We had a good pump but we also had the Pearn pump sat there and as the immediate pressure had been taken off me I turned my attention to that. It was relegated now to pumping water out of the hot well where all the condensate arrived back in the cellar from the heating mains round the economisers and back to the hot box which was emptied by the new pump into the boiler when the float switch signalled it was full.
I should perhaps explain that in the original plant design, the feedwater pump forced this water from the hot well through the economisers which were pressurised in those days and direct into the boiler. As it was at boiler pressure the water could be superheated in the economiser (A nest of cast iron tubes sat in the hot gas flow from the furnaces) Temperature was regulated by means of the separate damper on the front of the economiser. Over the years the cast iron tubes had deteriorated and the insurance company refused to cover the economiser as it was of course a pressure vessel. When that happened B&P modified the system by taking the feedwater from the economiser back to the newly installed hot box in the cellar and pumping it direct to the boiler from there. This was the duty the Pearn had been jibbing at and was now being coped with by the B&P pump.
The big difference between Johnny's design and the Pearn was that the delivery valves were much easier to get at. I opened the Pearn and found that the valves and their seats were badly worn so I made a cutter, re-cut the seats and skimmed the mushroom valves up and ground them in. They were mounted with the heads at the top and the action couldn't have been more simple, the suction of the plunger pump lifted them off their seats and water flowed in, As soon as pressure came on they dropped and closed. Their travel was regulated by screwed pegs from the top and I found these were all badly worn and you couldn't adjust them to less than a quarter of an inch lift. I consulted Newton and he told me that this was always the big mistake with clack valves like this. They only needed about a sixteenth of an inch of lift to allow the water in and if they were wider water escaped from the clack box back through the valves during the time it took them to fall. I took notice, made new adjusting screws and set them at slightly less than a sixteenth. When we tried it out we found that we had a pump! The question now was how could we take advantage of the fact that we had two good pumps?
STEAM ENGINES AND WATERWHEELS
-
Stanley

- Global Moderator

- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
John and I were good friends and even more important, I think we were effective colleagues. We both knew our job and over our morning pint of tea in the engine house we mulled over ways to make the job easier and more efficient. It was John who gave me a clue one morning that got me to thinking and I went into the cellar and looked long and hard at the two pumps. The way we were running the feedwater supply was the old fashioned way, regulating the flow by using the feedwater valve on the front of the boiler. This worked but had consequences in that we were getting wire-drawing in the seat of the valve that eventually was going to damage it. We had a fall back in that John could go in the cellar and turn the Pearn off.
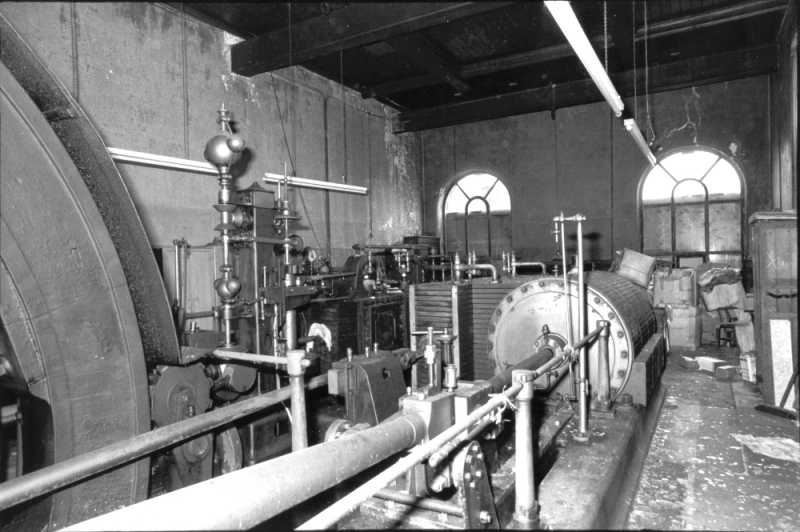
I came up with a solution which was to run the Pearn continuously but install a by-pass pipe between the delivery side of the Pearn and the hot box. This meant that we could regulate the output of the pump to the economiser circuit by a simple adjustment of a valve in the by-pass pipe. This had another advantage in that it was a very sensitive setting.
