The only draw back, but this was temporary, was the foul smell from the cellar as the four air pumps delivered thousands of gallons of stagnant water into the drain back to the river.
As the seals established themselves the fog started to clear and we saw a glorious sight, the Ellenroad Engine in full flow for the first time in ten years! It was a wonderful moment but we didn’t have a lot of time to appreciate it because we had to start running round pouring oil into the bearings, there were no aquariums on the flyshaft I’d put them into store in case of theft. It was a wonderful quarter of an hour, the engine was badly out of adjustment both in terms of the valves and the bearings but was running and as far as we could see there was nothing seriously wrong with it. We decided we had pushed our luck far enough and Newton went to shut the steam off. I told him I wanted to do an experiment as he shut down, I wanted to block the governor open and see how much effect the vacuum had after the steam was turned off. I jammed a brush head under the governor rod and Newton shut the valve down. The engine didn’t slow, it started to speed up and the brush head was stuck fast under the rod. It was getting really serious before it eventually began to slow down. Newton and I agreed afterwards that it must have been doing near enough a hundred revs a minute, far faster than it had ever run in its life before. This was very dangerous as the main danger with these engines is that overspeed increases the tension in the castings of the flywheel so much that they break and the wheel explodes. We got away with it but I made a mental note to do something about it.
This all sounds dangerous, and you’re right, it was. What has to be recognised is that we were in unknown territory here. Nobody had ever run the Ellenroad engine at full speed with no load, not even ropes on the wheel. Even with the low pressure we were using we were dealing with tremendous forces and we had to know how the engine would react, especially if someone made a mistake. Neither Newton or I ever imagined that there was enough vacuum in the condensers to make it pick its feet up like it did but we had to find out and what I did was the only way to do it. I remember reading a memoir by a very famous American engineer and builder of steam engines in the 19th century, Charles T Porter. In it he said that the faster you run an engine the less movement there is in any loose bearings. He demonstrated this by deliberately slackening bearings off and running his engines at high speed to demonstrate how quietly and well the bearings ran. I never quite believed this until we ran Ellenroad that day at 100rpm. I can assure you it ran like silk even though there was a quarter of an inch of play in both the right hand cross head and crank brass! Porter knew his stuff but how else would we have found out?
Eventually, 300 tons of iron came to a stand still and we brewed up, had a pipe and did the inquest. The first thing I asked Newton was why he didn’t run when it overspeeded. “I was waiting on thee!” he said. Now that really is slit trench material! We both agreed that it had run a lot better at 100rpm than 50 because the bearings hadn’t time to knock but we weren’t going to try it again! All told we were like a couple of dogs with two tails apiece. We had reason to be because we’d just made history and proved that the Ellenroad engine, though it might need some TLC, was a runner. Now we knew we had an engine, we agreed to run it again for Coates Brothers who were financing the re-start. I arranged it with the management and they and a few others turned up the following week and we ran one more time in semi-public just to whet their appetites. I think that if any encouragement was needed, this steaming did the trick. None of them had seen anything like it before and they were all suitably awe-struck. Newton and I passed among them in nonchalant manner as if this was something we did every day of the week!

Portrait of a happy man. The Ellenroad engine is running at its rated speed for the first time in twelve years and Newton is lubricating the main flyshaft bearings by hand because the lubricators were all in store. He said that you knew it was a big engine when you saw nuts as big as your head!
When I tried to light the boiler at Ellenroad the chimney wouldn’t draw. In other words, there wasn’t enough natural draught on the flue to get hot gas drawn into the chimney and gain draught due to the difference in temperature between the flue gases in the chimney and the exterior air. Actually this isn’t quite accurate, the draught on a flue is the product of the difference in weight of the column of gas in the stack and the air outside. This difference in weight because the flue gas is hot reduces the pressure in the furnace to below the atmospheric pressure and it is this difference that drives air in to the furnace and supports combustion. The flue is under a disadvantage when you first start up with coal because the black smoke, loaded with carbon particles because of incomplete combustion, is heavier than clean air and so as it fills the stack you have to have quite a differential to lift it 70 yards to the top. It worsens as the smoke cools in the cold stack. Even the forced draught fans won’t lift it and so extraordinary measures have to be taken. In Newton’s words, “You have to larn the chimbley to smook!” To do this we opened a door in the main flue at the back of where the old economisers used to be and built a wood fire in there. After a few minutes you could feel the air being drawn into the chimney and the wood started to roar as it burned. At this point we shut the door, shovelled some more coal in the furnaces and we were away. Another point to mention is that at this time we didn’t have any automatic stokers, we had to fire by hand direct into the furnaces.
A couple of days after we had steamed the engine I was up on the chimney top with Peter Tatham my steeplejack and there was a strong smell of sulphur. I asked Peter about it and he said he had noticed it since the engine ran. We went down and opened the flue door and had a peep in, the whole of the flue was on fire, we had set fire to the flue dust which was actually partially burned coal. We shut the door and left it to it. There was nothing we could do, it wouldn’t do any harm and in the event it did a good job because it burned for three months and kept the flue dry all winter. It also reduced the level of dust in the flue from five feet to about a foot of proper flue dust on the floor. This was the industrial equivalent of my mother sweeling the flue at home in my childhood! (Sweeling is putting blazing paper up the flue to burn off the soot)
While we are talking about cold flues I’d like to recount one incident that happened much later when I was running the engine each weekend for the public. We started doing this as soon as we had a viable engine, properly insured and this was before I had trained the volunteers so I ran the engine every weekend by myself for 18 months. I got it to a fine art and knew that if I got to Ellenroad at about four o’clock in the morning I could fire up, warm the engine and be ready to run at ten o’clock. It may sound strange but I often used to think as I drove over to Ellenroad first thing in the morning that it was nice to unique. I was the only man in the whole world setting off to run a 3,000 hp engine on my own. There must be thousands of people who would have given their eye teeth to be doing this.
On this particular morning it was very cold and foggy. I lit the fires as usual but had no draught and the products of combustion were blown back by the fans on the underfired stokers into the boiler house. I knew I had to shut the stokers off and open the flue door at the bottom of the chimney in order to light a fire at the chimney base to get the column of air moving in the stack. There was no wind and when I opened the flue door the smoke fell out of the chimney and gathered in the yard like a big black pool! I’ve seen smoke fall from the top of the chimney down to the ground in similar conditions but I’d never seen it as bad as this. It intrigued me and I tried an experiment. I lit a piece of oil soaked rag and threw it into the smoke just to see what happened. There was no danger of explosion because it wasn’t confined. The rag was extinguished immediately it hit the smoke, there was no oxygen at all in the mixture. Curiosity satisfied I waited until the smoke had run away along the ground and the chimney base was clear and then I hung an old raincoat soaked in diesel in the flue entrance, lit it and waited for a minute. It soon started to pull and was roaring away. I went into the boiler house, turned the stokers on and then went outside and shut the flue door. That did the trick and the draught soon built up to normal as the hot flue gases warmed the flue. The point about this story is that it shouldn’t have happened because a flue doesn’t normally lose it’s draught in a week, it takes much longer than that. In this case, I reckon it was my fault because I’d started a green fire on coal too soon, I should have burned wood or very small quantities of coal to keep the smoke down on starting. However, I was in a hurry and careless and what I’d done was try to get the chimney to lift heavy smoke, heavy enough to overcome the draught and literally choke the flue. I’d never seen this before and it just goes to show that we can always learn from our mistakes.
Back to re-starting the Ellenroad engine, in 1985 I wanted to assure myself that the Ellenroad engine was a runner. I had a 3,000hp double tandem engine with an 85 ton flywheel connected to a boiler and about ten tons of coal in the bunker. I also had the last inspection report on the boiler and had satisfied myself by internal inspection that it was in good condition. What I didn’t have was a feed pump that would work against pressure because of a frost damaged main. I also had no electricity supply or water main. I started by giving the engine a thorough oiling and injecting a mixture of diesel and oil into all the cylinders to soak into the rust and the rings. I kept on doing this for a week until I was sure I had got as much lubrication into the bores and moving parts as I could. Then I took the lid off the boiler and put about 3,000 gallons of water in with a fire hose from the nearest fire hydrant. When I had it full to the top I put the lid back on and fired up by hand through the tiny aperture in the Bennis Stoker doors. As soon as I had steam I got the big Weir three legger steam pump in the pump house going and tested the feed line. As I suspected it was cracked by frost and this meant we couldn’t put any water in while there was pressure on the boiler. I went home that night leaving a crack of steam going into the engine to warm it through against a very hard frost. I had already warned Newton and the next day in February 1985 he and I went to Ellenroad and had a real play out!
While Newton did last minute oiling, essential because we had hardly any lubricators on the engine and would need all the initial lubrication we could get, I fired the boiler until we had 140psi on the clock. I should say at this point that there was an additional problem with the engine as in its last year of running, the right hand connecting rod had been removed and the engine was run on the left hand side only. We had no knowledge of how well the connecting rod had been re-installed. The parts of the engine are so large that you couldn’t just go and shake a bearing to see how much play there was in it, I had inspected it and as far as I could see it was safe enough to run. We would know more about it when we got it moving. The first thing I tried was the barring engine but it wouldn’t budge the flywheel, it hadn’t enough power to break the seal between the rings and the bores on all four cylinders.
We had reached the point where we had to go for it. We couldn’t put any more water in the boiler and so had to gauge the fires against the water level. We locked the engine house door, Newton took station next to the valve gear and held the back steam valve on the cylinder wide open and I opened the 18” stop valve. Nothing happened. There were surprisingly few leaks but even so, the engine house started to fill with steam. My heart was dropping into my boots when there was a grunt from the engine and Newton shouted “It’s away, the seal has broken!” He meant the grip of the rusty piston rings on the cylinder bores had been overcome by the pressure. By this time I couldn’t see anything at all because of the steam, I was blind and running on sound alone. I heard a groaning noise as the pistons scraped their way through ten tears accumulated muck and old oil in the bores on the first stroke and then there was a tremendous shudder ran through the air and seemed to shake the engine house. “What the hell was that?” I shouted, I was really worried. “Thar’t all reight, it was only the pigeon shit falling off the top of the flywheel!” shouted Newton. There was about two feet of pigeon muck on the top of the flywheel and as it took its first turn this fell 40 feet into the cellar. There was some thumping from the bearings but the engine started to gather speed, I cut back on the steam in case the governor didn’t get hold but it was OK. As we got up to about 50 rpm the governor came in and the engine settled down to a noisy but relatively steady running speed. The only draw back, but this was temporary, was the foul smell from the cellar as the four air pumps delivered thousands of gallons of stagnant water into the drain back to the river.
As the seals established themselves the fog started to clear and we saw a glorious sight, the Ellenroad Engine in full flow for the first time in ten years! It was a wonderful moment but we didn’t have a lot of time to appreciate it because we had to start running round pouring oil into the bearings, there were no aquariums on the flyshaft I’d put them into store in case of theft. It was a wonderful quarter of an hour, the engine was badly out of adjustment both in terms of the valves and the bearings but was running and as far as we could see there was nothing seriously wrong with it. We decided we had pushed our luck far enough and Newton went to shut the steam off. I told him I wanted to do an experiment as he shut down, I wanted to block the governor open and see how much effect the vacuum had after the steam was turned off. I jammed a brush head under the governor rod and Newton shut the valve down. The engine didn’t slow, it started to speed up and the brush head was stuck fast under the rod. It was getting really serious before it eventually began to slow down. Newton and I agreed afterwards that it must have been doing near enough a hundred revs a minute, far faster than it had ever run in its life before. This was very dangerous as the main danger with these engines is that overspeed increases the tension in the castings of the flywheel so much that they break and the wheel explodes. We got away with it but I made a mental note to do something about it.
This all sounds dangerous, and you’re right, it was. What has to be recognised is that we were in unknown territory here. Nobody had ever run the Ellenroad engine at full speed with no load, not even ropes on the wheel. Even with the low pressure we were using we were dealing with tremendous forces and we had to know how the engine would react, especially if someone made a mistake. Neither Newton or I ever imagined that there was enough vacuum in the condensers to make it pick its feet up like it did but we had to find out and what I did was the only way to do it. I remember reading a memoir by a very famous American engineer and builder of steam engines in the 19th century, Charles T Porter. In it he said that the faster you run an engine the less movement there is in any loose bearings. He demonstrated this by deliberately slackening bearings off and running his engines at high speed to demonstrate how quietly and well the bearings ran. I never quite believed this until we ran Ellenroad that day at 100rpm. I can assure you it ran like silk even though there was a quarter of an inch of play in both the right hand cross head and crank brass! Porter knew his stuff but how else would we have found out?
Eventually, 300 tons of iron came to a stand still and we brewed up, had a pipe and did the inquest. The first thing I asked Newton was why he didn’t run when it overspeeded. “I was waiting on thee!” he said. Now that really is slit trench material! We both agreed that it had run a lot better at 100rpm than 50 because the bearings hadn’t time to knock but we weren’t going to try it again! All told we were like a couple of dogs with two tails apiece. We had reason to be because we’d just made history and proved that the Ellenroad engine, though it might need some TLC, was a runner. Now we knew we had an engine, we agreed to run it again for Coates Brothers who were financing the re-start. I arranged it with the management and they and a few others turned up the following week and we ran one more time in semi-public just to whet their appetites. I think that if any encouragement was needed, this steaming did the trick. None of them had seen anything like it before and they were all suitably awe-struck. Newton and I passed among them in nonchalant manner as if this was something we did every day of the week!
Portrait of a happy man. The Ellenroad engine is running at its rated speed for the first time in twelve years and Newton is lubricating the main flyshaft bearings by hand because the lubricators were all in store. He said that you knew it was a big engine when you saw nuts as big as your head!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Back at Wellhouse we have another job to look at and once more I shall rely heavily on Newton’s interview transcript. Straight from the horse’s mouth. I asked Newton to tell me the story in his own words…
“Well, it all started umpteen years ago, before I started working. With what me father told me about the engine when I were working on it regular, me father used to say, “You watch that engine at Wellhouse Newton, the flywheel shaft’ll drop off it one of these days”. I used to pooh-pooh it because it ran beautiful did that engine. With being on the doorstep it were looked after every day till one morning, they came for me about five past seven, knocked me up and got me out of bed. They asked me to go straight away as the flywheel shaft neck were hot at the new side. (He means the left hand engine even though that was actually the first side to be put in. Newton put the date at 1955 but Walt Fisher looked in his diaries and said it was the 21st of May 1951 when he and Newton went to Penrith to look at the clock for Hindley.)
I asked Newton to explain ‘new side’. “Well, that engine were modernised in 1926, (Newton is a year out here. At a meeting of the Calf Hall directors on 12th October 1927 Edward Wood recommended that the two cylinders on the old side of the engine at Wellhouse should be replaced with two larger and more modern cylinders to get more power and better economy. On 23rd of November 1927 Mr Metcalfe from Burnley Ironworks attended and in the end it was agreed that Burnley Ironworks take on the whole contract, providing all trades, at a price of £2,500.) By 1926 the mill were all full up and the engine were taking it all its time to run the load so they decided they’d put two new cylinders on one side and make ‘em a couple of inches bigger. They modernised the low pressure, which were originally a slide valve and made it Corliss and ever after that it were called the new side. I remember watching ‘em lifting the cylinders in through the window, I were only a lad. Anyhow, over t’years there were no bother with it. The trade broke and it never ran much full up and then we put a big alternator on it, big enough to light half of Barlick and that didn’t half put some load on. Figures were touching in the middle. I don’t know whether the people that listen to these tapes will know about these things but the cut off lines were crossing. (When it was indicated. Both ends were running at over 50% cut off so the lines crossed on the chart.) Anyhow, you and me know about them. I used to think about what me father said to me, “Keep away from that engine Newton when it’s fully loaded, that shaft’ll break”. Anyhow I used to put it on one side. This particular morning they came for me about ten past seven as I’ve said and I went up, the new side flywheel neck main bearing was absolutely smoking and stinking red hot. So I said to Tom Marshall, the engine driver like, What happened Tom? He said, I don’t know Newton, the oil was on. Well, reight away, with all the experience I’ve had, they all said that. ‘The oil was on’. Funny thing about that morning, I was due out at eight o’clock, I’d to go to Penrith to go and have a look at a clock in an old hall tower that Hindleys had bought. Anyhow, that’s not part of the story so I said to me mate, that’s Harry Crabtree, if this bearing doesn’t quieten down by breakfast time, take the cap off. Anyhow, before I left him we got water on, it had given up smoking. (I told him to) give it a dose of Victory when it gives up smoking, you’re going to be alright. (Victory powder is the engineer’s friend. It is a soft abrasive that isn’t hard enough to bed in the metal of the bearing and so can be washed out with thin oil. If you put some into a bearing that has run hot it smoothes the sharp edges out of the roping grooves that will have formed and reduces the friction. Newton always said that if you hadn’t got any a soft red brick pounded to a fine powder would do the trick.)
So I left him, went to pick me father up and off we went to Penrith. Well, I came home about five o’clock that night and walked down the mill yard, I’d noticed the mill were stopped like and in those days we ran till half past five and I thought hello, what’s up, haven’t they cooled it down? I went down, walked into the engine house and the engine was about three quarters stripped. All the eccentric rods were off, both bearing caps off, crank pin brasses were out and I says, “It’s like that is it Harry?” Aye, he says, it is Newton, it’s a good job the crank were straight up at breakfast time when we stopped and I lifted the cap off ‘cause as I were lifting the cap up the crank was leaning over at the same time as I were pulling the cap up. (When they got the cap off) it (the flywheel neck) had broken like a blacksmith’s swageing edge, tapered like. Now think on, that engine were a four cylinder job. Now this is one of the things that can happen in your life time with a chap who was fully experienced, a real man, he were a real fitter. I says, “Tha’s made a good job of stripping it in such a short time”. He’d only a couple of lads with him more or less. Aye he says, and I’ve marked all the eccentric [positions] on the shaft before I took ‘em off. He he he! I says “Good lad Harry, tha’s done reight!” He he he.”
Just for the benefit of the onlookers I’ll point out that the shaft wasn’t going to be put back in so there wasn’t a lot of point marking it! This was Crabby’s joke and the reason he had stripped it so fast. I asked Newton why his father had told him to keep away from it.
“It had problems with hot bearings all its life because it were always overloaded. Fly shaft bearings, second motion shaft bearings, always been troubled with hot bearings because during me father’s career there had been some sloppy slipshod engineers on it and they’d been a bit more interested in laiking with motor bikes in the yard than (watching the engine) and turning the oils on. He told me he’d seen that engine running with water flooding out of the door and down the steps with both bearings stinking red hot through it life. He said he were never satisfied after they put them two new cylinders in that the shaft wouldn’t break and it did.