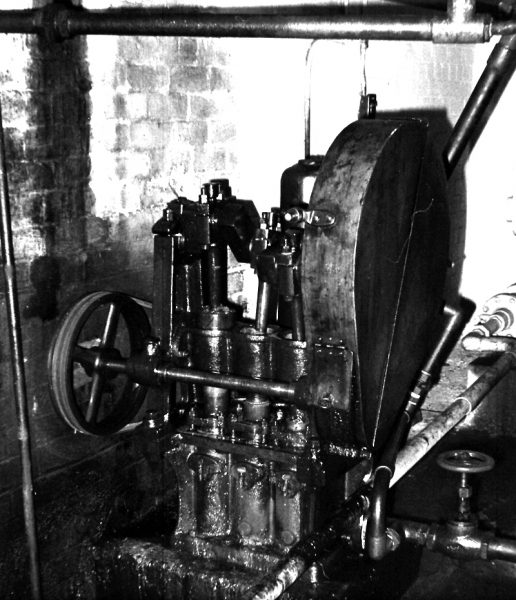
The 3/4" pipe coming round the guard at a strange angle is the by-pass we installed. All right, a better pipefitter would have made it more tidy but it didn't leak and it worked!
It was a perfect cure! John could regulate his feedwater flow from flat out to zero with one adjustment of the 3/4" valve in the bypass. He soon got to know the settings and it meant that he could balance his fire bed against water and steam demand with no sweat at all. In fact it made his job a lot easier. This didn't solve our problems of under-capacity or poor draught but made it far more likely that he could keep his emissions legal and get the Nuisance Man off my back. It showed up in the coal consumption figures as well! The combination of the B&P pump and the bypass lowered coal consumption 30cwt a week during summer and I often regretted the fact that the management had paid for the pump. The saving was about £100 a week. Half of that would have been a nice bonus! It was noticed in the office but nobody ever gave us a kind word.
I came up with a solution which was to run the Pearn continuously but install a by-pass pipe between the delivery side of the Pearn and the hot box. This meant that we could regulate the output of the pump to the economiser circuit by a simple adjustment of a valve in the by-pass pipe. This had another advantage in that it was a very sensitive setting.
The 3/4" pipe coming round the guard at a strange angle is the by-pass we installed. All right, a better pipefitter would have made it more tidy but it didn't leak and it worked!
It was a perfect cure! John could regulate his feedwater flow from flat out to zero with one adjustment of the 3/4" valve in the bypass. He soon got to know the settings and it meant that he could balance his fire bed against water and steam demand with no sweat at all. In fact it made his job a lot easier. This didn't solve our problems of under-capacity or poor draught but made it far more likely that he could keep his emissions legal and get the Nuisance Man off my back. It showed up in the coal consumption figures as well! The combination of the B&P pump and the bypass lowered coal consumption 30cwt a week during summer and I often regretted the fact that the management had paid for the pump. The saving was about £100 a week. Half of that would have been a nice bonus! It was noticed in the office but nobody ever gave us a kind word.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
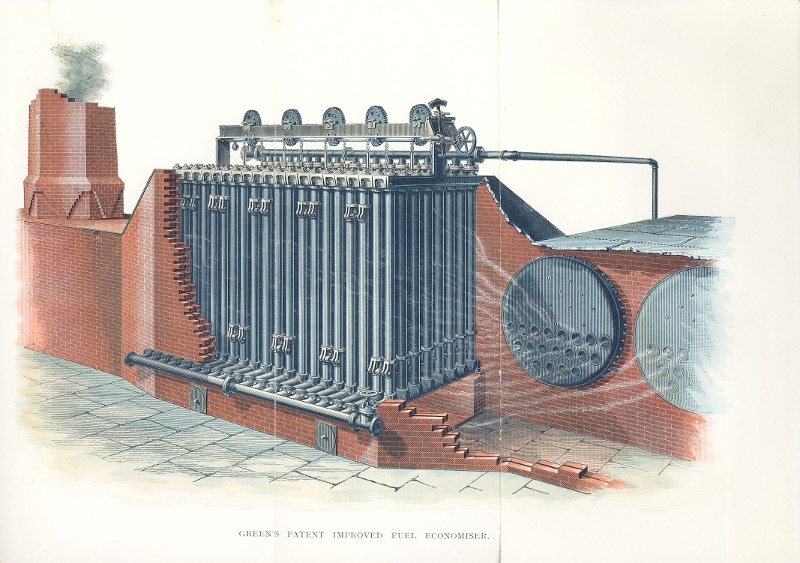
I keep talking about the economisers, here's a good sectioned drawing of the Green's Economiser from Wakefield identical to ours at Bancroft. Notice the automatic scrapers that travelled up and down the CI tubes to keep them clear of soot. There was a system of dampers to regulate the flow of flue gas..
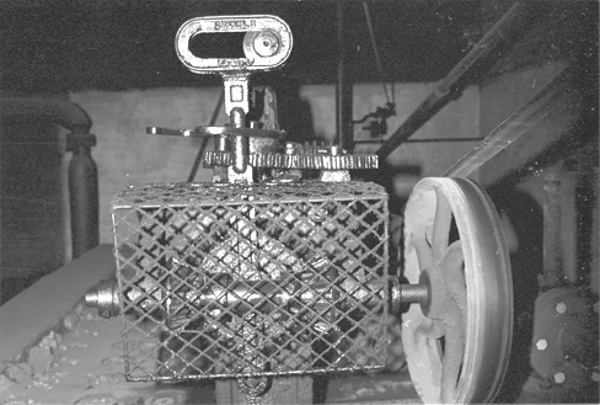
Here's the very clever gearing set up on the drive which automatically reversed the drive when the scrapers reached the end of their stroke. Look at it very carefully and eventually you'll understand how the lever overbalanced as the top travelled from side to side. When it did it reversed the drive from the driving pulley. Some economiser drives had their own small steam engine and in later days an electric motor. Ours was always rope driven from the same shafting that used to drive the old shovel stokers.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Despite all our efforts, as the load on the engine decreased our fireboxes were too long for the amount of coal we were burning and in summer the thin short fires let cold air into the furnace and we made smoke. In the days when I had the useless firebeater, poor Ben Gregory (he never did understand the job....) I decided to try single flue burning.
The standard method of single flue burning on a twin flued boiler was to rearrange the flue system so that the gases from the 'live' flue went straight into the other fire tube which was divided by a brick wall down the centre, the gases went down one side and back out through the other and hence to the downtake, sole flue and side flues. I had to make an overnight conversion that cost nothing so I made a blanking plate for the right hand flue opening and disconnected the stoker drive. The following morning Ben never turned up but I had been half expecting this and was in early. I got a big fire going in the live flue and it burned well as it had all the draught. I started with a full glass of water and the safety valve lifting at 160psi and for a while all was well but it soon became obvious I was losing ground. By dinner time my water was down to half-way and I only had 80psi. I gained some water and about 20psi over the dinner hour but after that things got bad. I finished up at closing time running very inefficiently on 50psi and decided that was it. I went back after tea and restored everything to normal running and banked both fires.
The following morning Ben came in and I sacked him, I was better off without him. In those days it was easy, instant dismissal with a week's pay in lieu. I had to do two things, find another firebeater and have a rethink about the smoke!
The standard method of single flue burning on a twin flued boiler was to rearrange the flue system so that the gases from the 'live' flue went straight into the other fire tube which was divided by a brick wall down the centre, the gases went down one side and back out through the other and hence to the downtake, sole flue and side flues. I had to make an overnight conversion that cost nothing so I made a blanking plate for the right hand flue opening and disconnected the stoker drive. The following morning Ben never turned up but I had been half expecting this and was in early. I got a big fire going in the live flue and it burned well as it had all the draught. I started with a full glass of water and the safety valve lifting at 160psi and for a while all was well but it soon became obvious I was losing ground. By dinner time my water was down to half-way and I only had 80psi. I gained some water and about 20psi over the dinner hour but after that things got bad. I finished up at closing time running very inefficiently on 50psi and decided that was it. I went back after tea and restored everything to normal running and banked both fires.
The following morning Ben came in and I sacked him, I was better off without him. In those days it was easy, instant dismissal with a week's pay in lieu. I had to do two things, find another firebeater and have a rethink about the smoke!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
With hindsight, this was where I made my big mistake......
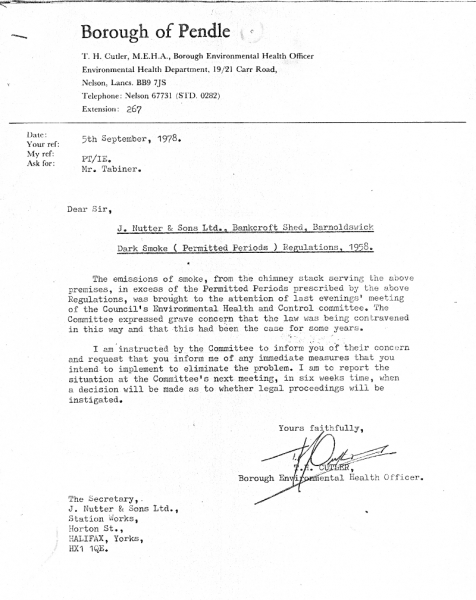
At the mill we were having a bad time. Cloth orders were down and we were reduced to commission weaving, the worst form of trade. This is when you take in weaving jobs from other sheds that haven’t the capacity to cope, it was always the worst warps and the lowest price. In addition, as the numbers of looms fell and the load came off the engine I was having trouble with the Proctor Stokers on the boiler. It is a characteristic of this type of stoker that they won’t fire smoke free unless they are carrying a reasonably heavy fire. We started to get complaints from the ‘nuisance man’ our name for the inspector from the Environmental Health Department at Pendle Council. In turn I was getting flak from the management even though they knew it wasn’t my fault. I looked into the problem and worked out that if we burnt our coal stock and used the money saved plus an efficiency grant from the government to install new under-fired stokers we would stop the smoke, cut down on coal use and it wouldn’t cost the management a halfpenny. I put the proposal to Peter Birtles and waited. After a reasonable interval the order came back to start burning the stock. When I heard this I told John Plummer he was looking at the biggest idiot under the sun. He asked me why, I said “I may be wrong, but I think I’ve just closed this mill down!”