We have some evidence about this. 28th of September 1924. Calf Hall Shed Company minute book: ‘It was reported that the engineman at Wellhouse Mill, Charlie Watson, son of George Henry Watson the engineer at Butts (Newton says that George Henry’s son was called Frank, but he was talking about another of his sons who fired for his father until he died while in charge of Brook Shed at Earby, only then did Frank take over the engine and didn’t last long.) was not giving satisfaction and that at a meeting of tenants, the secretary had been informed that the engine had been running slow for some time. During the meeting it was reported that the mill was stopped owing to shortage of steam. (The directors met at 2:30pm I think and the board room was at Wellhouse) It was resolved that the engineman be discharged forthwith and that the Managing Director be authorised to engage a new man and that the wages be £4-5-0 a week and that the engineer’s wage at Calf Hall be increased to £4-5-0. Resolved that in the meantime, Messrs. Henry Brown be requested to take charge of the running of the mill. Mr Pickles attended on behalf of Messrs Brown and Sons and undertook the management. At the next meeting on 10th of December 1924 a letter was read from C Watson asking for a payment of £4-5-0 wage in lieu of a weeks notice. The board agreed that he be told that there was no wage due to him as he had been sacked by incompetence. William Watson of Rochdale was mentioned at this meeting and he eventually took the post as engineer at Wellhouse. (No relation to George Henry, this was the Billy Watson that taught Newton about engines) This was confirmed at the meeting on 24th December 1924. Further, (Probably as a result of reports from Johnny Pickles when he was in charge of the mill and Stanley Fisher was running the engine), the Secretary, Edward Wood reported in detail on the bad state of the engine at Wellhouse. It was resolved that the repairs pointed out by him be carried out including metallic packings for the two low pressure cylinders. This is confirmed by an entry in the Universal Metallic Packings order book dated January 26th, 1925 for two new packings, HP front, L hand and LP front R Hand. At the same time repairs were ordered to the existing US Metallic Packings on LP back R hand, LP back R hand, HP front R hand and HP front L hand. The order was placed by H Brown and Sons. Newton says that his dad told him they should have replaced the cylinders then because the port bars were broken out of the HP cylinder, in effect it was running single ported.
We got it all stripped and ordered a new shaft from Webb’s at Bury. It were a long shaft were that, it were about 22 feet long. It was a heck of a length on that engine because it (the beds) were a long way apart. You know, a pair of tandems a long way apart and it weighed over four tons. I asked Newton what they did to support the flywheel because it was too heavy for the crane above the engine. “Aye, it weighed about thirty five tons and the crane is only fit for seven so we jacked it up. Get the boards off, it were a boarded wheel. Get two arms horizontal, get some good big girders across your engine beds and then jack it up (under the arms). Just as it happened then we had two new hydraulic jacks but it didn’t matter, years back we’d have jacked it up with a pair of screw jacks. What we call lifting screws, we had these, me father made these screws during or after the 1914 war for lifting them flywheel shafts. We used to use them under the flywheel arms. You’d a big bar four inches square in the middle tapped for two and a half inch diameter, long threaded bolts and a plate at the bottom with two countersinks in, half moon countersinks. And you’d got these two great long screws about two feet six long with a square on the top and case hardened ends and we put them underneath and wind away at each side and you could lift a flywheel like that. We would put a bit of a cradle under each crank and you’d a bolt at each end and just jack it up. But of course when hydraulic jacks got popular we bought two fifty tonners and I lifted it under the arms with them with one at each side, one side at once. Don’t get me wrong, I’d a girder under one arm and then I put a girder under the other arm lower and another girder behind it and me two jacks under and then a girder across the top of the two jacks and both pumped together. Lift it up and then put wood blocks under. We’d some blocks made out of sleepers we had cut. [What Newton is saying is that one arm was jacked and then blocked up and operations shifted to the other arm until the wheel and shaft were high enough.] We took the shaft up about two feet six I should say before we could get the swell of the shaft through the pedestals. Then we took the window frame out. Rolls were at Wellhouse then of course (renting part of the mill for storage) and we didn’t bother about sheer legs or anything like that, we just got Rolls to come with their new Coles Crane. We stuck a girder out through the window about two feet, slid the shaft out on it and the Coles crane just picked it up and dropped it in our shop doorway. One crank on and one crank off and that’s how we put it back. He just picked it up for us and popped it half way through the window and we collected it on chain blocks inside and put it back together. Now there’s photographs somewhere of that being done. Biggest bugbear about a job like that is having all them cotton driving ropes hanging about, they were a nuisance. You take ‘em all off the wheel and you tie ‘em in a bundle as well as you can at each side and then you put some chain blocks up on the engine house ceiling baulks and pull ‘em up out of the way, they’re a blinking nuisance.

The scene that greeted Newton at Wellhouse. Newton directly behind the pedestal. Notice that the crank is missing!
“Well, it all started umpteen years ago, before I started working. With what me father told me about the engine when I were working on it regular, me father used to say, “You watch that engine at Wellhouse Newton, the flywheel shaft’ll drop off it one of these days”. I used to pooh-pooh it because it ran beautiful did that engine. With being on the doorstep it were looked after every day till one morning, they came for me about five past seven, knocked me up and got me out of bed. They asked me to go straight away as the flywheel shaft neck were hot at the new side. (He means the left hand engine even though that was actually the first side to be put in. Newton put the date at 1955 but Walt Fisher looked in his diaries and said it was the 21st of May 1951 when he and Newton went to Penrith to look at the clock for Hindley.)
I asked Newton to explain ‘new side’. “Well, that engine were modernised in 1926, (Newton is a year out here. At a meeting of the Calf Hall directors on 12th October 1927 Edward Wood recommended that the two cylinders on the old side of the engine at Wellhouse should be replaced with two larger and more modern cylinders to get more power and better economy. On 23rd of November 1927 Mr Metcalfe from Burnley Ironworks attended and in the end it was agreed that Burnley Ironworks take on the whole contract, providing all trades, at a price of £2,500.) By 1926 the mill were all full up and the engine were taking it all its time to run the load so they decided they’d put two new cylinders on one side and make ‘em a couple of inches bigger. They modernised the low pressure, which were originally a slide valve and made it Corliss and ever after that it were called the new side. I remember watching ‘em lifting the cylinders in through the window, I were only a lad. Anyhow, over t’years there were no bother with it. The trade broke and it never ran much full up and then we put a big alternator on it, big enough to light half of Barlick and that didn’t half put some load on. Figures were touching in the middle. I don’t know whether the people that listen to these tapes will know about these things but the cut off lines were crossing. (When it was indicated. Both ends were running at over 50% cut off so the lines crossed on the chart.) Anyhow, you and me know about them. I used to think about what me father said to me, “Keep away from that engine Newton when it’s fully loaded, that shaft’ll break”. Anyhow I used to put it on one side. This particular morning they came for me about ten past seven as I’ve said and I went up, the new side flywheel neck main bearing was absolutely smoking and stinking red hot. So I said to Tom Marshall, the engine driver like, What happened Tom? He said, I don’t know Newton, the oil was on. Well, reight away, with all the experience I’ve had, they all said that. ‘The oil was on’. Funny thing about that morning, I was due out at eight o’clock, I’d to go to Penrith to go and have a look at a clock in an old hall tower that Hindleys had bought. Anyhow, that’s not part of the story so I said to me mate, that’s Harry Crabtree, if this bearing doesn’t quieten down by breakfast time, take the cap off. Anyhow, before I left him we got water on, it had given up smoking. (I told him to) give it a dose of Victory when it gives up smoking, you’re going to be alright. (Victory powder is the engineer’s friend. It is a soft abrasive that isn’t hard enough to bed in the metal of the bearing and so can be washed out with thin oil. If you put some into a bearing that has run hot it smoothes the sharp edges out of the roping grooves that will have formed and reduces the friction. Newton always said that if you hadn’t got any a soft red brick pounded to a fine powder would do the trick.)
So I left him, went to pick me father up and off we went to Penrith. Well, I came home about five o’clock that night and walked down the mill yard, I’d noticed the mill were stopped like and in those days we ran till half past five and I thought hello, what’s up, haven’t they cooled it down? I went down, walked into the engine house and the engine was about three quarters stripped. All the eccentric rods were off, both bearing caps off, crank pin brasses were out and I says, “It’s like that is it Harry?” Aye, he says, it is Newton, it’s a good job the crank were straight up at breakfast time when we stopped and I lifted the cap off ‘cause as I were lifting the cap up the crank was leaning over at the same time as I were pulling the cap up. (When they got the cap off) it (the flywheel neck) had broken like a blacksmith’s swageing edge, tapered like. Now think on, that engine were a four cylinder job. Now this is one of the things that can happen in your life time with a chap who was fully experienced, a real man, he were a real fitter. I says, “Tha’s made a good job of stripping it in such a short time”. He’d only a couple of lads with him more or less. Aye he says, and I’ve marked all the eccentric [positions] on the shaft before I took ‘em off. He he he! I says “Good lad Harry, tha’s done reight!” He he he.”
Just for the benefit of the onlookers I’ll point out that the shaft wasn’t going to be put back in so there wasn’t a lot of point marking it! This was Crabby’s joke and the reason he had stripped it so fast. I asked Newton why his father had told him to keep away from it.
“It had problems with hot bearings all its life because it were always overloaded. Fly shaft bearings, second motion shaft bearings, always been troubled with hot bearings because during me father’s career there had been some sloppy slipshod engineers on it and they’d been a bit more interested in laiking with motor bikes in the yard than (watching the engine) and turning the oils on. He told me he’d seen that engine running with water flooding out of the door and down the steps with both bearings stinking red hot through it life. He said he were never satisfied after they put them two new cylinders in that the shaft wouldn’t break and it did.
We have some evidence about this. 28th of September 1924. Calf Hall Shed Company minute book: ‘It was reported that the engineman at Wellhouse Mill, Charlie Watson, son of George Henry Watson the engineer at Butts (Newton says that George Henry’s son was called Frank, but he was talking about another of his sons who fired for his father until he died while in charge of Brook Shed at Earby, only then did Frank take over the engine and didn’t last long.) was not giving satisfaction and that at a meeting of tenants, the secretary had been informed that the engine had been running slow for some time. During the meeting it was reported that the mill was stopped owing to shortage of steam. (The directors met at 2:30pm I think and the board room was at Wellhouse) It was resolved that the engineman be discharged forthwith and that the Managing Director be authorised to engage a new man and that the wages be £4-5-0 a week and that the engineer’s wage at Calf Hall be increased to £4-5-0. Resolved that in the meantime, Messrs. Henry Brown be requested to take charge of the running of the mill. Mr Pickles attended on behalf of Messrs Brown and Sons and undertook the management. At the next meeting on 10th of December 1924 a letter was read from C Watson asking for a payment of £4-5-0 wage in lieu of a weeks notice. The board agreed that he be told that there was no wage due to him as he had been sacked by incompetence. William Watson of Rochdale was mentioned at this meeting and he eventually took the post as engineer at Wellhouse. (No relation to George Henry, this was the Billy Watson that taught Newton about engines) This was confirmed at the meeting on 24th December 1924. Further, (Probably as a result of reports from Johnny Pickles when he was in charge of the mill and Stanley Fisher was running the engine), the Secretary, Edward Wood reported in detail on the bad state of the engine at Wellhouse. It was resolved that the repairs pointed out by him be carried out including metallic packings for the two low pressure cylinders. This is confirmed by an entry in the Universal Metallic Packings order book dated January 26th, 1925 for two new packings, HP front, L hand and LP front R Hand. At the same time repairs were ordered to the existing US Metallic Packings on LP back R hand, LP back R hand, HP front R hand and HP front L hand. The order was placed by H Brown and Sons. Newton says that his dad told him they should have replaced the cylinders then because the port bars were broken out of the HP cylinder, in effect it was running single ported.
We got it all stripped and ordered a new shaft from Webb’s at Bury. It were a long shaft were that, it were about 22 feet long. It was a heck of a length on that engine because it (the beds) were a long way apart. You know, a pair of tandems a long way apart and it weighed over four tons. I asked Newton what they did to support the flywheel because it was too heavy for the crane above the engine. “Aye, it weighed about thirty five tons and the crane is only fit for seven so we jacked it up. Get the boards off, it were a boarded wheel. Get two arms horizontal, get some good big girders across your engine beds and then jack it up (under the arms). Just as it happened then we had two new hydraulic jacks but it didn’t matter, years back we’d have jacked it up with a pair of screw jacks. What we call lifting screws, we had these, me father made these screws during or after the 1914 war for lifting them flywheel shafts. We used to use them under the flywheel arms. You’d a big bar four inches square in the middle tapped for two and a half inch diameter, long threaded bolts and a plate at the bottom with two countersinks in, half moon countersinks. And you’d got these two great long screws about two feet six long with a square on the top and case hardened ends and we put them underneath and wind away at each side and you could lift a flywheel like that. We would put a bit of a cradle under each crank and you’d a bolt at each end and just jack it up. But of course when hydraulic jacks got popular we bought two fifty tonners and I lifted it under the arms with them with one at each side, one side at once. Don’t get me wrong, I’d a girder under one arm and then I put a girder under the other arm lower and another girder behind it and me two jacks under and then a girder across the top of the two jacks and both pumped together. Lift it up and then put wood blocks under. We’d some blocks made out of sleepers we had cut. [What Newton is saying is that one arm was jacked and then blocked up and operations shifted to the other arm until the wheel and shaft were high enough.] We took the shaft up about two feet six I should say before we could get the swell of the shaft through the pedestals. Then we took the window frame out. Rolls were at Wellhouse then of course (renting part of the mill for storage) and we didn’t bother about sheer legs or anything like that, we just got Rolls to come with their new Coles Crane. We stuck a girder out through the window about two feet, slid the shaft out on it and the Coles crane just picked it up and dropped it in our shop doorway. One crank on and one crank off and that’s how we put it back. He just picked it up for us and popped it half way through the window and we collected it on chain blocks inside and put it back together. Now there’s photographs somewhere of that being done. Biggest bugbear about a job like that is having all them cotton driving ropes hanging about, they were a nuisance. You take ‘em all off the wheel and you tie ‘em in a bundle as well as you can at each side and then you put some chain blocks up on the engine house ceiling baulks and pull ‘em up out of the way, they’re a blinking nuisance.
The scene that greeted Newton at Wellhouse. Newton directly behind the pedestal. Notice that the crank is missing!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I were lucky there you know, that flywheel on that engine used to run about half an inch out of true and me father says to me I don’t think we’ll put that flywheel back running half an inch out of true Newton when tha puts it back on the new shaft. He says, see if tha can get it true when tha’rt staking it. I’d never staked one before that size, I’d staked plenty of big bevel wheels but I’d never staked a beggar that big. I put the new shaft in and I put staking wedges in and got me marking board and me pencil. (The marking board was placed in front of the wheel as close as could be arranged, clamped in place and as the wheel was revolved the variation was marked on the board with a pencil and the staking wedges adjusted until the wheel ran true. The staking wedges were fitted each side of the actual stake beds in the gap created by the fact that the bore of the flywheel boss was at least an inch greater than the diameter of the shaft. These were a temporary fix and were removed once the wheel had been trued and the stakes fitted and given their first nip.] Me mates wound the wheel round with a pinch bar, it didn’t take much winding with being on new bearings and new shaft with no ropes on. They wound it round and we only went round twice and I said right, it’ll do now and it never wobbled any more. Me father walked in and he said how arta going on staking that wheel? I said it’s all done Johnny! He said it isn’t is it? I said Aye, do you want to check it? No, he said, I’ll not bother, but woe betide thee if it’s half an inch out of true!”
I knew I was into a goldmine here because I have never seen this job described properly before. I asked Newton to go through it again, I know it’s repetition but if anyone ever has to do this job and gets hold of this book they’ll need all the information they can get. Here it is in more detail from the master.
“Staking a flywheel on, right. Well, you’ve got this flywheel hung up on two girders so you put your shaft through. The bore of your flywheel is about two and a half inches bigger than the diameter of the middle of your shaft. You have ordinary forged wedges but not flat at both side, they’re flat at one side and curved on the other and you have about a dozen of them. Now what you do, you wind your shaft round until the key beds (flats) on your shaft line up with the keyways in your flywheel boss. You lift your shaft up with your blocks at each end and if you like you can measure it with your two foot and say, eh, it’s near enough now, it’s within a quarter of an inch of being in the middle and then you start putting these wedges in. You don’t put these wedges in the keyways you put them on the round part of the shaft in between the keyways. You stick one or two in one side and one or two in the other. I always said the less wedges and the easier the wheel is to set. So if you’ve ever done any turning in a lathe and you use a four jaw chuck it’s the same operation as that but your using a hand hammer and you’ve got a twenty foot flywheel! You pop these wedges in and you keep tapping ‘em all up until you get them all tight. You measure it with your rule and you say well, it’s not bad now, it’s within the thickness of line on your two foot of being central. So what you do then, you get two trestles or two oil drums, it doesn’t matter, you go round to the back side of the flywheel or the front side, it doesn’t matter. Get a nice clean white piece of floorboard and lay that across your supports right across the front of the flywheel and put some weights on each end. Then you say to your mates wind it round until you’ve got a set of your wedges opposite the board. You put your rule down one edge and put a pencil line on (the board) then you put your rule down the other edge and put another pencil mark on. Then you put a straight edge across the rope face and mark a line straight across on the board. So when you’ve done that you’ve got your piece of clean white board and you’ve got three pencil marks on it. One from each edge and one across the face. Then you say to your mates, bar it round exactly half a turn. So they wind it round half a turn till them wedges that you’ve marked are at the other side. You just do the same thing again, put your straight edge across the face and look at your line. If you’re lucky, it’ll not be so far away. And your faces, you put your rule on again, it’ll have wobbled one way or the other, if you’re lucky it won’t be so bad. I think in my case it was about half an inch out.
You write that on the edge of your board, half an inch. So, now then, you bar it a quarter of a turn and you put your straight edge on again and it might be a quarter of an inch out there, so you wind it back to your first mark and because you know how much taper you have in your wedges (If you know the taper, you know how far too drive the wedges to obtain a certain movement of the wheel) So you start knocking two out, measure how far you’ve knocked ‘em, your opposite hand wedges you know, you knock ‘em out and knock the opposite side in (this is centering the wheel on the shaft, not affecting the wobble.) If it wants twisting (to take out the wobble) you knock ‘em out at one side and in at the other and watch your marks with your rule on until you can see you’ve taken half the discrepancy out. Then you say whoa lads, that’s half of it. If it’s half an inch you want to go to a quarter, right, that’s it, that’s half of it. Wind it round again and in three does I had it true. But it’s not an easy job, you can be lucky or you can be unlucky.”
I asked Newton about the difficulty of getting the wedges to move out a fraction when they were bearing all the weight. “You’ve got to be very careful. Use a drift from the other side, you’ve a chap holding the drift on the wedge and another doing the striking and in my case, it were probably me watching it come out and I’d have me hand on it so’s I could tell them how far it had moved. I’d say, whoa lads, it’s come a sixteenth, knock your other wedge in. Then we’d walk round to the board and have a look at the board. A sixteenth of an inch on the boss is a heck of a lot at twelve feet six radius on the rim. And you put your rule on and say that’s gone a whatever so we’ll try it again. And that’s how it’s done but you’ve got to be very, very careful that the wedges don’t come out. Course you know, when we’re talking about putting wedges in we aren’t talking about tapping them in with a hand hammer, we’re talking about putting them all in and tapping them with an ordinary seven pound hammer and then leathering ‘em in with a fourteen pounder until they’re as tight as your stakes are going to be. (The stakes are the finishing wedges that go into the keyways. They are keys but keys used to fasten wheels of this size are usually called stakes.) And then you have a flat drift to keep tapping them out. It doesn’t matter about the other end, you can hit that with the bare hammer head. But it’s a job you’ve to be very careful you don’t lose it.
We’ve got to the stage now where we’ve got the wheel straight and true and there are four staking wedges in at one side and four at the other. Now we have to make four stakes to fit the boss. Two from one side and two from the other. You measure it up [after truing] and start planing keys, we had the forgings made ready. We put four new keys in, we didn’t use the old ones. We couldn’t use the old ones anyway because I’d made it run true. We had ‘em all ready, rough planed and we just measured ‘em up and started planing. I’ll just give you an instance here, the old way of doing the job is that once you have the wheel true they’d probably have the pattern maker on the job with a lump of hard wood and he’d make a wood key because wood’s easier to fit than steel. They’d take that wood key back to the shop and use it as a pattern to plane a new steel key. Now I’ve never used that method with any job I’ve done and me father said to me, seeing as we’re on the doorstep and we have a pattern maker upstairs Newton, let him make you a wood key and let’s see how you go on with it. So Jack Wright who were our pattern maker came down and he made me this wood key and then we took it back into the shop. I think Crabby planed the key and we went right through with this here job and it did seem to be taking us a long time. Messing about with a wooden one and then going and having to plane a steel ‘un. Anyway, when we come back to the flywheel and we put the steel ‘un in it only went in about half way through. Oh, I says, this is no bloody good, it’s a good job we aren’t at Burnley! ‘Cause as a rule we could measure them and plane the buggers and they were through first time. If they were happen hard on at the head or hard on the point and we’d too much to file or scrape we’d nip back and take ten or fifteen thou off it. But you see you’ve got to understand this, me and me father had never been used to using a micrometer. How we used to measure ‘em were with the inside mark at each end, head end and point end, and we’d just write this down and take it up to the planer and work to the outside micrometer and plane keys to the length of the flywheel boss. If it wanted to be say two and a half inch at that end and inch and a half at point end and length of the boss we’d put a mark where it went and where we wanted it to go to and more often than not, when we took the key back it’d go up to that mark. But you see what happened with wood keys, when you drove the wood key into the ruddy flywheel to fit it, it squashed it didn’t it. Well, when it came out it were bigger weren’t it. So it didn’t pay off didn’t the wood key job in my case.”
Newton gave me an idea of the sizes of these keys. “They were two foot three long and they were five and a half inches wide and I’m guessing a bit now but I think they were two inch thick at the point and about two and a half inches at the head. One man could just carry it and that wasn’t a big flywheel. Pendle Street flywheel keys were six and a half inches wide and three inches through at the head.
I asked Newton where they fitted the keys, to the top, the sides or both. “Oh we never bothered about side fitting. Never, side fitting keys were never any good. If you could get a five or six thou feeler in at the side you were all right, you didn’t want any keys tight sideways. You didn’t want any pressures on you when you belted them in, to have to overcome side fit, you wanted all your pressure to be on the top and bottom. And you know they only fit at each end of your boss, they’d have five or six inches of casting at each end of your flywheel boss and then the rest of it were hollow in the middle. You see they didn’t fit all the way through.”
I asked him about spongy metal in the flywheel boss (Caused by gas inclusions in the cast iron when it was made). “Aye, spongy bosses, they could be a bit tricky they could. We used to plane the middle out of the keys and get pressure on each corner you know if you got a very bad spongy boss. (A three inch key would have an inch groove planed down the middle. Newton once told me that it was Crabby who taught him this trick. The same principle as the chipping strips we’ll come across later at Coates Mill.) Long Ing were the worst flywheel I ever keyed on, it dropped in bits as we were fitting ‘em, spongy at the ends of your keyway you know. If you got too much fit on your point it just pulled a lump of casting off with it when it came through, it were that bad were Long Ing. Otherwise, I didn’t have a right bad ‘un.”
I asked Newton if he used engineer’s blue as a marker. “No we used to tallow them a bit, belt ‘em in and let them mark ‘emselves. The tallow stopped them ragging up under pressure. Ragging up, it’d spoil your flats on your shaft if it got hold you know. It’d pick steel cause you’re fitting steel to steel on your shaft. Cast iron to steel (like the fit to the boss) is a good metal to rub together but steel and steel aren’t when they’re not hardened. If you don’t give them a good tallowing underneath the base they’d pick up like mad when they got tight and either rive a lump out of your key or weld it on to the shaft. You’ve got to be very careful about that.”
I asked him if all the keys were the same size. “Not necessarily, no, they could vary by a quarter of an inch. We’ve got four keys now and we want to fit them. For a start you fit them with a fourteen pound hammer and you fit them tight. Now with new stakes you want to be careful with the first one you put in. It’s funny, you grow to it and you use your own judgement, you just say hold on a minute lads it’s only on wedges at the other side we don’t want to move it out of true. Then you bar round half a turn, leave that one in and fit the other opposite to it. When you’d done that you were getting a flywheel that were pretty tight on its shaft. Then you fit the other two and you use your own judgement how tight you fit them and you mark them all, how far you fit to at the head end. Then when it comes to the final check up when you’d got all four in you knocked your staking wedges out. Me mate, Crabby more often than not, he could use a striking hammer, he’d turn round and say have we to knock ‘em up now Newton? I’d say, aye, go on then Harry. He’d say how much have we to put ‘em in Newton? I’d say, let’s put them all in a quarter of an inch for a start. You measured them as you drove them in and that kept your wheel true because you can understand, if you happen to put one to the top and drive that in about half an inch and then only get a sixteenth on the opposite one you were going to get that wheel out of true again. You’d got to be very careful how you tightened ‘em. You’d to keep ‘em all level which weren’t always possible. You might get all four in a quarter of an inch then you’d go round again and you might get all of them in a quarter again, but you might not, you’d get one in a quarter and the other an eighth but by that time you were past getting your flywheel out of true because all you were doing was stretching the metal, you weren’t moving that wheel in any shape or form, you were just putting tension into the boss under them steel hoops. Cast iron bosses had hoops round, they were nearly all hooped. (The hoops were very substantial steel rings shrunk on to each side of the casting to contain the forces in the boss applied when the stakes were driven up tight.) Just odd ones that weren’t. Now then, Albion at Earby, that weren’t hooped. But I noticed at Harle Syke while I was there, that had been hooped. Aye, you’d to be careful when you tightened that flywheel at Earby, me father used to tell me “Tha’ll split that wheel!” It had no hoops on. I had a Musgrave at Plumb Street, that weren’t hooped, I keyed that on twice. Because you daren’t tighten them and that had six keys in and you daren’t tighten ‘em when they weren’t hooped. Talking about hoops you know, two inch thick and six inches broad, six inches deep, steel hoops shrunk on. Well, you had no need to be frightened of tightening them with them sort of hoops on. We started with fourteen pound hammers but after we’d finished (the initial tightening) we went to twenty eight. We’d a twenty eight pound hammer and four hits apiece were enough with that, aye. Crabby could use it. In the old days we used to tighten ‘em with a tup swinging on a set of blocks. A tup could weigh up to half a ton but they couldn’t tighten ‘em with a tup like we could with that hammer.”

Wellhouse engine fly shaft on the planer at Wellhouse Shop. Date on the picture is 1957. Left to right, Charlie Bateman, Harry Crabtree, Brian Smith, Sidney Brown, Roland Harrison.
I knew I was into a goldmine here because I have never seen this job described properly before. I asked Newton to go through it again, I know it’s repetition but if anyone ever has to do this job and gets hold of this book they’ll need all the information they can get. Here it is in more detail from the master.
“Staking a flywheel on, right. Well, you’ve got this flywheel hung up on two girders so you put your shaft through. The bore of your flywheel is about two and a half inches bigger than the diameter of the middle of your shaft. You have ordinary forged wedges but not flat at both side, they’re flat at one side and curved on the other and you have about a dozen of them. Now what you do, you wind your shaft round until the key beds (flats) on your shaft line up with the keyways in your flywheel boss. You lift your shaft up with your blocks at each end and if you like you can measure it with your two foot and say, eh, it’s near enough now, it’s within a quarter of an inch of being in the middle and then you start putting these wedges in. You don’t put these wedges in the keyways you put them on the round part of the shaft in between the keyways. You stick one or two in one side and one or two in the other. I always said the less wedges and the easier the wheel is to set. So if you’ve ever done any turning in a lathe and you use a four jaw chuck it’s the same operation as that but your using a hand hammer and you’ve got a twenty foot flywheel! You pop these wedges in and you keep tapping ‘em all up until you get them all tight. You measure it with your rule and you say well, it’s not bad now, it’s within the thickness of line on your two foot of being central. So what you do then, you get two trestles or two oil drums, it doesn’t matter, you go round to the back side of the flywheel or the front side, it doesn’t matter. Get a nice clean white piece of floorboard and lay that across your supports right across the front of the flywheel and put some weights on each end. Then you say to your mates wind it round until you’ve got a set of your wedges opposite the board. You put your rule down one edge and put a pencil line on (the board) then you put your rule down the other edge and put another pencil mark on. Then you put a straight edge across the rope face and mark a line straight across on the board. So when you’ve done that you’ve got your piece of clean white board and you’ve got three pencil marks on it. One from each edge and one across the face. Then you say to your mates, bar it round exactly half a turn. So they wind it round half a turn till them wedges that you’ve marked are at the other side. You just do the same thing again, put your straight edge across the face and look at your line. If you’re lucky, it’ll not be so far away. And your faces, you put your rule on again, it’ll have wobbled one way or the other, if you’re lucky it won’t be so bad. I think in my case it was about half an inch out.
You write that on the edge of your board, half an inch. So, now then, you bar it a quarter of a turn and you put your straight edge on again and it might be a quarter of an inch out there, so you wind it back to your first mark and because you know how much taper you have in your wedges (If you know the taper, you know how far too drive the wedges to obtain a certain movement of the wheel) So you start knocking two out, measure how far you’ve knocked ‘em, your opposite hand wedges you know, you knock ‘em out and knock the opposite side in (this is centering the wheel on the shaft, not affecting the wobble.) If it wants twisting (to take out the wobble) you knock ‘em out at one side and in at the other and watch your marks with your rule on until you can see you’ve taken half the discrepancy out. Then you say whoa lads, that’s half of it. If it’s half an inch you want to go to a quarter, right, that’s it, that’s half of it. Wind it round again and in three does I had it true. But it’s not an easy job, you can be lucky or you can be unlucky.”
I asked Newton about the difficulty of getting the wedges to move out a fraction when they were bearing all the weight. “You’ve got to be very careful. Use a drift from the other side, you’ve a chap holding the drift on the wedge and another doing the striking and in my case, it were probably me watching it come out and I’d have me hand on it so’s I could tell them how far it had moved. I’d say, whoa lads, it’s come a sixteenth, knock your other wedge in. Then we’d walk round to the board and have a look at the board. A sixteenth of an inch on the boss is a heck of a lot at twelve feet six radius on the rim. And you put your rule on and say that’s gone a whatever so we’ll try it again. And that’s how it’s done but you’ve got to be very, very careful that the wedges don’t come out. Course you know, when we’re talking about putting wedges in we aren’t talking about tapping them in with a hand hammer, we’re talking about putting them all in and tapping them with an ordinary seven pound hammer and then leathering ‘em in with a fourteen pounder until they’re as tight as your stakes are going to be. (The stakes are the finishing wedges that go into the keyways. They are keys but keys used to fasten wheels of this size are usually called stakes.) And then you have a flat drift to keep tapping them out. It doesn’t matter about the other end, you can hit that with the bare hammer head. But it’s a job you’ve to be very careful you don’t lose it.
We’ve got to the stage now where we’ve got the wheel straight and true and there are four staking wedges in at one side and four at the other. Now we have to make four stakes to fit the boss. Two from one side and two from the other. You measure it up [after truing] and start planing keys, we had the forgings made ready. We put four new keys in, we didn’t use the old ones. We couldn’t use the old ones anyway because I’d made it run true. We had ‘em all ready, rough planed and we just measured ‘em up and started planing. I’ll just give you an instance here, the old way of doing the job is that once you have the wheel true they’d probably have the pattern maker on the job with a lump of hard wood and he’d make a wood key because wood’s easier to fit than steel. They’d take that wood key back to the shop and use it as a pattern to plane a new steel key. Now I’ve never used that method with any job I’ve done and me father said to me, seeing as we’re on the doorstep and we have a pattern maker upstairs Newton, let him make you a wood key and let’s see how you go on with it. So Jack Wright who were our pattern maker came down and he made me this wood key and then we took it back into the shop. I think Crabby planed the key and we went right through with this here job and it did seem to be taking us a long time. Messing about with a wooden one and then going and having to plane a steel ‘un. Anyway, when we come back to the flywheel and we put the steel ‘un in it only went in about half way through. Oh, I says, this is no bloody good, it’s a good job we aren’t at Burnley! ‘Cause as a rule we could measure them and plane the buggers and they were through first time. If they were happen hard on at the head or hard on the point and we’d too much to file or scrape we’d nip back and take ten or fifteen thou off it. But you see you’ve got to understand this, me and me father had never been used to using a micrometer. How we used to measure ‘em were with the inside mark at each end, head end and point end, and we’d just write this down and take it up to the planer and work to the outside micrometer and plane keys to the length of the flywheel boss. If it wanted to be say two and a half inch at that end and inch and a half at point end and length of the boss we’d put a mark where it went and where we wanted it to go to and more often than not, when we took the key back it’d go up to that mark. But you see what happened with wood keys, when you drove the wood key into the ruddy flywheel to fit it, it squashed it didn’t it. Well, when it came out it were bigger weren’t it. So it didn’t pay off didn’t the wood key job in my case.”
Newton gave me an idea of the sizes of these keys. “They were two foot three long and they were five and a half inches wide and I’m guessing a bit now but I think they were two inch thick at the point and about two and a half inches at the head. One man could just carry it and that wasn’t a big flywheel. Pendle Street flywheel keys were six and a half inches wide and three inches through at the head.
I asked Newton where they fitted the keys, to the top, the sides or both. “Oh we never bothered about side fitting. Never, side fitting keys were never any good. If you could get a five or six thou feeler in at the side you were all right, you didn’t want any keys tight sideways. You didn’t want any pressures on you when you belted them in, to have to overcome side fit, you wanted all your pressure to be on the top and bottom. And you know they only fit at each end of your boss, they’d have five or six inches of casting at each end of your flywheel boss and then the rest of it were hollow in the middle. You see they didn’t fit all the way through.”
I asked him about spongy metal in the flywheel boss (Caused by gas inclusions in the cast iron when it was made). “Aye, spongy bosses, they could be a bit tricky they could. We used to plane the middle out of the keys and get pressure on each corner you know if you got a very bad spongy boss. (A three inch key would have an inch groove planed down the middle. Newton once told me that it was Crabby who taught him this trick. The same principle as the chipping strips we’ll come across later at Coates Mill.) Long Ing were the worst flywheel I ever keyed on, it dropped in bits as we were fitting ‘em, spongy at the ends of your keyway you know. If you got too much fit on your point it just pulled a lump of casting off with it when it came through, it were that bad were Long Ing. Otherwise, I didn’t have a right bad ‘un.”
I asked Newton if he used engineer’s blue as a marker. “No we used to tallow them a bit, belt ‘em in and let them mark ‘emselves. The tallow stopped them ragging up under pressure. Ragging up, it’d spoil your flats on your shaft if it got hold you know. It’d pick steel cause you’re fitting steel to steel on your shaft. Cast iron to steel (like the fit to the boss) is a good metal to rub together but steel and steel aren’t when they’re not hardened. If you don’t give them a good tallowing underneath the base they’d pick up like mad when they got tight and either rive a lump out of your key or weld it on to the shaft. You’ve got to be very careful about that.”
I asked him if all the keys were the same size. “Not necessarily, no, they could vary by a quarter of an inch. We’ve got four keys now and we want to fit them. For a start you fit them with a fourteen pound hammer and you fit them tight. Now with new stakes you want to be careful with the first one you put in. It’s funny, you grow to it and you use your own judgement, you just say hold on a minute lads it’s only on wedges at the other side we don’t want to move it out of true. Then you bar round half a turn, leave that one in and fit the other opposite to it. When you’d done that you were getting a flywheel that were pretty tight on its shaft. Then you fit the other two and you use your own judgement how tight you fit them and you mark them all, how far you fit to at the head end. Then when it comes to the final check up when you’d got all four in you knocked your staking wedges out. Me mate, Crabby more often than not, he could use a striking hammer, he’d turn round and say have we to knock ‘em up now Newton? I’d say, aye, go on then Harry. He’d say how much have we to put ‘em in Newton? I’d say, let’s put them all in a quarter of an inch for a start. You measured them as you drove them in and that kept your wheel true because you can understand, if you happen to put one to the top and drive that in about half an inch and then only get a sixteenth on the opposite one you were going to get that wheel out of true again. You’d got to be very careful how you tightened ‘em. You’d to keep ‘em all level which weren’t always possible. You might get all four in a quarter of an inch then you’d go round again and you might get all of them in a quarter again, but you might not, you’d get one in a quarter and the other an eighth but by that time you were past getting your flywheel out of true because all you were doing was stretching the metal, you weren’t moving that wheel in any shape or form, you were just putting tension into the boss under them steel hoops. Cast iron bosses had hoops round, they were nearly all hooped. (The hoops were very substantial steel rings shrunk on to each side of the casting to contain the forces in the boss applied when the stakes were driven up tight.) Just odd ones that weren’t. Now then, Albion at Earby, that weren’t hooped. But I noticed at Harle Syke while I was there, that had been hooped. Aye, you’d to be careful when you tightened that flywheel at Earby, me father used to tell me “Tha’ll split that wheel!” It had no hoops on. I had a Musgrave at Plumb Street, that weren’t hooped, I keyed that on twice. Because you daren’t tighten them and that had six keys in and you daren’t tighten ‘em when they weren’t hooped. Talking about hoops you know, two inch thick and six inches broad, six inches deep, steel hoops shrunk on. Well, you had no need to be frightened of tightening them with them sort of hoops on. We started with fourteen pound hammers but after we’d finished (the initial tightening) we went to twenty eight. We’d a twenty eight pound hammer and four hits apiece were enough with that, aye. Crabby could use it. In the old days we used to tighten ‘em with a tup swinging on a set of blocks. A tup could weigh up to half a ton but they couldn’t tighten ‘em with a tup like we could with that hammer.”