Events proved me right, the management had forgotten they had almost £10,000 in coal stock in the yard. I was certain their intention was to burn the stock, capitalise on the asset, close the mill down and scrap it. On the 5th of September the mill received a serious warning about smoke emission and the management used this as an excuse to announce that the mill would close after all current orders were woven out. What it boiled down to was that they were more interested in asset stripping than carrying on, they could make money easier that way. Jim Pollard told me the mill was still running at a profit.
This was the death knell. Will the last person to leave please switch off the lights......
At the mill we were having a bad time. Cloth orders were down and we were reduced to commission weaving, the worst form of trade. This is when you take in weaving jobs from other sheds that haven’t the capacity to cope, it was always the worst warps and the lowest price. In addition, as the numbers of looms fell and the load came off the engine I was having trouble with the Proctor Stokers on the boiler. It is a characteristic of this type of stoker that they won’t fire smoke free unless they are carrying a reasonably heavy fire. We started to get complaints from the ‘nuisance man’ our name for the inspector from the Environmental Health Department at Pendle Council. In turn I was getting flak from the management even though they knew it wasn’t my fault. I looked into the problem and worked out that if we burnt our coal stock and used the money saved plus an efficiency grant from the government to install new under-fired stokers we would stop the smoke, cut down on coal use and it wouldn’t cost the management a halfpenny. I put the proposal to Peter Birtles and waited. After a reasonable interval the order came back to start burning the stock. When I heard this I told John Plummer he was looking at the biggest idiot under the sun. He asked me why, I said “I may be wrong, but I think I’ve just closed this mill down!”
Events proved me right, the management had forgotten they had almost £10,000 in coal stock in the yard. I was certain their intention was to burn the stock, capitalise on the asset, close the mill down and scrap it. On the 5th of September the mill received a serious warning about smoke emission and the management used this as an excuse to announce that the mill would close after all current orders were woven out. What it boiled down to was that they were more interested in asset stripping than carrying on, they could make money easier that way. Jim Pollard told me the mill was still running at a profit.
This was the death knell. Will the last person to leave please switch off the lights......
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
You might wonder why a mill that, despite difficulties was not losing money, was closed down by the owners. Have a look at the bottom of the letter above for the recipient, Boardman Holdings at Halifax, that's why the registered office of J Nutter and Sons was there.
I had an interesting visit at the engine house while we were weaving out by Doug Hoyle, then the MP for Nelson. He told me that he knew of other firms that were being bought out and closed down by funds from the sub-continent. This was what happened to us. These funds were of course our Asian competitors and they could see that their costs were going to rise and so their goal was to knock out the UK competition because they could be bought for a song, in Bancroft's case we heard a figure of £60,000. They kept the merchanting interests and exported any good machinery but scrapped the rest thus reducing future competition. Doug had alerted the government to this but we weren't seen as important.
When they started scrapping looms at Bancroft there was a government subsidy for each loom. Jim Pollard noted that all the scrappers were doing in many cases was cracking the end cast iron frames so the loom collapsed but could easily be made good by welding the cracks up. Jim said that these looms were being exported to Pakistan. He made sure that N&R broke ours completely.

There is lots of evidence for this scam. When I did the LTP I was told of instances where it had happened and even that some looms were bought by local mills. They were easy to identify, they all had welded end frames.
One little known fact is that at that time the government financed strategic stock-piling of basic raw materials. George Rushworth's at Colne scrapped many mills and maintained a large pile of scrapped looms on a piece of waste ground behind Pilling's Foundry at Primet bridge. At the time of the Queen's visit to Colne in 1955 they flew a union flag on top of this pile and this caused a lot of adverse comment amongst those who knew what the pile was, a constant reminder of the death of the industry.