Wellhouse engine fly shaft on the planer at Wellhouse Shop. Date on the picture is 1957. Left to right, Charlie Bateman, Harry Crabtree, Brian Smith, Sidney Brown, Roland Harrison.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I asked Newton if they used dollies on the end of the stake when they were driving them. “We used a dolly to finish ‘em because we’d filed the heads up by then. When we were fitting we used to strike the key and knock it out with a drift you know. I allus made them three inches too long which gives you a better chance, you can get ‘em a lot tighter and get a better fit because you weren’t messing about wi’ drifts jumping off but when we finally fitted ‘em we drift tightened ‘em. It were a reight short stubby piece of about four inch diameter stuff that the blacksmith had made to suit your key. It had a wire handle on or a clip round it and two blokes holding it, one at each side. There’s part about yet (at the shop) unless we’ve thrown ‘em all away. The dollies were forged out of ordinary mild steel. Harold the blacksmith ‘ud forge ‘em for us. I allus used to make a drift to suit me key when I’d finished, same thickness of head and the same width and it never dug in nor made burrs on it ‘cause there’s nothing looks worse than the head of a key all thumped and brayed. We used to finish ‘em off you know and put a half inch bevel on ‘em all the way round and then file ‘em up before we put ‘em in or else we were in trouble, if they didn’t shine when we put ‘em all in we were in bother. Old Johnny ‘ud say, “Tha’s not polished the end of that key before you belted it in!” Aye, even yet we’ll do it, file four bevels on and file th’end of the key up even on small stuff. It’s how we’ve been brought up isn’t it? It might happen we had an accident you know, and you missed, striker missed or something like that and caught a corner. It all had to be chipped and filed up again while it were in to make it look respectable.
You know when you’ve been keying these flywheels on and you’ve been out of bed a couple of bloody days t’bloody striking hammer did get heavy Stanley when you picked the bugger up to give it the final do. It were no toy of a job weren’t keying flywheels on. Even t’lads today’ll say haven’t we a flywheel to key on? Cause if we have tha’ll go to it yer bloody self! He he he! They were all sick of flywheels when the end of the engines came, they were an’ all. Last flywheel we keyed on were a big Pollitt at Greetland at t’side of Halifax. It were a big engine and it were a double wheel with eight keys in. What I mean by a double wheel, it were two wheels keyed on to one shaft running rim to rim. They allus had trouble wi’ it and I told the boss you always will have trouble with it. I said when we key this wheel on I’m going to part it half an inch. Eh he said, t’belt’ll go down! I said it can please itself but I’m going to part it. That’s what brings it loose them rubbing together. If you’ve two wheels running together and one is dead true and the other isn’t reight true it’s like you putting up a pair of shed drums, if you put shed drums together, the little shed drums that drive the looms, they’ll be loose in a day wi’t spring o’t shaft working the keys loose. I believe that engine at Greetland had had that flywheel keyed on umpteen times. So what we did, we parted ‘em, only half an inch or so, three eighths I think. There were no more bother with it up to it being scrapped. We had another at Finsley Gate but that were a second motion job. Trouble, trouble, trouble, allus loose. I believe Burnley Ironworks lived on the doorstep, keying the second motion pulleys on. After Burnley Ironworks finished I started going to all them engines at Finsley Gate, big Musgrave verticals, spinning mill jobs, two four foot belts on’t flywheel. Rung me up, second motion pulley’s loose, could you come and key it on please. It didn’t come loose any more, same trouble, rim to rim. They said, oh, you can’t leave a gap in it like that, the ruddy belt’ll go down! I said don’t be bloody stupid, belts an inch and a quarter thick, it’s only half an inch gap. He he! There were two leather belts four feet wide. Copper riveted together. Like the boss said when he saw the new belt laid on the floor, he said, “Hey, what’s all them pieces in that belt at this sort of money?” And th’engineer just turned round and said, Well, hasta ever seen a bloody cow fifty feet long?”
Right, sorry we went on so long about that job but there’s some valuable information in there. I think we’ve finished with Wellhouse now, there were no more big jobs after 1951. I haven’t got a definite date for the stopping of the engine. What I do know is that the Calf Hall Directors decided on the 25th of February 1960 to fit electric motors to the remaining shafts that were needed as the engine was uneconomic. By June an agreement had been signed with the Yorkshire Electricity board to supply power and the most likely date for the final stoppage is July 1960 at the annual holidays.
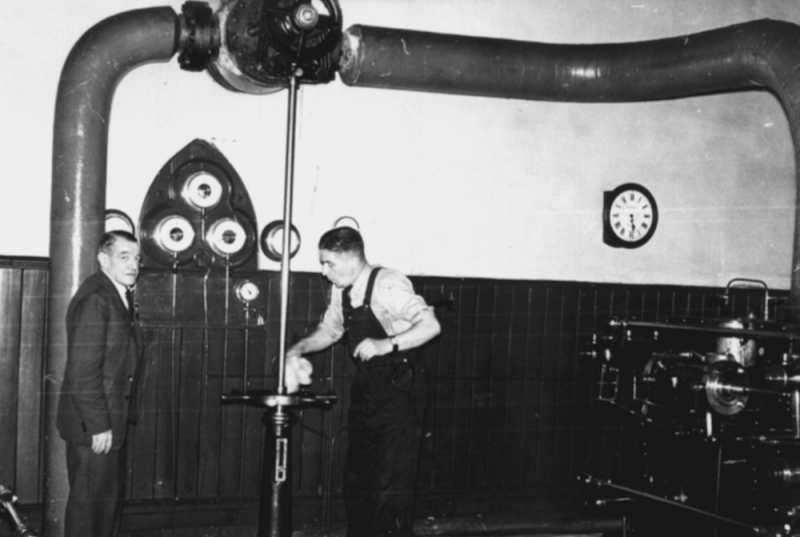
Dates can be hard to pin down. This pic is dated 1965. Ernest Marshall stopping Wellhouse for the last time. His father Tom Marshall, who ran the engine for many years is on the left.
You know when you’ve been keying these flywheels on and you’ve been out of bed a couple of bloody days t’bloody striking hammer did get heavy Stanley when you picked the bugger up to give it the final do. It were no toy of a job weren’t keying flywheels on. Even t’lads today’ll say haven’t we a flywheel to key on? Cause if we have tha’ll go to it yer bloody self! He he he! They were all sick of flywheels when the end of the engines came, they were an’ all. Last flywheel we keyed on were a big Pollitt at Greetland at t’side of Halifax. It were a big engine and it were a double wheel with eight keys in. What I mean by a double wheel, it were two wheels keyed on to one shaft running rim to rim. They allus had trouble wi’ it and I told the boss you always will have trouble with it. I said when we key this wheel on I’m going to part it half an inch. Eh he said, t’belt’ll go down! I said it can please itself but I’m going to part it. That’s what brings it loose them rubbing together. If you’ve two wheels running together and one is dead true and the other isn’t reight true it’s like you putting up a pair of shed drums, if you put shed drums together, the little shed drums that drive the looms, they’ll be loose in a day wi’t spring o’t shaft working the keys loose. I believe that engine at Greetland had had that flywheel keyed on umpteen times. So what we did, we parted ‘em, only half an inch or so, three eighths I think. There were no more bother with it up to it being scrapped. We had another at Finsley Gate but that were a second motion job. Trouble, trouble, trouble, allus loose. I believe Burnley Ironworks lived on the doorstep, keying the second motion pulleys on. After Burnley Ironworks finished I started going to all them engines at Finsley Gate, big Musgrave verticals, spinning mill jobs, two four foot belts on’t flywheel. Rung me up, second motion pulley’s loose, could you come and key it on please. It didn’t come loose any more, same trouble, rim to rim. They said, oh, you can’t leave a gap in it like that, the ruddy belt’ll go down! I said don’t be bloody stupid, belts an inch and a quarter thick, it’s only half an inch gap. He he! There were two leather belts four feet wide. Copper riveted together. Like the boss said when he saw the new belt laid on the floor, he said, “Hey, what’s all them pieces in that belt at this sort of money?” And th’engineer just turned round and said, Well, hasta ever seen a bloody cow fifty feet long?”
Right, sorry we went on so long about that job but there’s some valuable information in there. I think we’ve finished with Wellhouse now, there were no more big jobs after 1951. I haven’t got a definite date for the stopping of the engine. What I do know is that the Calf Hall Directors decided on the 25th of February 1960 to fit electric motors to the remaining shafts that were needed as the engine was uneconomic. By June an agreement had been signed with the Yorkshire Electricity board to supply power and the most likely date for the final stoppage is July 1960 at the annual holidays.
Dates can be hard to pin down. This pic is dated 1965. Ernest Marshall stopping Wellhouse for the last time. His father Tom Marshall, who ran the engine for many years is on the left.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 15: CLOUGH MILL
What we now call the Clough Mill site is on the side of Walmsgate opposite the end of Calf Hall Road. It has a long history going back to some time before 1800 when it was one of the first water-powered textile mills in Barlick. George Ingle in his book ‘Yorkshire Cotton’ gives us some early documentary evidence which he gleaned from tireless research into insurance company documents. It’s worth noting that this was no easy task because each company stores its archives in different locations and they are organised chronologically so in order to find a particular mill you have to examine everything. In short, a nightmare and I for one am very grateful to George for persevering.
We aren’t sure who actually built the mill which was known then as Mitchell’s Mill. The first name associated with it for insurance purposes is a partnership, Hartley Bracewell and Company in 1800, I have never found any trace of them, not surprising because in the early days of the industry partnerships formed and dissolved very quickly and often left no trace. We know that a man called William Mitchell was a landowner in that area and he is named as the insurer of the mill in 1812 so on balance I suspect that he built it and that Hartley Bracewell was a partnership renting space, not unusual at that time. The mill was water-powered using the resource of Gillian’s Beck and we know that shortly after 1812 it was described as four storeys. In 1827 Mitchell installed a small beam engine of unknown make, the first engine in Barlick and would run it in conjunction with the water wheel. This addition wasn’t simply to get more power. The machinery in a textile mill functions best when driven at a defined and steady speed, this regularity can’t be obtained with a water wheel because they are too difficult to govern. Even the earliest steam engines were more regular in their working and the mill owners soon realised that if they overloaded their water wheel and supplemented the power by a steam engine the engine became the governor, shaft speed became more regular and production improved.
In 1860, just as the Cotton Famine was looming over the industry John Slater and Sons became tenants at the mill and by 1867 Slater had bought and paid for the mill (£3,000 total, from the archives of the Liverpool and Martins Bank) The Slaters were an old Barlick family and there is a mention in the diary of Mr George Robinson the bank manager at the Craven Bank who gave the loan that John Slater had an interest in a silk mill at Galgate near Lancaster and I suspect that this insulated him from the worst effects of the shortage of cotton. Atkinson says that during the hard times the mill wove a cloth that was a mixture of linen and wool and kept going.
In 1868 Slater was able to finance an extension of the mill and another extension in 1878/79 at which time another engine was installed made by Furneval’s of Haslingden. I suspect this was second-hand when it came to Clough and had a chequered history. We know quite a bit about it because Newton Pickles worked on it later in another context. In 1879 one of the partners, Clayton Slater emigrated to Canada and took his looms with him. In the early days of my research I was very confused about the engine at Clough because the old beam engine was retired in about 1878/79 and the second hand Furneval engine installed which was never a success. It wasn’t until I talked to John Sayers Metcalfe who worked at Clough for many years and eventually became the manager and some of the other old workers that I realised that the beam engine was restarted in 1891 and the ‘new’ engine disposed of in 1900. At the end of its life in 1913 the beam engine was still driving 368 looms in the new shed and at least 120 in the old mill, a total of over 500 looms at any one time. This means that it was a larger engine than anyone had ever suspected. It must have developed at least 300HP and survived for 86 years. There is of course the possibility that the water wheel was still contributing power but I have never been able to confirm this. Even if it was it’s doubtful whether they could get more than 40hp on that site.
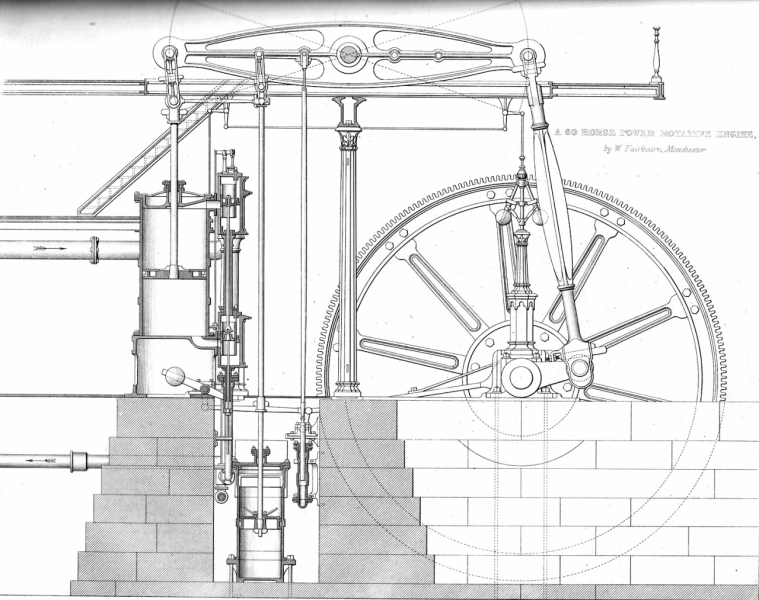
A simple beam engine of the era. The engine at Clough would be exactly like this but larger.
[SCG note in 2018. Later research strongly suggests that the beam engine was installed some years before 1812, this was the date of the insurance policy that George found.]
What we now call the Clough Mill site is on the side of Walmsgate opposite the end of Calf Hall Road. It has a long history going back to some time before 1800 when it was one of the first water-powered textile mills in Barlick. George Ingle in his book ‘Yorkshire Cotton’ gives us some early documentary evidence which he gleaned from tireless research into insurance company documents. It’s worth noting that this was no easy task because each company stores its archives in different locations and they are organised chronologically so in order to find a particular mill you have to examine everything. In short, a nightmare and I for one am very grateful to George for persevering.
We aren’t sure who actually built the mill which was known then as Mitchell’s Mill. The first name associated with it for insurance purposes is a partnership, Hartley Bracewell and Company in 1800, I have never found any trace of them, not surprising because in the early days of the industry partnerships formed and dissolved very quickly and often left no trace. We know that a man called William Mitchell was a landowner in that area and he is named as the insurer of the mill in 1812 so on balance I suspect that he built it and that Hartley Bracewell was a partnership renting space, not unusual at that time. The mill was water-powered using the resource of Gillian’s Beck and we know that shortly after 1812 it was described as four storeys. In 1827 Mitchell installed a small beam engine of unknown make, the first engine in Barlick and would run it in conjunction with the water wheel. This addition wasn’t simply to get more power. The machinery in a textile mill functions best when driven at a defined and steady speed, this regularity can’t be obtained with a water wheel because they are too difficult to govern. Even the earliest steam engines were more regular in their working and the mill owners soon realised that if they overloaded their water wheel and supplemented the power by a steam engine the engine became the governor, shaft speed became more regular and production improved.
In 1860, just as the Cotton Famine was looming over the industry John Slater and Sons became tenants at the mill and by 1867 Slater had bought and paid for the mill (£3,000 total, from the archives of the Liverpool and Martins Bank) The Slaters were an old Barlick family and there is a mention in the diary of Mr George Robinson the bank manager at the Craven Bank who gave the loan that John Slater had an interest in a silk mill at Galgate near Lancaster and I suspect that this insulated him from the worst effects of the shortage of cotton. Atkinson says that during the hard times the mill wove a cloth that was a mixture of linen and wool and kept going.
In 1868 Slater was able to finance an extension of the mill and another extension in 1878/79 at which time another engine was installed made by Furneval’s of Haslingden. I suspect this was second-hand when it came to Clough and had a chequered history. We know quite a bit about it because Newton Pickles worked on it later in another context. In 1879 one of the partners, Clayton Slater emigrated to Canada and took his looms with him. In the early days of my research I was very confused about the engine at Clough because the old beam engine was retired in about 1878/79 and the second hand Furneval engine installed which was never a success. It wasn’t until I talked to John Sayers Metcalfe who worked at Clough for many years and eventually became the manager and some of the other old workers that I realised that the beam engine was restarted in 1891 and the ‘new’ engine disposed of in 1900. At the end of its life in 1913 the beam engine was still driving 368 looms in the new shed and at least 120 in the old mill, a total of over 500 looms at any one time. This means that it was a larger engine than anyone had ever suspected. It must have developed at least 300HP and survived for 86 years. There is of course the possibility that the water wheel was still contributing power but I have never been able to confirm this. Even if it was it’s doubtful whether they could get more than 40hp on that site.
A simple beam engine of the era. The engine at Clough would be exactly like this but larger.
[SCG note in 2018. Later research strongly suggests that the beam engine was installed some years before 1812, this was the date of the insurance policy that George found.]
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
In 1913 a new Burnley Ironworks engine was installed, rope drive, 250hp and running on 130psi steam at 93rpm. Newton said it ran wonderfully and he always described it as ‘Ticky Tock’ when it was running. He reckoned that the boiler was installed in 1913 with the engine because it was all new pipework. This was the engine that Johnny and Newton dealt with during their working life.
Before we look at the jobs Brown and Pickles did at Clough, let’s just go back to the Furneval while it is fresh in our memory because even though it was taken out of Clough before Newton was born, he did some work on it. Let’s let Newton tell the story. We were talking about where the Furneval engine might have been located at Clough.
“I think this other big thing went under the tank because all the stonework were still in there in that room and it weren’t stone work that were suitable for a beam engine and that’s what I used to ask about and me father came up with this story that there had been another engine in t’Clough. He says it weren’t in there so long and it were useless. Now then we hadn’t worked at this mill at Whalley then (Abbey Mill.) Nobody at Clough knew where it had gone or what had happened to it. We goes to work on a flywheel that had come loose on this engine at Whalley and I went to it and I came back and me father asked me what sort of a thing it was. I says it is an object, come with me and have a look at it. When he saw it he says eh, this engine came out o’t Clough at Barlick. Then George, that’s engine driver at Abbey Mills now says aye, it did come from Barlick, I’ve heard ‘em say it come from Barlick, and that’s how we got to know where it had gone to.”
I asked Newton what he had done to the engine at Whalley. “I’ve worked on it, I keyed the flywheel on a fortnight before it finished, it came loose again before they had woven out, the shaft were jiggered. Oh, it were long and lanky, it were all out of proportion, blooming slides must have been six feet across but it weren’t a big high powered thing. Oh aye, it were the ugliest thing I’ve ever seen and it ran backwards way! It did, it were terrible. It had a great big fishtail crank on, a cast iron one, it had never been machined, you never saw anything like it in your life. It were more like it had come out of the ark and it swished round and it were miles out of balance because it were that crank that were bringing the flywheel off its keys. I said to ‘em, if your going to run this shop why don’t you let me put a new crank on, it’ll pay for its keep, keeping the flywheel on. It was a rope drive.”
At the time I recorded this with Newton we knew very little about the engine but later research by Geoff Shackleton tells us that at Clough it worked as a single cylinder engine 36” bore and 66” stroke running at about 47rpm. When it was moved to Whalley it had a cylinder added and was compounded. In that configuration it made 600hp and drove 900 looms through 14 ropes on a 16ft flywheel. This was what Newton worked on and gave him the wrong impression of what it was like when installed at Clough.
I’ve already described the incident in 1930 at Clough when the fourteen year old Newton started his career as engine doctor. It’s a great story and I have told it so many times but there is a flaw in it. I never asked Newton what the job was they were doing which led to the eccentric being moved 180 degrees from its previous position. It’s useless to speculate but it still nags me. I did find out later that what had thrown them out on the timing was the fact that like Bancroft, the low pressure eccentric rod didn’t come back to the exhaust valves via a simple rocking arm but in order to get the drive lower down it used an arm pivoted in the middle. This reversed the direction of movement at the valves and is what they had missed. The consequence was that the low pressure exhaust valves were 180 degrees out of adjustment.
The new engine gave very little trouble throughout its life but Brown and Pickles were called in for small jobs and of course as engine tenters if the regular man was sick. This usually fell to Newton who in his time ran almost every engine in Barlick. However, he wasn’t available one day and here’s what happened, Newton was describing a little habit the Ticky Tock had. “Aye, if they weren’t careful how they started it, it’d throw ropes off. I were out one day and t’engine driver were poorly so me father sent one of the lads to it. He started up at dinnertime and there were a big panic and I rolled in and me father says get off up to t’Clough Newton, I don’t know what’s happened. When I got there he had three ropes off. What had happened, he’d set on and they’d jumped off and he ran out of the engine house and left it and went to the boiler house to shut the steam off. He didn’t panic, he left it because he got scared about a rope wrapping round the governor and whooping him one because there weren’t much room between the stop valve and the flywheel with the engine being so tiny you know. Anyway I soon barred the ropes back on by hand and we were on again in about an hour and a half. It hadn’t done any damage or made a lot of muck and I were there about three or four month that time.”
Before we look at the jobs Brown and Pickles did at Clough, let’s just go back to the Furneval while it is fresh in our memory because even though it was taken out of Clough before Newton was born, he did some work on it. Let’s let Newton tell the story. We were talking about where the Furneval engine might have been located at Clough.
“I think this other big thing went under the tank because all the stonework were still in there in that room and it weren’t stone work that were suitable for a beam engine and that’s what I used to ask about and me father came up with this story that there had been another engine in t’Clough. He says it weren’t in there so long and it were useless. Now then we hadn’t worked at this mill at Whalley then (Abbey Mill.) Nobody at Clough knew where it had gone or what had happened to it. We goes to work on a flywheel that had come loose on this engine at Whalley and I went to it and I came back and me father asked me what sort of a thing it was. I says it is an object, come with me and have a look at it. When he saw it he says eh, this engine came out o’t Clough at Barlick. Then George, that’s engine driver at Abbey Mills now says aye, it did come from Barlick, I’ve heard ‘em say it come from Barlick, and that’s how we got to know where it had gone to.”
I asked Newton what he had done to the engine at Whalley. “I’ve worked on it, I keyed the flywheel on a fortnight before it finished, it came loose again before they had woven out, the shaft were jiggered. Oh, it were long and lanky, it were all out of proportion, blooming slides must have been six feet across but it weren’t a big high powered thing. Oh aye, it were the ugliest thing I’ve ever seen and it ran backwards way! It did, it were terrible. It had a great big fishtail crank on, a cast iron one, it had never been machined, you never saw anything like it in your life. It were more like it had come out of the ark and it swished round and it were miles out of balance because it were that crank that were bringing the flywheel off its keys. I said to ‘em, if your going to run this shop why don’t you let me put a new crank on, it’ll pay for its keep, keeping the flywheel on. It was a rope drive.”
At the time I recorded this with Newton we knew very little about the engine but later research by Geoff Shackleton tells us that at Clough it worked as a single cylinder engine 36” bore and 66” stroke running at about 47rpm. When it was moved to Whalley it had a cylinder added and was compounded. In that configuration it made 600hp and drove 900 looms through 14 ropes on a 16ft flywheel. This was what Newton worked on and gave him the wrong impression of what it was like when installed at Clough.
I’ve already described the incident in 1930 at Clough when the fourteen year old Newton started his career as engine doctor. It’s a great story and I have told it so many times but there is a flaw in it. I never asked Newton what the job was they were doing which led to the eccentric being moved 180 degrees from its previous position. It’s useless to speculate but it still nags me. I did find out later that what had thrown them out on the timing was the fact that like Bancroft, the low pressure eccentric rod didn’t come back to the exhaust valves via a simple rocking arm but in order to get the drive lower down it used an arm pivoted in the middle. This reversed the direction of movement at the valves and is what they had missed. The consequence was that the low pressure exhaust valves were 180 degrees out of adjustment.
The new engine gave very little trouble throughout its life but Brown and Pickles were called in for small jobs and of course as engine tenters if the regular man was sick. This usually fell to Newton who in his time ran almost every engine in Barlick. However, he wasn’t available one day and here’s what happened, Newton was describing a little habit the Ticky Tock had. “Aye, if they weren’t careful how they started it, it’d throw ropes off. I were out one day and t’engine driver were poorly so me father sent one of the lads to it. He started up at dinnertime and there were a big panic and I rolled in and me father says get off up to t’Clough Newton, I don’t know what’s happened. When I got there he had three ropes off. What had happened, he’d set on and they’d jumped off and he ran out of the engine house and left it and went to the boiler house to shut the steam off. He didn’t panic, he left it because he got scared about a rope wrapping round the governor and whooping him one because there weren’t much room between the stop valve and the flywheel with the engine being so tiny you know. Anyway I soon barred the ropes back on by hand and we were on again in about an hour and a half. It hadn’t done any damage or made a lot of muck and I were there about three or four month that time.”
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
About 1938 there was a fire at Clough and Brown and Pickles were called in to renew all the pipework from the boiler to the engine because the fire had damaged the cast iron main. They replaced it with steel pipe and a steel stop valve. The insurance companies were getting a bit worried about cast iron pipework and fittings. I have little doubt that they insisted on the change.
In 1946 Newton and Harry Crabtree ran the engine and boiler for about six months. There was no mechanical fault but they were up against another problem, here’s Newton’s version of the story. “Oh well, there weren’t such a thing as coal, it were just slutch and muck. It’d be 1946, coal were out of existence, it were muck they were fetching us from America by sea. (It was brown coal, strip mined and very poor quality.) When they tipped the wagon up into your boiler house you just stood well back because it didn’t shutter to t’front it just went swish! It were all slutch and you wanted wellies on in’t engine house, it went up to t’tube bottoms, you couldn’t see the mud hole at the bottom of the boiler. Then you got it back into the bunker as well as you could and left it to drain into the flue bottoms overnight. Anyway we went on like this for many a month and one afternoon, me father was getting a bit bothered because you know he wanted me back. He came up one afternoon, we were just cleaning out were me and Crabby, and I can see him now, he just stood in the boiler house door, shoved his hat back on the back of his head and says now then, what are you doing? He just took one look, the barrow wasn’t in the boiler house you know, you couldn’t get the barrow under the tubes because it were too low, you had to pull the ashes out on to the floor and then shovel it into the barrow. Well you know what the sulphur fumes are like when you’re doing that. He just turns round to me and says eh Newton, I know what I’d do if I were here. I says what? He says I’d floor one fire, one shovel up the bloody fire hole and take the bugger up to Arthur Berridge. He were t’manager. I says oh, we aren’t going to do that. Well he says, tha looks busy, I’ll leave thee.
Well anyway we’d a blooming big wagon landed with a twenty ton load of coal on. We only used to get it in a little box cart from the station you know, a little wagon that Mitchell the carter had then in them days. This bloody great wagon came I’ve never seen anything like it wi’ the coal piled up to the top. The wagon driver says is this Clough? I says aye. He says I’ve brought thee this. I says I haven’t ordered that, all my coal comes from somewhere sea side way by t’look of it, I don’t bother wi’t stuff, I just goes into the office and tells ‘em I have none. Well, he says, tha’s to have this. I says Where’s that frae? Well, he says, I’ve brought it from Doncaster but I’ve been to a mill down the road, they call it Crow Nest I think, there’s a silly old bugger down there and he saw me come down the yard with it, he were out at t’top o’t steps and he just took one look at it over the top sides and he says take that bloody rubbish away from here, I’m not burning that in my boilers, get it away from here. The driver says so I get back in me cab and then he shouts Oi! just a minute lad, don’t take it back where it came from, I’ll tell thee what to do with it, take it to a mill up the road, they call it Clough, anybody’ll tell you where it is, there’s two silly buggers up there that’ll burn owt. That were Arthur Dobson, engineer at Crow Nest. We burned it, we’d not had coal like that for six month, we never had stuff like that. I said what the heck, we got cleaned out as soon as there were some of that going in. Crabby says this is good coal Newton! I says aye, let’s get the damper regulator working again. We were all right, we could sit on our arses with this stuff we were made up. I mean we never had us breakfast for two months till nearly dinnertime. We used to go at five o’clock, starting time were six but it were winter and I’ve seen us go at four in the morning to put steam in the mill and clean out sixteen times afore starting time and that’s as true as I sit here. It was a job to get steam anywhere over 100psi to get us going. The under manager came down to me one morning, I’d just set on, it were just after six o’clock because we started at six then you know, they didn’t work at Saturday morning. He says Newton, will you go up into t’winding room there’s some lights gone out there must be a fuse gone. I says I’ll go up there as soon as I’ve cleaned out and getten steam up. He says I don’t want messing about, I want it doing now, them folk up there’s sat about doing nowt. I says thee wait a minute while I stop the bloody engine, he never come down no more wanting fuses mending.”
In a later conversation about this episode Newton told me that the coal was so bad they had to burn old motor tyres with it to get enough heat up to make it combust. There must have been some horrible smoke coming out of that chimney but I suppose it was a question of smoking or stopping and ‘Britain’s Bread Hung By Lancashire’s Thread’! During the miner’s strike in the 1970s I had to burn all the stock at Bancroft and when I got to the back of the pile I found some strange red rusty-looking stuff. It was some of the Lease-Lend coal and I found out just how bad it was. Funnily enough a wagon turned up one day with a load of coal and instead of being the usual six-wheeler it was an eight-wheeler. We had a job getting him into the yard but managed and got him tipped. It was Sutton Manor washed singles, just about the best engine coal you could get and a big change from the rubbish we were burning. When I signed his note I saw that the destination on it was not Bancroft but Bankfield, Rolls Royce. I didn’t say anything but just took the ticket up into the office and never heard anything more about it. I’ve often wondered who paid for that coal, it was lovely stuff and burned like candle ends so we used it with the red muck and it made the job a lot easier. I told Newton about it and we agreed that there must be a providence that looks after drunken men and firebeaters on bad coal.
In 1948/49 Newton bored the high pressure valve seats and fitted new valves and bonnets but they never got paid for the job because Slaters went bankrupt. Ticky Tock never ran again and one of Newton’s favourite engines was scrapped. You never hear anyone mention the effect that scrapping an engine has on the outside firms who look after them. They are usually realistic men and don’t make a big fuss but people like Newton are sad when they lose an old mate. I am reminded of a story… My flue chap at Bancroft was Charlie Sutton from Brierfield. His firm ‘Weldone’ cleaned the boiler flues three times a year, one of the worst jobs ever invented by the mind of man. One day Charlie was walking down the street in Nelson with his father Jim Sutton. Jim says “Tek thi hat off and stand with me.” They stood on the edge of the pavement with their hats held over their hearts and Charlie realised that his dad had seen Dixon’s wagon coming up the street loaded with cut-up sections of a Lancashire boiler. Dixons was a major scrap dealer in Burnley. The wagon pulled up and a voice came out of the cab, “Don’t worry Sutton, it isn’t one o’ thine!” Jim said “Eh lad, they’re all my childer.” The same applied to the engines, we were always sorry to see one go, all that skill and work going to waste.

Spring Mill engine at Earby in 1978 in bits in the yard waiting to be carried away for scrap.
In 1946 Newton and Harry Crabtree ran the engine and boiler for about six months. There was no mechanical fault but they were up against another problem, here’s Newton’s version of the story. “Oh well, there weren’t such a thing as coal, it were just slutch and muck. It’d be 1946, coal were out of existence, it were muck they were fetching us from America by sea. (It was brown coal, strip mined and very poor quality.) When they tipped the wagon up into your boiler house you just stood well back because it didn’t shutter to t’front it just went swish! It were all slutch and you wanted wellies on in’t engine house, it went up to t’tube bottoms, you couldn’t see the mud hole at the bottom of the boiler. Then you got it back into the bunker as well as you could and left it to drain into the flue bottoms overnight. Anyway we went on like this for many a month and one afternoon, me father was getting a bit bothered because you know he wanted me back. He came up one afternoon, we were just cleaning out were me and Crabby, and I can see him now, he just stood in the boiler house door, shoved his hat back on the back of his head and says now then, what are you doing? He just took one look, the barrow wasn’t in the boiler house you know, you couldn’t get the barrow under the tubes because it were too low, you had to pull the ashes out on to the floor and then shovel it into the barrow. Well you know what the sulphur fumes are like when you’re doing that. He just turns round to me and says eh Newton, I know what I’d do if I were here. I says what? He says I’d floor one fire, one shovel up the bloody fire hole and take the bugger up to Arthur Berridge. He were t’manager. I says oh, we aren’t going to do that. Well he says, tha looks busy, I’ll leave thee.
Well anyway we’d a blooming big wagon landed with a twenty ton load of coal on. We only used to get it in a little box cart from the station you know, a little wagon that Mitchell the carter had then in them days. This bloody great wagon came I’ve never seen anything like it wi’ the coal piled up to the top. The wagon driver says is this Clough? I says aye. He says I’ve brought thee this. I says I haven’t ordered that, all my coal comes from somewhere sea side way by t’look of it, I don’t bother wi’t stuff, I just goes into the office and tells ‘em I have none. Well, he says, tha’s to have this. I says Where’s that frae? Well, he says, I’ve brought it from Doncaster but I’ve been to a mill down the road, they call it Crow Nest I think, there’s a silly old bugger down there and he saw me come down the yard with it, he were out at t’top o’t steps and he just took one look at it over the top sides and he says take that bloody rubbish away from here, I’m not burning that in my boilers, get it away from here. The driver says so I get back in me cab and then he shouts Oi! just a minute lad, don’t take it back where it came from, I’ll tell thee what to do with it, take it to a mill up the road, they call it Clough, anybody’ll tell you where it is, there’s two silly buggers up there that’ll burn owt. That were Arthur Dobson, engineer at Crow Nest. We burned it, we’d not had coal like that for six month, we never had stuff like that. I said what the heck, we got cleaned out as soon as there were some of that going in. Crabby says this is good coal Newton! I says aye, let’s get the damper regulator working again. We were all right, we could sit on our arses with this stuff we were made up. I mean we never had us breakfast for two months till nearly dinnertime. We used to go at five o’clock, starting time were six but it were winter and I’ve seen us go at four in the morning to put steam in the mill and clean out sixteen times afore starting time and that’s as true as I sit here. It was a job to get steam anywhere over 100psi to get us going. The under manager came down to me one morning, I’d just set on, it were just after six o’clock because we started at six then you know, they didn’t work at Saturday morning. He says Newton, will you go up into t’winding room there’s some lights gone out there must be a fuse gone. I says I’ll go up there as soon as I’ve cleaned out and getten steam up. He says I don’t want messing about, I want it doing now, them folk up there’s sat about doing nowt. I says thee wait a minute while I stop the bloody engine, he never come down no more wanting fuses mending.”
In a later conversation about this episode Newton told me that the coal was so bad they had to burn old motor tyres with it to get enough heat up to make it combust. There must have been some horrible smoke coming out of that chimney but I suppose it was a question of smoking or stopping and ‘Britain’s Bread Hung By Lancashire’s Thread’! During the miner’s strike in the 1970s I had to burn all the stock at Bancroft and when I got to the back of the pile I found some strange red rusty-looking stuff. It was some of the Lease-Lend coal and I found out just how bad it was. Funnily enough a wagon turned up one day with a load of coal and instead of being the usual six-wheeler it was an eight-wheeler. We had a job getting him into the yard but managed and got him tipped. It was Sutton Manor washed singles, just about the best engine coal you could get and a big change from the rubbish we were burning. When I signed his note I saw that the destination on it was not Bancroft but Bankfield, Rolls Royce. I didn’t say anything but just took the ticket up into the office and never heard anything more about it. I’ve often wondered who paid for that coal, it was lovely stuff and burned like candle ends so we used it with the red muck and it made the job a lot easier. I told Newton about it and we agreed that there must be a providence that looks after drunken men and firebeaters on bad coal.
In 1948/49 Newton bored the high pressure valve seats and fitted new valves and bonnets but they never got paid for the job because Slaters went bankrupt. Ticky Tock never ran again and one of Newton’s favourite engines was scrapped. You never hear anyone mention the effect that scrapping an engine has on the outside firms who look after them. They are usually realistic men and don’t make a big fuss but people like Newton are sad when they lose an old mate. I am reminded of a story… My flue chap at Bancroft was Charlie Sutton from Brierfield. His firm ‘Weldone’ cleaned the boiler flues three times a year, one of the worst jobs ever invented by the mind of man. One day Charlie was walking down the street in Nelson with his father Jim Sutton. Jim says “Tek thi hat off and stand with me.” They stood on the edge of the pavement with their hats held over their hearts and Charlie realised that his dad had seen Dixon’s wagon coming up the street loaded with cut-up sections of a Lancashire boiler. Dixons was a major scrap dealer in Burnley. The wagon pulled up and a voice came out of the cab, “Don’t worry Sutton, it isn’t one o’ thine!” Jim said “Eh lad, they’re all my childer.” The same applied to the engines, we were always sorry to see one go, all that skill and work going to waste.
Spring Mill engine at Earby in 1978 in bits in the yard waiting to be carried away for scrap.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I have a bonus for you..... Remember me banging on about fusible plugs and saying that the concept of a lead plug was so obvious that I thought it would be in use very early in the industry? I have found some reliable evidence. I was reading Vol 2 Of Farey's Treatise on the steam engine, a rare little beast. Writing in 1827 from personal knowledge of Richard Trevithick he says that Trevithick used a lead rivet in the crown of his internal furnaces in the classic single flued boiler. The idea was that if the water level fell to the point where the plates were overheating, the lead rivet melted and the escaping steam into the fire damped it down and alerted the tenter to the fact that something was seriously amiss. We can trust Farey, he is a very accurate and reliable source.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 16: CROW NEST SHED
Crow Nest mill was one of the last mills to be built in Barlick, opening in February 1915. It had a 1000hp Burnley Ironworks cross compound engine running at 75rpm and 160psi boiler pressure and the great but unusual advantage of a dedicated shafting alley which kept all the lineshaft and gearing out of the shed. The engineer in 1951 was Sidney Heaton who had taken over from Arthur Dobson, the same man that Newton made the washers for to raise the damper and also the man who sent the coal to Clough. Crow Nest ran for most of its life with no problem but in 1951 not long after the Wellhouse shaft broke there was a distress call from Crow Nest, I asked Newton to tell me the story.
“One afternoon they rings up and said would we go down, they had had a smash up. I went down with me father and the tail slide piston rods were five and a half inch rods and the back end tail slides were stuck up higher than the top of the cylinder. They’d getten some water from somewhere and it had split the cylinder right down the middle, it lifted the top half off just like an egg. You’ve seen the photographs. It smashed all the back cover and sheared the studs. It had smashed the tail slide foundations right off. It sheared the cross head cotter first and when it (the crosshead) came back the piston rod didn’t go in the hole, it must have gone up a time or two because it were all scoured but then it missed and knocked it out through the back end. It split the piston like a Kraft cheese in a box, into six pieces, and it were a right mess, poor old Sidney were poorly no doubt about that. It were running very light loaded just at that time and they said it looked like it had drawn water out of the hot well into the engine, sucked it back through the Edwards air pump. Vacuum must have sucked it up through the ports into the low pressure cylinder but I don’t agree with ‘em it had primed and gone through the high (pressure cylinder).”
I asked Newton, when you get a prime (A slug of water coming through with the steam from the boiler.) how can it get through to the low pressure cylinder without damaging the high?
“Well, I said it had done but I had to explain. It got a right cylinder full into the high pressure and it were lucky. It must have got it during the length of the stroke and filled it but the exhaust valve were open and when the piston went back it shoved it down the pipe and it went straight into the low. ‘Cause it’s a cross compound engine set at ninety degrees so that side were open and all but when that piston came back on low pressure that (the exhaust valve) were shut because them valves on the low pressure shut about two foot sooner than the high think on, they have to get some compression up. That’s when it shoved the end out of the cylinder and it never blew the relief valves because they were full of Shinio metal polish! (I’ve come across this many a time since. Most relief valves are brass and prominent and get a lot of polishing. Due to their construction it’s very easy for excess polish to get into the valve and on to the seat where it sets up mild corrosion and sticks the relief valve down. The function of the relief valve is to lift easily to allow any excess water to escape and on the low would only be set at about 50psi maximum. If this is what happened it shows how firmly they were stuck that they resisted pressures high enough to split the cylinder. ) That was what did it and nobody telled me any different about Crow Nest, it were no air pump rubber. It went through the high because, and this was another thing Stanley, it were like whitewash inside. You don’t get that unless it has come from the boiler. (This is boiler composition, a chemical additive injected into the boiler with the feed water to inhibit the formation of hard scale.) Compo, and boiling hot and all. When I say boiling I mean fizzing. What causes it is when the boiler is full to the top with water and instead of steam going up the pipe it’s water at 160psi. You can get it intermittent with oil in the boiler or too much compo.”
I told Newton that I knew another thing that could cause it because I had a mild case at Bancroft, if the firebeater washes his overalls in the hot well with soap powder and uses too much of it.
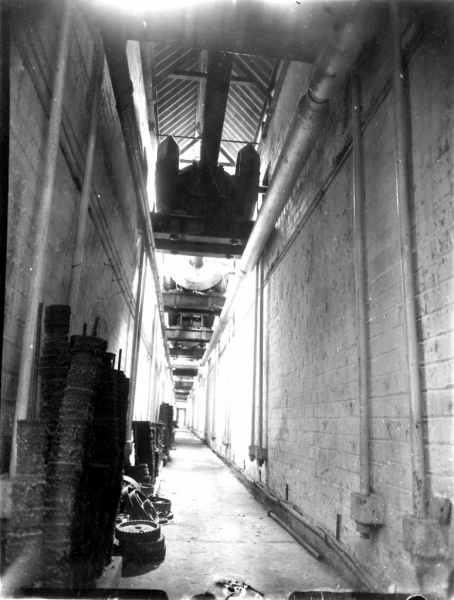
The gearing alley at Crow Nest.
Crow Nest mill was one of the last mills to be built in Barlick, opening in February 1915. It had a 1000hp Burnley Ironworks cross compound engine running at 75rpm and 160psi boiler pressure and the great but unusual advantage of a dedicated shafting alley which kept all the lineshaft and gearing out of the shed. The engineer in 1951 was Sidney Heaton who had taken over from Arthur Dobson, the same man that Newton made the washers for to raise the damper and also the man who sent the coal to Clough. Crow Nest ran for most of its life with no problem but in 1951 not long after the Wellhouse shaft broke there was a distress call from Crow Nest, I asked Newton to tell me the story.
“One afternoon they rings up and said would we go down, they had had a smash up. I went down with me father and the tail slide piston rods were five and a half inch rods and the back end tail slides were stuck up higher than the top of the cylinder. They’d getten some water from somewhere and it had split the cylinder right down the middle, it lifted the top half off just like an egg. You’ve seen the photographs. It smashed all the back cover and sheared the studs. It had smashed the tail slide foundations right off. It sheared the cross head cotter first and when it (the crosshead) came back the piston rod didn’t go in the hole, it must have gone up a time or two because it were all scoured but then it missed and knocked it out through the back end. It split the piston like a Kraft cheese in a box, into six pieces, and it were a right mess, poor old Sidney were poorly no doubt about that. It were running very light loaded just at that time and they said it looked like it had drawn water out of the hot well into the engine, sucked it back through the Edwards air pump. Vacuum must have sucked it up through the ports into the low pressure cylinder but I don’t agree with ‘em it had primed and gone through the high (pressure cylinder).”
I asked Newton, when you get a prime (A slug of water coming through with the steam from the boiler.) how can it get through to the low pressure cylinder without damaging the high?
“Well, I said it had done but I had to explain. It got a right cylinder full into the high pressure and it were lucky. It must have got it during the length of the stroke and filled it but the exhaust valve were open and when the piston went back it shoved it down the pipe and it went straight into the low. ‘Cause it’s a cross compound engine set at ninety degrees so that side were open and all but when that piston came back on low pressure that (the exhaust valve) were shut because them valves on the low pressure shut about two foot sooner than the high think on, they have to get some compression up. That’s when it shoved the end out of the cylinder and it never blew the relief valves because they were full of Shinio metal polish! (I’ve come across this many a time since. Most relief valves are brass and prominent and get a lot of polishing. Due to their construction it’s very easy for excess polish to get into the valve and on to the seat where it sets up mild corrosion and sticks the relief valve down. The function of the relief valve is to lift easily to allow any excess water to escape and on the low would only be set at about 50psi maximum. If this is what happened it shows how firmly they were stuck that they resisted pressures high enough to split the cylinder. ) That was what did it and nobody telled me any different about Crow Nest, it were no air pump rubber. It went through the high because, and this was another thing Stanley, it were like whitewash inside. You don’t get that unless it has come from the boiler. (This is boiler composition, a chemical additive injected into the boiler with the feed water to inhibit the formation of hard scale.) Compo, and boiling hot and all. When I say boiling I mean fizzing. What causes it is when the boiler is full to the top with water and instead of steam going up the pipe it’s water at 160psi. You can get it intermittent with oil in the boiler or too much compo.”
I told Newton that I knew another thing that could cause it because I had a mild case at Bancroft, if the firebeater washes his overalls in the hot well with soap powder and uses too much of it.
The gearing alley at Crow Nest.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
“And that gets in, anything that froths, yes. ‘Cause I had a do at Seedhill (Mill in Nelson.) when I were there a long time, I was there twelve months and someone put a barrel of Stergene, liquid soap, into the canal one weekend. When I looked in at me air pump on Monday morning it were beautiful! It were possing it and there were suds coming over the top. I thought it’s a good job I’m well loaded, I don’t like that. Within half an hour Gilbert Jay came dashing down from Spring Bank, he hadn’t retired then, he said “How’s your air pump Newton?” I says, going up and down like it allus does! He said Never mind the codology, let’s have a look at it. It were a big air pump and I said, oh, we’re sudding away merrily, do you want any washing doing? He says, you want to go and have a look at mine, with having a thousand horse on. Well, I says, what’s happened. He said that someone had tipped a forty gallon drum of soap in the canal over the weekend. Them mills weren’t so far apart you know. There were me, Whitefield and then Springbank and it were beautiful, it’d be after dinner when it settled down. I didn’t like it, did I heck. I didn’t like that going into the boiler you know.”
I told Newton about something that had happened to me while we were weaving out. “With finishing the tapes, Joe Nutter emptied the size beck into the dam and they must have had a fair bit in. Well, when he did, I turned the town’s water on into the well. John came to me and said that the water was on in the well and I said yes, it’ll stop that muck coming back in from the dam. Wait while that lot settles down before you turn it off. I said I didn’t know what that lot would do in the boiler and seeing as we only had three weeks to go I weren’t having any accidents ‘cause that’s just when they happen. Newton said “You know it’s a funny thing you should say that. I’ve been up twice this week to do an odd hour for you and I’ve been more careful this last few days than I’ve ever been.” We were both thinking along the same lines, no point in spoiling a good record on the last lap. Diversion over, we got back to the smash at Crow Nest. Newton talking again…
“Crow Nest, I might as well tell the tale about what we did. We were stopped then, smashed up. We got down there, got some men in, got some blocks up, there were no crane, it were all big oak joists, you’d to move ‘em about you know, about twelve inch square roof baulks. We got it stripped and we lifted the top half of the cylinder off just like lifting the top half of an egg. Me and Harry Crabtree were taking the top steam valve bonnets off and Harry says hold on a minute Newton, there’s a blooming great lump of this corner coming off never mind taking the nuts off. We’d taken the nuts off and I was drawing the bonnet, he were at the other side were Harry and the corner of the cylinder were coming off. He says stand well back because you see there were lagging covering it up for a start. So anyway we get it all stripped off and the motion off and lagging off and then I lifted the top half of the cylinder off, it looked like a sectioned job in a museum. We got the piston rod and piston away with plenty of blokes on the job and the wagon outside and got it all carted away. We wheeled the cylinder round the engine on a truck and tipped it through the window up the mill side you know. We didn’t bother taking the steps away or anything like that, the insurance blokes were there and it were before Reg. McNeill’s time.” (A very well known insurance surveyor.)
I asked Newton what he meant by not taking the engine house steps away.
“That were the engine house steps. I left them because with having the cylinder in two halves I’d no need to use the door. I took it round th’engine between the second motion shaft and the flywheel and chucked it out through the window. (The engine house door was always big enough to take the low pressure cylinder out of.) But there’d been some buildings built up at the big window end, second motion end of course, it were no good going there because there were t’second motion shaft and pulley in the way anyway. Anyway I got it outside and got rid of it and I were nattered by the insurance company. There were an insurance inspector called Bentley came on from Burnley he kept saying Newton, what you going to do? I said I’m going to couple the high pressure to the air pump and let‘s get going. He says it won’t drive the load. Well I were still living at Vicarage Road then you know and I said it’ll drive the load, I’ve reckoned it up on the kitchen table. If steam’s up at 160psi there’ll be nothing to spare but it’ll run it. He said No, it won’t drive the load Newton, I’ve reckoned it up. Anyhow, there’s a bloke coming from London, the head man from British Engine (the insurance company), and by the way, it had only been insured with British Engine for one day. It had been taken off Vulcan and put on to British Engine because they’d had a bit of bother over the boilers. (I commented that I’d bet they were sick!)
“Twenty four hours it had been insured with British Engine and in the middle of the morning after we’re getting a pretty clear field on, we were starting to take some particulars for a pipe from the high pressure to the air pump and I’m down this hole and this chap came in, nice feller he were, tall thin chap and I can see him now. Mr Pickles! I says I’m here. Can you come up a minute? Yes I says and before we start, don’t start on about these motors in the gearing alley (There had been a proposal to put electric motors on the shafting as a temporary fix but Newton didn’t want to be diverted.) because I’m not bothering with no motors until I’ve got this mill running. Look he says, I’m not bothering you about any motors you carry on with the plans I’ve heard about it’ll run this mill. I says, aye, it’ll run it, they’ll burn some coal but it’ll run the mill. It were a big engine you know, it were twenty five inch bore were the high pressure. Anyhow he says it’ll run it if they can keep steam up. I says, it’ll run it and they’ll keep steam up because they’ve got three boilers. He took Bentley away and that were the last I saw of ‘em. I got a piece of eighteen inch gas pipe at the gas works which were still working then. Steel pipe, we cut it and bent it and welded it all sorts of fancy shapes till we got it from the air pump connection to the high pressure exhaust connection under the engine. We had all the floor up and we got it coupled up and about two o’clock in the morning I were ready for running. This were a week and three days later, I were ready for running but there were no engine driver.”
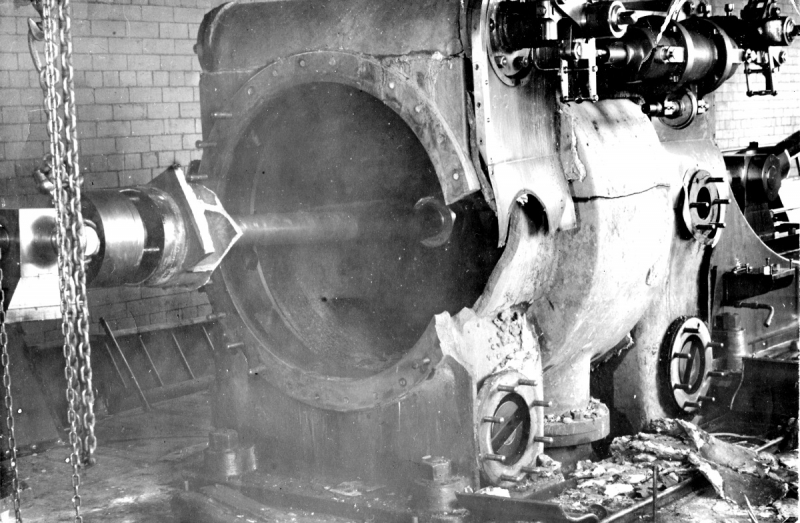
When they got the lagging off they found that the low pressure cylinder was in two halves.
[SCG comment in 2018. Recognise that the biggest expense on the insurance company was the 'loss of profits' element of the policy. This is why the insurers were more interested in getting the mill running again than the cost of the repairs, that came later.]
I told Newton about something that had happened to me while we were weaving out. “With finishing the tapes, Joe Nutter emptied the size beck into the dam and they must have had a fair bit in. Well, when he did, I turned the town’s water on into the well. John came to me and said that the water was on in the well and I said yes, it’ll stop that muck coming back in from the dam. Wait while that lot settles down before you turn it off. I said I didn’t know what that lot would do in the boiler and seeing as we only had three weeks to go I weren’t having any accidents ‘cause that’s just when they happen. Newton said “You know it’s a funny thing you should say that. I’ve been up twice this week to do an odd hour for you and I’ve been more careful this last few days than I’ve ever been.” We were both thinking along the same lines, no point in spoiling a good record on the last lap. Diversion over, we got back to the smash at Crow Nest. Newton talking again…
“Crow Nest, I might as well tell the tale about what we did. We were stopped then, smashed up. We got down there, got some men in, got some blocks up, there were no crane, it were all big oak joists, you’d to move ‘em about you know, about twelve inch square roof baulks. We got it stripped and we lifted the top half of the cylinder off just like lifting the top half of an egg. Me and Harry Crabtree were taking the top steam valve bonnets off and Harry says hold on a minute Newton, there’s a blooming great lump of this corner coming off never mind taking the nuts off. We’d taken the nuts off and I was drawing the bonnet, he were at the other side were Harry and the corner of the cylinder were coming off. He says stand well back because you see there were lagging covering it up for a start. So anyway we get it all stripped off and the motion off and lagging off and then I lifted the top half of the cylinder off, it looked like a sectioned job in a museum. We got the piston rod and piston away with plenty of blokes on the job and the wagon outside and got it all carted away. We wheeled the cylinder round the engine on a truck and tipped it through the window up the mill side you know. We didn’t bother taking the steps away or anything like that, the insurance blokes were there and it were before Reg. McNeill’s time.” (A very well known insurance surveyor.)
I asked Newton what he meant by not taking the engine house steps away.
“That were the engine house steps. I left them because with having the cylinder in two halves I’d no need to use the door. I took it round th’engine between the second motion shaft and the flywheel and chucked it out through the window. (The engine house door was always big enough to take the low pressure cylinder out of.) But there’d been some buildings built up at the big window end, second motion end of course, it were no good going there because there were t’second motion shaft and pulley in the way anyway. Anyway I got it outside and got rid of it and I were nattered by the insurance company. There were an insurance inspector called Bentley came on from Burnley he kept saying Newton, what you going to do? I said I’m going to couple the high pressure to the air pump and let‘s get going. He says it won’t drive the load. Well I were still living at Vicarage Road then you know and I said it’ll drive the load, I’ve reckoned it up on the kitchen table. If steam’s up at 160psi there’ll be nothing to spare but it’ll run it. He said No, it won’t drive the load Newton, I’ve reckoned it up. Anyhow, there’s a bloke coming from London, the head man from British Engine (the insurance company), and by the way, it had only been insured with British Engine for one day. It had been taken off Vulcan and put on to British Engine because they’d had a bit of bother over the boilers. (I commented that I’d bet they were sick!)
“Twenty four hours it had been insured with British Engine and in the middle of the morning after we’re getting a pretty clear field on, we were starting to take some particulars for a pipe from the high pressure to the air pump and I’m down this hole and this chap came in, nice feller he were, tall thin chap and I can see him now. Mr Pickles! I says I’m here. Can you come up a minute? Yes I says and before we start, don’t start on about these motors in the gearing alley (There had been a proposal to put electric motors on the shafting as a temporary fix but Newton didn’t want to be diverted.) because I’m not bothering with no motors until I’ve got this mill running. Look he says, I’m not bothering you about any motors you carry on with the plans I’ve heard about it’ll run this mill. I says, aye, it’ll run it, they’ll burn some coal but it’ll run the mill. It were a big engine you know, it were twenty five inch bore were the high pressure. Anyhow he says it’ll run it if they can keep steam up. I says, it’ll run it and they’ll keep steam up because they’ve got three boilers. He took Bentley away and that were the last I saw of ‘em. I got a piece of eighteen inch gas pipe at the gas works which were still working then. Steel pipe, we cut it and bent it and welded it all sorts of fancy shapes till we got it from the air pump connection to the high pressure exhaust connection under the engine. We had all the floor up and we got it coupled up and about two o’clock in the morning I were ready for running. This were a week and three days later, I were ready for running but there were no engine driver.”
When they got the lagging off they found that the low pressure cylinder was in two halves.
[SCG comment in 2018. Recognise that the biggest expense on the insurance company was the 'loss of profits' element of the policy. This is why the insurers were more interested in getting the mill running again than the cost of the repairs, that came later.]
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I asked Newton how he drove the air pump.
“I took the piston rod up to the shop and straightened it out as best I could and then I fabricated a bracket to stand at the end on the cylinder foundation as far back as I could get it wi’ a big bronze bush in. We fastened the bush wi’ four bolts but I’d slotted ‘em so’s the bush could slide up and down and find its own centre because I know it wouldn’t be straight. I put the tail slide and slipper back on, I repaired the stone (where it had broken out) with a piece of steel plate. We left the slide without plates, it hadn’t any plates on hadn’t Burnley Ironworks slides like yours has plates on up at Bancroft. (Newton means the retaining plates on top of the slide to stop any tendency of the slipper to rise.) They’d no top plates on but I said it would be alright if it wants to come up we’ll let it. It couldn’t go far with that big bush, it were about a foot long were this bronze bush with a big flange on and four bolts in the slots but not tightened, locked with lock nuts.
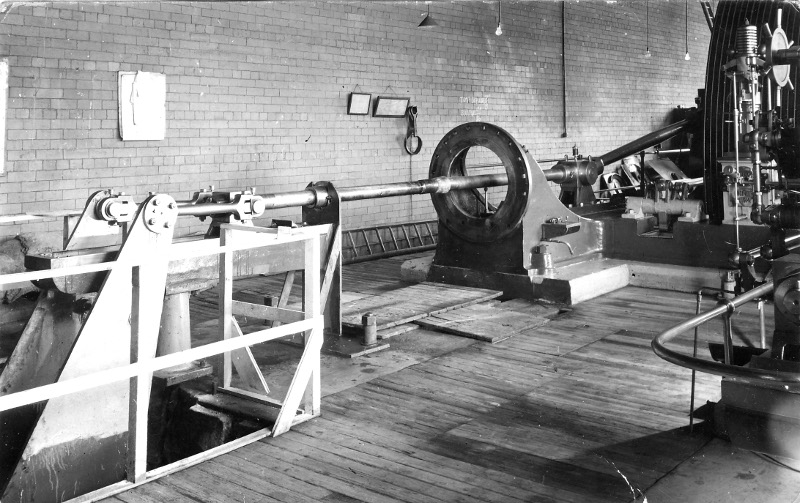
The temporary setup Newton used to drive the air pump while they were waiting for the new cylinder casting.
Anyhow, about two o’clock in the morning we were ready for running. Crabby says Are we going to run it Newton? I says aye, we’re going to get on in the morning and get them weavers back. I’d got the fireman there and the oiler were there and we got some steam up. Sidney weren’t there but I says don’t bother about Sidney we’ll soon have it running, I’ve run it many a time you know when they’ve been poorly. So we got warmed up and barred it round and it were champion there weren’t owt sticking anywhere. I says right, we’ll have to get it running so I just cracked the stop valve open and she went round about twice and Crabby were down the low pressure side. He shouts whoa Newton, there’s sommat not right here! He said that when the crank came down it was sparking on the low pressure fly wheel shaft pedestal. Oh no I said, that’s crowned it reight. It hasn’t moved the fly wheel shaft pedestal has it? And it had, it had moved the pedestal on the low pressure side about half an inch with the jar, the sudden shock had brought it out. It had tightened the shaft between the bearings because we hadn’t gone round half a dozen times and the collar on the bearing behind the crank were red hot. Crabby says oh blooming heck! And they were big nuts. He says are we going to loosen ‘em, to yank it back at this time of night? I says no, we’re not Harry let’s go back to the shop and get that big tup that we used on fly wheel keys sometimes, it weighed about eight hundred weight with two rings in. I says let’s go and get that big tup we’ve got the blocks up let’s knock it back opposite road to what it knocked itself out. And we did, we thumped it back, we could get to the pedestal with the crank at the top and we tupped it back to where it were before, we could see the mark you see. We did it without loosening the bolts, we brayed it back and you couldn’t tell we’d touched it. Come on we’ll try again and it ran like a sewing machine. We got a load on and we got running at morning. The weavers straggled in, you know how they are, it took ‘em a couple of days to get back to their work after a job like that. Sidney came down and he were scared of it, I’d to go down every morning wi’ him at starting time and that. (This was quite common after an accident. It can be very stressful running a big engine and some men handled it badly even at the best of times. Newton and I used to reckon that this is why so many of them were bad-tempered.)
We’d no bother with me bronze bush and tail slide or the air pump, we had a good vacuum. Tha talks about shifting coal, they hadn’t been used to burning coal like that at Crow Nest. Anyhow I left him with it. He rang up a day or two after and I were out, I’d gone on somewhere else and me father says hey, get to Crow Nest, Sidney’s panicking! High pressure cylinder’s knocking now. I says No, never! I went down but he must have been imagining it because it weren’t knocking but by heck it weren’t half nodding. (This is the cylinder straining to move about on the bed because of the strain. If you look at the high pressure cylinder on any loaded engine you can detect a slight movement which is intentional. The only holding down bolts on the bed that are dead tight are the two immediately in front of the cylinder, all the others are nipped but have some breathing space. This is primarily to accommodate movement in the bed due to expansion and contraction with changing temperature but also allows this slight movement.) I said it’s going to break that bed. We’d 590hp on and the figures were crossing on the high pressure with 160 pounds on. I said to Sidney stop it and we’ll send them home. It’d be the middle of the afternoon, we stopped it and I sent them home, I said it would be all right in the morning. You see that engine, like we’ve just been on about compression, well it always had a lot of compression on ‘cause it ran so quiet you know and a hell of a big flywheel and all. So I knocked the exhaust valve eccentric back until they were just closing at the end of the stroke because you see I were wanting the vacuum to give ‘em a full do of opening. I says let’s try it now and it ran like a sewing machine but there were a tap in the crank pin, I’d to take the crank pin up and the crosshead because now it were running without compression. But it were the only way you could run it with one cylinder. I wanted the vacuum to pull the piston back, I wanted all the vacuum I could get for the full length of the stroke and that stopped it nodding. Because when it come to compression the indicator diagram were going right up and looping. They could have been up to 200psi at back on full compression. So I knocked it (the eccentric) back and it ran a treat, it ran like that from July till March, to February (1952) when the new cylinder came.
“I took the piston rod up to the shop and straightened it out as best I could and then I fabricated a bracket to stand at the end on the cylinder foundation as far back as I could get it wi’ a big bronze bush in. We fastened the bush wi’ four bolts but I’d slotted ‘em so’s the bush could slide up and down and find its own centre because I know it wouldn’t be straight. I put the tail slide and slipper back on, I repaired the stone (where it had broken out) with a piece of steel plate. We left the slide without plates, it hadn’t any plates on hadn’t Burnley Ironworks slides like yours has plates on up at Bancroft. (Newton means the retaining plates on top of the slide to stop any tendency of the slipper to rise.) They’d no top plates on but I said it would be alright if it wants to come up we’ll let it. It couldn’t go far with that big bush, it were about a foot long were this bronze bush with a big flange on and four bolts in the slots but not tightened, locked with lock nuts.
The temporary setup Newton used to drive the air pump while they were waiting for the new cylinder casting.
Anyhow, about two o’clock in the morning we were ready for running. Crabby says Are we going to run it Newton? I says aye, we’re going to get on in the morning and get them weavers back. I’d got the fireman there and the oiler were there and we got some steam up. Sidney weren’t there but I says don’t bother about Sidney we’ll soon have it running, I’ve run it many a time you know when they’ve been poorly. So we got warmed up and barred it round and it were champion there weren’t owt sticking anywhere. I says right, we’ll have to get it running so I just cracked the stop valve open and she went round about twice and Crabby were down the low pressure side. He shouts whoa Newton, there’s sommat not right here! He said that when the crank came down it was sparking on the low pressure fly wheel shaft pedestal. Oh no I said, that’s crowned it reight. It hasn’t moved the fly wheel shaft pedestal has it? And it had, it had moved the pedestal on the low pressure side about half an inch with the jar, the sudden shock had brought it out. It had tightened the shaft between the bearings because we hadn’t gone round half a dozen times and the collar on the bearing behind the crank were red hot. Crabby says oh blooming heck! And they were big nuts. He says are we going to loosen ‘em, to yank it back at this time of night? I says no, we’re not Harry let’s go back to the shop and get that big tup that we used on fly wheel keys sometimes, it weighed about eight hundred weight with two rings in. I says let’s go and get that big tup we’ve got the blocks up let’s knock it back opposite road to what it knocked itself out. And we did, we thumped it back, we could get to the pedestal with the crank at the top and we tupped it back to where it were before, we could see the mark you see. We did it without loosening the bolts, we brayed it back and you couldn’t tell we’d touched it. Come on we’ll try again and it ran like a sewing machine. We got a load on and we got running at morning. The weavers straggled in, you know how they are, it took ‘em a couple of days to get back to their work after a job like that. Sidney came down and he were scared of it, I’d to go down every morning wi’ him at starting time and that. (This was quite common after an accident. It can be very stressful running a big engine and some men handled it badly even at the best of times. Newton and I used to reckon that this is why so many of them were bad-tempered.)
We’d no bother with me bronze bush and tail slide or the air pump, we had a good vacuum. Tha talks about shifting coal, they hadn’t been used to burning coal like that at Crow Nest. Anyhow I left him with it. He rang up a day or two after and I were out, I’d gone on somewhere else and me father says hey, get to Crow Nest, Sidney’s panicking! High pressure cylinder’s knocking now. I says No, never! I went down but he must have been imagining it because it weren’t knocking but by heck it weren’t half nodding. (This is the cylinder straining to move about on the bed because of the strain. If you look at the high pressure cylinder on any loaded engine you can detect a slight movement which is intentional. The only holding down bolts on the bed that are dead tight are the two immediately in front of the cylinder, all the others are nipped but have some breathing space. This is primarily to accommodate movement in the bed due to expansion and contraction with changing temperature but also allows this slight movement.) I said it’s going to break that bed. We’d 590hp on and the figures were crossing on the high pressure with 160 pounds on. I said to Sidney stop it and we’ll send them home. It’d be the middle of the afternoon, we stopped it and I sent them home, I said it would be all right in the morning. You see that engine, like we’ve just been on about compression, well it always had a lot of compression on ‘cause it ran so quiet you know and a hell of a big flywheel and all. So I knocked the exhaust valve eccentric back until they were just closing at the end of the stroke because you see I were wanting the vacuum to give ‘em a full do of opening. I says let’s try it now and it ran like a sewing machine but there were a tap in the crank pin, I’d to take the crank pin up and the crosshead because now it were running without compression. But it were the only way you could run it with one cylinder. I wanted the vacuum to pull the piston back, I wanted all the vacuum I could get for the full length of the stroke and that stopped it nodding. Because when it come to compression the indicator diagram were going right up and looping. They could have been up to 200psi at back on full compression. So I knocked it (the eccentric) back and it ran a treat, it ran like that from July till March, to February (1952) when the new cylinder came.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
It were February and it were snowing like the clappers and Heckmondwyke (I think that Marsden and Company made it.) made that and machined it and all and drilled it and it came on a blooming wagon and of all the senseless people they put it on the wagon wrong side up. Eight and a half ton, I had to turn it over in the mill yard with a couple of blocks on a fourteen inch girder that we’d put across the yard to lift it up, and to get it in we’d taken all the steps away and the window and door out. The door jamb had to come out, it wouldn’t go through. So, after a lot of annoyance and a bit of bad language we decided like we’d have to lift it off. So we lifted it off and there was no tarmac or anything under the wagon you know, it were just an ordinary muck road and we lowered it down and put a couple of battens under it and it sunk about six inch into the soft muck under the snow. Then we’d to set to and roll it over. With big shifts and little shifts we got it upstairs into the engine house at about twelve o’clock at night with a few storm lamps and a candle or two and a bit of electric light we had and we didn’t do so bad after that. We’d only about three days left to get it running. We got it into place and it fitted reasonably well. We hadn’t machined this cylinder it had been machined at Heckmondwyke. I comes to make the gauges to re-turn the valves. The low pressure valves were a heck of a length they’d be about three feet long. We found out they’d bored ‘em a bit out of parallel and of course the big end were at end where they should have had lead in. So I thought this is a right how do you do for a new engine. So I were up at t’shop turning valves and I just happened to mention this thing to me father. Well, he says, you can do nowt only leave them ten thou slack up to t’bonnets. Eh, I didn’t like the idea of making ‘em slack, so slack to start with.”
I asked Newton to explain what he meant by leaving them slack up to the bonnets.
“The bores were tapered the wrong way. They’d bored ‘em from the wrong side. You see when you start boring a casting with a lot of length to the bore you naturally get a spot of tool wear. You did when using ordinary tools anyway, you got a spot of tool wear and they’d started boring them from the bonnet end and we always bored us Corliss valves from the cover end, the blank end. Then if it went smaller it went smaller up to the bonnet and when you shoved ‘em in it were OK. (You always put the valves in from the opposite end to the bonnet.) Say you did lose ten thou on the bore, which I never did lose anything hardly, but they had done. If they had been the other way I could have turned me valves ten thou of taper and they’d have fit perfectly. So I couldn’t see turning them valves to fit the small end and leaving ’em slack at the bonnet end which meant they wouldn’t have rested correctly on the face and there’d have been some steam leakage for a heck of a long time before they wore themselves down. So what I did I turned all the valves and I said to Harry Crabtree don’t put the bonnets on. I turned all valves with a taper on to put ‘em in from the bonnet end. He says, and I’ll never forget Harry, “What are you doing?” I’m turning the taper same way as it is. He says, “Well who’s going to pull the buggers out if there’s anything wrong with them?” I says, look, we’re going to have to chance it, if there’s anything wrong with them valves we’ll have to take the bonnets off to get them out. Him and me knew all about it. So I turned these valves wi’ a taper of ten thou less at the tail end and we put them in from the bonnet end and then put the bonnets on after. You allus get that bit of (tolerance) where you can move ‘em about, you’ve got to have running tolerance. We poked ‘em in on to the tees (The tee bar that drove the valves from the bonnet via a slot in the valve itself) all four and nobody knew about it because they never came out again. But you know it would have been a hell of a long time before they wore down enough to get them out the other end and I’ve always wondered what would have happened if someone had gone and tried to take the buggers out. Anyway we got it all together and at about two or three o’clock in the morning we were ready for putting the steam pipe back. We’d had to take the steam pipe down to get the cylinder into the engine house because it ran over the window. We were all getting a bit at bands end, we’d worked night and day for seven days solid and two of me labourers were putting t’steam pipe up and making joints while me and Harry were finishing the cylinder off and bits o’ pipes, drains and one thing and another. About quarter past six, happen a bit sooner, we’ll say six o’clock in the morning, I says right put some steam on at the boiler house. They put steam on in the boiler house and I don’t know what them lads had been doing but it blew the Taylor’s ring clean out of one of the joints and everyone were asleep on the floor except me and Harry.
A Taylor’s ring is a corrugated joint ring that you put between the joints in your steam pipe lengths. I used to fill Taylor’s rings up with Manganesite. Anyway, Harry says come on Newton let’s get the steam turned off get up on the bloody scaffold and make it us self! So me and Harry set to, there’d be a dozen seven eighths of an inch bolts round that flange, we were absolutely buggered and we made the joint and it were red hot. We’d been out in the snow all week and we finished up wi’ the last joint bloody red hot wi’ all the windows out! Anyhow we got running as near as I can tell about quarter to seven and she picked her feet up and got hold of the vacuum and she were off. I says to Sidney leave the bloody thing running, it’s seven o’clock nearly. The weavers had been notified to come in Monday morning, if they want to come in they can do. So we ran on and sometime between seven and half past Sidney vanished, he went home for his breakfast and he said he’d be back in a bit. Quarter to eight there were a hell of a noise in’t low pressure cylinder, grind and grunt. I hooked the governor off and stopped her instantly. Harry says what’s that! I said I think I know what it is, I think there’ll be some core sand that’s dropped out of a corner that they couldn’t get out of the porting and it’s dropped in the cylinder bore, we’ll have to get rid of that! Harry says what we going to do, take t’covers off? I said are we buggery! This time o’t day and been up all week and never been to bed? There’s a core flange on top of the steam chest you know same as there is underneath for the moulders to get their muck out. I says we’ll take that flange off Harry and we’ll put a drop of oil in and then we’ll put it back on. So we took this flange off which would be about two feet in diameter and a dozen seven eighths nuts on it. We had the blocks up so we lifted it off and we put a drop of oil in, about thirty bloody gallon! He he he! I started it up meself, th’engineer never appeared, so I started up about half past eight and there were a lot of sizzling and spitting and a nice greasy piston rod and all running a bit black. I says I think we’ve shifted it and it just purred away and never ailed owt any more.
So that’s when I came home for me breakfast ‘cause I said to Harry you’re all right now you look after it I’ll just nip across t’road, I’ll get the wife to make me breakfast have a wash and a shave and I’ll be back in half an hour. I might have been a bit longer than half an hour. I goes back and me mate’s sat in the chair round t’corner a little, there were like a little vestibule and a chair round there and a desk and he’s there in that corner and he’s hard on! I thought oh my God brand new engine and about £12,000 of a job running on its own! And just then I saw this cap come down the far side and just walk round the bottom and it were Jack Sneath the engineer from Fernbank. He said no need to worry Newton I’ve been here since you went up that yard. As soon as you walked up them steps he were asleep and you hadn’t got out of sight. He must have come in one way as I went out the other. So I thought thank God because he’d had plenty of experience with that sort of thing. I stopped there and Harry come home and nobody turned up, no Sidney, and it were another fortnight before he turned up. His nerve had gone you know and he were a long time before he really came to.
He used to come for me and knock me up at half past six in the morning saying I can’t start it, I’ll never start it this morning. (Newton is talking about Sydney Heaton here) All sorts of excuses warmer’s been left on all night, air pump’s red hot and all that sort of carry on. I’d walk across and there’d be nothing, I’d just open the stop valve at five to seven and within ten minutes he’d be all right. He’d say I’m all right now. Aye, especially on Monday. Oh he came across many a time and I talked to his wife, he’d had a terrible shock with that job you know. After a month or two he were as reight as rain. She said he used to get up in the middle of the night to take the dog out you know.”
I asked Newton to explain what he meant by leaving them slack up to the bonnets.
“The bores were tapered the wrong way. They’d bored ‘em from the wrong side. You see when you start boring a casting with a lot of length to the bore you naturally get a spot of tool wear. You did when using ordinary tools anyway, you got a spot of tool wear and they’d started boring them from the bonnet end and we always bored us Corliss valves from the cover end, the blank end. Then if it went smaller it went smaller up to the bonnet and when you shoved ‘em in it were OK. (You always put the valves in from the opposite end to the bonnet.) Say you did lose ten thou on the bore, which I never did lose anything hardly, but they had done. If they had been the other way I could have turned me valves ten thou of taper and they’d have fit perfectly. So I couldn’t see turning them valves to fit the small end and leaving ’em slack at the bonnet end which meant they wouldn’t have rested correctly on the face and there’d have been some steam leakage for a heck of a long time before they wore themselves down. So what I did I turned all the valves and I said to Harry Crabtree don’t put the bonnets on. I turned all valves with a taper on to put ‘em in from the bonnet end. He says, and I’ll never forget Harry, “What are you doing?” I’m turning the taper same way as it is. He says, “Well who’s going to pull the buggers out if there’s anything wrong with them?” I says, look, we’re going to have to chance it, if there’s anything wrong with them valves we’ll have to take the bonnets off to get them out. Him and me knew all about it. So I turned these valves wi’ a taper of ten thou less at the tail end and we put them in from the bonnet end and then put the bonnets on after. You allus get that bit of (tolerance) where you can move ‘em about, you’ve got to have running tolerance. We poked ‘em in on to the tees (The tee bar that drove the valves from the bonnet via a slot in the valve itself) all four and nobody knew about it because they never came out again. But you know it would have been a hell of a long time before they wore down enough to get them out the other end and I’ve always wondered what would have happened if someone had gone and tried to take the buggers out. Anyway we got it all together and at about two or three o’clock in the morning we were ready for putting the steam pipe back. We’d had to take the steam pipe down to get the cylinder into the engine house because it ran over the window. We were all getting a bit at bands end, we’d worked night and day for seven days solid and two of me labourers were putting t’steam pipe up and making joints while me and Harry were finishing the cylinder off and bits o’ pipes, drains and one thing and another. About quarter past six, happen a bit sooner, we’ll say six o’clock in the morning, I says right put some steam on at the boiler house. They put steam on in the boiler house and I don’t know what them lads had been doing but it blew the Taylor’s ring clean out of one of the joints and everyone were asleep on the floor except me and Harry.
A Taylor’s ring is a corrugated joint ring that you put between the joints in your steam pipe lengths. I used to fill Taylor’s rings up with Manganesite. Anyway, Harry says come on Newton let’s get the steam turned off get up on the bloody scaffold and make it us self! So me and Harry set to, there’d be a dozen seven eighths of an inch bolts round that flange, we were absolutely buggered and we made the joint and it were red hot. We’d been out in the snow all week and we finished up wi’ the last joint bloody red hot wi’ all the windows out! Anyhow we got running as near as I can tell about quarter to seven and she picked her feet up and got hold of the vacuum and she were off. I says to Sidney leave the bloody thing running, it’s seven o’clock nearly. The weavers had been notified to come in Monday morning, if they want to come in they can do. So we ran on and sometime between seven and half past Sidney vanished, he went home for his breakfast and he said he’d be back in a bit. Quarter to eight there were a hell of a noise in’t low pressure cylinder, grind and grunt. I hooked the governor off and stopped her instantly. Harry says what’s that! I said I think I know what it is, I think there’ll be some core sand that’s dropped out of a corner that they couldn’t get out of the porting and it’s dropped in the cylinder bore, we’ll have to get rid of that! Harry says what we going to do, take t’covers off? I said are we buggery! This time o’t day and been up all week and never been to bed? There’s a core flange on top of the steam chest you know same as there is underneath for the moulders to get their muck out. I says we’ll take that flange off Harry and we’ll put a drop of oil in and then we’ll put it back on. So we took this flange off which would be about two feet in diameter and a dozen seven eighths nuts on it. We had the blocks up so we lifted it off and we put a drop of oil in, about thirty bloody gallon! He he he! I started it up meself, th’engineer never appeared, so I started up about half past eight and there were a lot of sizzling and spitting and a nice greasy piston rod and all running a bit black. I says I think we’ve shifted it and it just purred away and never ailed owt any more.
So that’s when I came home for me breakfast ‘cause I said to Harry you’re all right now you look after it I’ll just nip across t’road, I’ll get the wife to make me breakfast have a wash and a shave and I’ll be back in half an hour. I might have been a bit longer than half an hour. I goes back and me mate’s sat in the chair round t’corner a little, there were like a little vestibule and a chair round there and a desk and he’s there in that corner and he’s hard on! I thought oh my God brand new engine and about £12,000 of a job running on its own! And just then I saw this cap come down the far side and just walk round the bottom and it were Jack Sneath the engineer from Fernbank. He said no need to worry Newton I’ve been here since you went up that yard. As soon as you walked up them steps he were asleep and you hadn’t got out of sight. He must have come in one way as I went out the other. So I thought thank God because he’d had plenty of experience with that sort of thing. I stopped there and Harry come home and nobody turned up, no Sidney, and it were another fortnight before he turned up. His nerve had gone you know and he were a long time before he really came to.
He used to come for me and knock me up at half past six in the morning saying I can’t start it, I’ll never start it this morning. (Newton is talking about Sydney Heaton here) All sorts of excuses warmer’s been left on all night, air pump’s red hot and all that sort of carry on. I’d walk across and there’d be nothing, I’d just open the stop valve at five to seven and within ten minutes he’d be all right. He’d say I’m all right now. Aye, especially on Monday. Oh he came across many a time and I talked to his wife, he’d had a terrible shock with that job you know. After a month or two he were as reight as rain. She said he used to get up in the middle of the night to take the dog out you know.”
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90298
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
We started to talk about how keen your senses got when you lived with an engine and Newton agreed. “I mean you see, we’ve been at it all these years and it doesn’t matter what, or where you are, if there’s a change of noise, suddenly you want to know what it is don’t you.” I agreed and made the point that you spend all the rest of your life listening. People have often seen me jump at a strange noise and thought I was nervous but I always told them not to confuse nervousness with being alert and having quick reactions. You don’t survive long running big lumps like steam engines if you aren’t listening.
The engine ran for a further fourteen years after this repair and finally closed down in 1966.
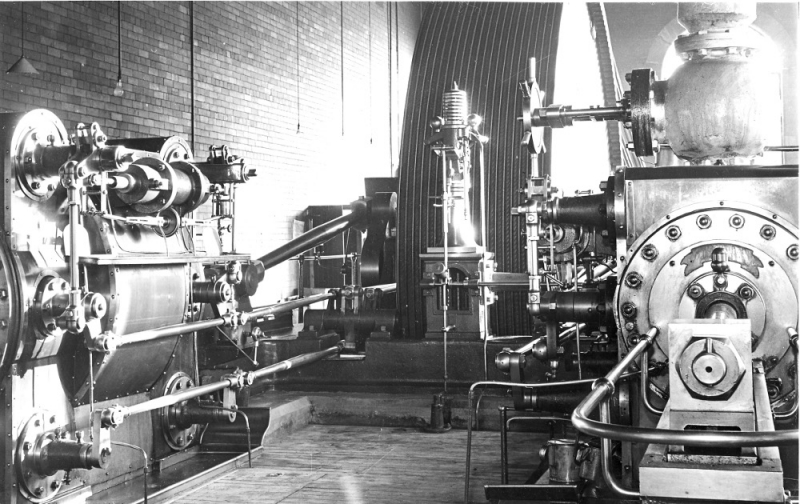
Crow Nest before the smash.
CHAPTER 17: LONG ING SHED
Long Ing Shed is part of the complex of mills clustered round the canal bridge at Long Ing. There were three mills there, Long Ing, Moss Shed across the road on the same side of the canal and Barnsey Shed over the canal opposite Moss. When Ashby moved the Ouzledale Foundry from Longfield lane it was into buildings behind Long Ing Shed. All three of the mills used the canal as a source of condenser water and so didn’t need to have lodges or dams. Long Ing was an early mill to use canal water but as time went on and the urban water sites were taken over the only place where you could get an adequate water supply for condensing was from the canal, this is why as a general rule the later mills in any northern town are on the canal side. The canal company charged a fee for water use based on the horse power of the engine and weekly indicator diagrams had to be taken to determine the charge. As a consequence most mills indicated the engine at a time when power demand was down like on a Friday afternoon late on when weavers were cleaning their looms. There is a famous story about a relief engineer at Moss Shed indicating first thing on Monday morning and producing diagrams that showed three times the power the canal company had been getting regularly. History doesn’t record how they sorted that one out but I should imagine harsh words were said to the poor relief driver!
We need to look at the history of the shed to understand how the later story of Brown and Pickles’ involvement came about. Bear with me, it may seem to be off-topic but it gives us essential background. I shall mention Billy Brooks quite a lot in this account. He was another informant of the LTP and at the time I interviewed him in 1978 he was almost 100 years old so we are reaching a long way back with his evidence which in the light of later evidence was very accurate. Billy was no mug!
The Long Ing Shed was the first purpose built Room and Power shed in Barlick. The company was formed in 1886 and the mill was up and running in June 1887. It had a three storey warehouse and preparation block with a 1,200 loom shed. The engine was a pair of tandems by W & J Yates of Blackburn giving 700hp on a gear drive.
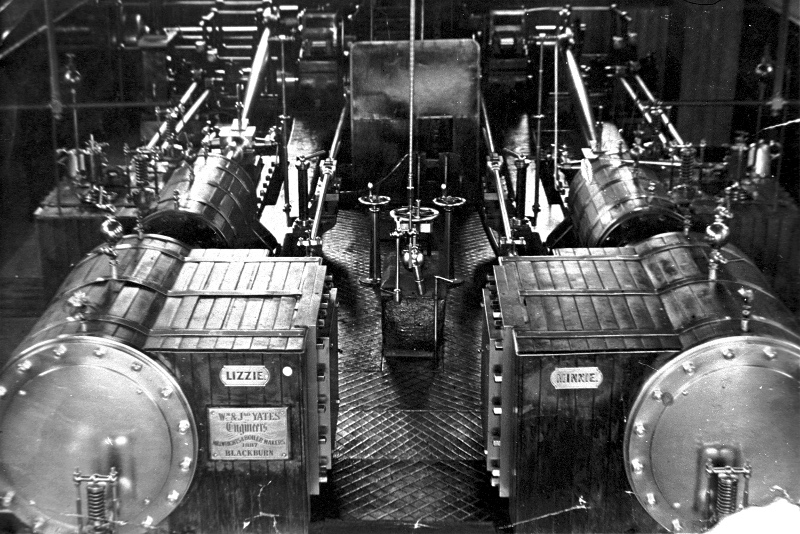
‘Lizzie’ and Minnie’, the Yates double tandem engine at Long Ing shed.
The main investor in the mill was George Rushworth from Colne who was an engineer and millwright and I suspect he had a lot to say about the design and configuration of the new mill. What is certain was that he regarded the mill as his territory and apart from occasions when the engine makers were called in he did all the maintenance and repairs until 1932 when Stephen Pickles the major tenant gained control of the shares and ended Rushworth’s hegemony. The plant was notoriously unreliable up to this point. Much of this unreliability was due to the fact that as soon as the shed design and plant had been finalised in 1886/7 a decision was taken to extend from 1200 looms to 1600 to accommodate Brooks Brothers looms. Brooks Brothers was Robinson and Christopher Brooks who had started in Clough mill with 86 looms. As with all the Barlick mills the more you know about the others the better you can understand what’s going on so let’s look at the Brooks family. The Brooks family were grocers in Newtown in Barlick but they later moved to larger premises in Church Street. Christopher Brooks the head of the family is mentioned as a shareholder of the Craven Bank and was evidently making money and rising in the community. He would be in touch with the developments in the cotton trade and saw an opportunity to get in on the ground floor. Here I have a bit of difficulty because it hasn’t yet become clear exactly when he took the plunge but there was a big shake out at Clough Mill in 1860 when the Bracewell Brothers’ (The Coates branch, not Billycock) interests in Barlick at Old Coates and Clough mill failed. John Slater was the major tenant and he also had shares in a silk mill at Galgate. He survived the Cotton Famine well because they experimented with other fibres and wove wool/cotton mixtures. Slater helped Bennett the pastor of the local Baptist church set up in business in Clough to provide work for his parishioners. By 1867 Slater had bought Clough off Mitchell and then he died. His sons put pressure on Bennett and forced him into liquidation so in 1867/1868 there was spare space. I don’t know yet whether this is when Brooks Brothers started or whether it was 1878 when a new mill was built at Clough. I suspect it was in the 1878/79 extension because this was four stories and Billy Brooks says that Brooks Brothers were in the ‘Top Hoil’ and the number of looms would be about right for one storey of this building.
Long Ing was building by 1886/87 and one of the original shareholders was ‘Mrs Elizabeth Brooks’, this looks like the widow of Christopher the grocer. Whatever, in 1889/90 Brooks Brothers moved out of Clough with their 86 looms and made up to 421 in the new shed at Long Ing. Billy Brooks says that the looms at Clough were Pilling’s looms and when Brooks went down to Long Ing they made up with Cooper’s looms, 38” and 40” and 43”. Eventually they smashed the Pilling’s looms up and replaced them with Coopers. This shed was gear driven and the drive gave trouble from the start. Billy Brooks was weaving there and he says that in 1892 the gearing to the shed collapsed and the main shaft was found to be cracked, it was a fairly serious event and pieces of broken wheel burst through the roof. They were stopped for three weeks while this was rectified and then shortly afterwards there was a big problem with the jack wheel on the engine flywheel.
The engine ran for a further fourteen years after this repair and finally closed down in 1966.
Crow Nest before the smash.
CHAPTER 17: LONG ING SHED
Long Ing Shed is part of the complex of mills clustered round the canal bridge at Long Ing. There were three mills there, Long Ing, Moss Shed across the road on the same side of the canal and Barnsey Shed over the canal opposite Moss. When Ashby moved the Ouzledale Foundry from Longfield lane it was into buildings behind Long Ing Shed. All three of the mills used the canal as a source of condenser water and so didn’t need to have lodges or dams. Long Ing was an early mill to use canal water but as time went on and the urban water sites were taken over the only place where you could get an adequate water supply for condensing was from the canal, this is why as a general rule the later mills in any northern town are on the canal side. The canal company charged a fee for water use based on the horse power of the engine and weekly indicator diagrams had to be taken to determine the charge. As a consequence most mills indicated the engine at a time when power demand was down like on a Friday afternoon late on when weavers were cleaning their looms. There is a famous story about a relief engineer at Moss Shed indicating first thing on Monday morning and producing diagrams that showed three times the power the canal company had been getting regularly. History doesn’t record how they sorted that one out but I should imagine harsh words were said to the poor relief driver!
We need to look at the history of the shed to understand how the later story of Brown and Pickles’ involvement came about. Bear with me, it may seem to be off-topic but it gives us essential background. I shall mention Billy Brooks quite a lot in this account. He was another informant of the LTP and at the time I interviewed him in 1978 he was almost 100 years old so we are reaching a long way back with his evidence which in the light of later evidence was very accurate. Billy was no mug!
The Long Ing Shed was the first purpose built Room and Power shed in Barlick. The company was formed in 1886 and the mill was up and running in June 1887. It had a three storey warehouse and preparation block with a 1,200 loom shed. The engine was a pair of tandems by W & J Yates of Blackburn giving 700hp on a gear drive.
‘Lizzie’ and Minnie’, the Yates double tandem engine at Long Ing shed.
The main investor in the mill was George Rushworth from Colne who was an engineer and millwright and I suspect he had a lot to say about the design and configuration of the new mill. What is certain was that he regarded the mill as his territory and apart from occasions when the engine makers were called in he did all the maintenance and repairs until 1932 when Stephen Pickles the major tenant gained control of the shares and ended Rushworth’s hegemony. The plant was notoriously unreliable up to this point. Much of this unreliability was due to the fact that as soon as the shed design and plant had been finalised in 1886/7 a decision was taken to extend from 1200 looms to 1600 to accommodate Brooks Brothers looms. Brooks Brothers was Robinson and Christopher Brooks who had started in Clough mill with 86 looms. As with all the Barlick mills the more you know about the others the better you can understand what’s going on so let’s look at the Brooks family. The Brooks family were grocers in Newtown in Barlick but they later moved to larger premises in Church Street. Christopher Brooks the head of the family is mentioned as a shareholder of the Craven Bank and was evidently making money and rising in the community. He would be in touch with the developments in the cotton trade and saw an opportunity to get in on the ground floor. Here I have a bit of difficulty because it hasn’t yet become clear exactly when he took the plunge but there was a big shake out at Clough Mill in 1860 when the Bracewell Brothers’ (The Coates branch, not Billycock) interests in Barlick at Old Coates and Clough mill failed. John Slater was the major tenant and he also had shares in a silk mill at Galgate. He survived the Cotton Famine well because they experimented with other fibres and wove wool/cotton mixtures. Slater helped Bennett the pastor of the local Baptist church set up in business in Clough to provide work for his parishioners. By 1867 Slater had bought Clough off Mitchell and then he died. His sons put pressure on Bennett and forced him into liquidation so in 1867/1868 there was spare space. I don’t know yet whether this is when Brooks Brothers started or whether it was 1878 when a new mill was built at Clough. I suspect it was in the 1878/79 extension because this was four stories and Billy Brooks says that Brooks Brothers were in the ‘Top Hoil’ and the number of looms would be about right for one storey of this building.
Long Ing was building by 1886/87 and one of the original shareholders was ‘Mrs Elizabeth Brooks’, this looks like the widow of Christopher the grocer. Whatever, in 1889/90 Brooks Brothers moved out of Clough with their 86 looms and made up to 421 in the new shed at Long Ing. Billy Brooks says that the looms at Clough were Pilling’s looms and when Brooks went down to Long Ing they made up with Cooper’s looms, 38” and 40” and 43”. Eventually they smashed the Pilling’s looms up and replaced them with Coopers. This shed was gear driven and the drive gave trouble from the start. Billy Brooks was weaving there and he says that in 1892 the gearing to the shed collapsed and the main shaft was found to be cracked, it was a fairly serious event and pieces of broken wheel burst through the roof. They were stopped for three weeks while this was rectified and then shortly afterwards there was a big problem with the jack wheel on the engine flywheel.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!