I had an interesting visit at the engine house while we were weaving out by Doug Hoyle, then the MP for Nelson. He told me that he knew of other firms that were being bought out and closed down by funds from the sub-continent. This was what happened to us. These funds were of course our Asian competitors and they could see that their costs were going to rise and so their goal was to knock out the UK competition because they could be bought for a song, in Bancroft's case we heard a figure of £60,000. They kept the merchanting interests and exported any good machinery but scrapped the rest thus reducing future competition. Doug had alerted the government to this but we weren't seen as important.
When they started scrapping looms at Bancroft there was a government subsidy for each loom. Jim Pollard noted that all the scrappers were doing in many cases was cracking the end cast iron frames so the loom collapsed but could easily be made good by welding the cracks up. Jim said that these looms were being exported to Pakistan. He made sure that N&R broke ours completely.
There is lots of evidence for this scam. When I did the LTP I was told of instances where it had happened and even that some looms were bought by local mills. They were easy to identify, they all had welded end frames.
One little known fact is that at that time the government financed strategic stock-piling of basic raw materials. George Rushworth's at Colne scrapped many mills and maintained a large pile of scrapped looms on a piece of waste ground behind Pilling's Foundry at Primet bridge. At the time of the Queen's visit to Colne in 1955 they flew a union flag on top of this pile and this caused a lot of adverse comment amongst those who knew what the pile was, a constant reminder of the death of the industry.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

There was only one ray of light in the gloom. A helicopter landed in the field at the end of the dam one morning. It was Malcolm Dunphy, the owner of a firm in Rochdale that made gas and oil burners for industrial boilers. He had got the idea of buying Bancroft, running the boiler with his burners on test and using the engine to generate his own electricity. The mill could be used for storage and expansion of his business. He asked me about the economics of the engine and I showed him how our energy costs were only 50% of what they would be on mains electricity. Unfortunately the idea never got off the ground but for a while we had reason for a bit of optimism.
One thing that was very noticeable was an increase in the number of visitors. News of the closure brought them down in droves and at times it was difficult to restrain my temper, we had been invisible until disaster loomed.

This applied to the TV as well. In the latter days we got to be very popular and again I was slightly pissed off. We could have done with publicity like this while we were fighting to save the mill. I made a very good case to Peter White, Her Majesties Inspector of Ancient Monuments (NW) for the DOE as it was then to take over the mill, turn half of it over to Brown and Pickles and enlist the help of the unions to start an apprentice school for heritage restoration and a resource for the remaining engines in preservation. The other half of the shed could be used for weaving tea towels for the government. It was a viable scheme, B&P were on the verge of closing as well but Mr White told me that the government couldn't be seen to be entering into trade. I told him this was crap, how about the Royal Ordnance Factories? He then came clean and told me the mill they wanted to save was Jubilee at Padiham and letting Bancroft go to the wall was part of the plan. He could use it as an Awful Warning in the Corridors of Power....

Newton reinforcing the case to Peter White.......
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Events moved on, Bancroft Shed was demolished but we saved the engine chimney and boiler. Meanwhile, in another part of the forest.....
In April 1986 N&R Contractors bought Jubilee Mill and demolished it except for the engine house which was protected as a Scheduled Industrial Monument. A major mistake had been made, the whole mill should have been protected. Bancroft Shed was long gone and English Heritage (as it was by that time) had to move their attention to Queen Street Mill at Harle Syke. The episode of The Last Steam Weaving Shed is worth a story and I’ll tell you all about it when we have dealt with Jubilee.
Robert was in close touch with Norman Sutcliffe the demolition contractor and as soon as he heard of the demolition he went to Padiham and bought the Scheduled Monument, in effect the engine house, the contents of a large workshop and the mill yard. I had a word with Robert and rang English Heritage to inform a nice young lady in Fortress House that her masters could stop worrying about Jubilee Mill, it was no more. I have an additional ‘little known fact’ for you. Many people think that ‘Fortress House, got it’s name because of the EH connection with castles, not so. It was built as the main office of the Fortress Insurance Company and kept the name.

A significant snap! This was how Robert operated, make a decision and implement it. Here he is signing the cheque for the Jubilee engine in 1986 in the street outside the mill.
Robert was now the proud owner of a derelict house and engine in the middle of a housing estate and we set about finding a viable scheme for preserving it. It would be boring to detail the hundreds of man hours we put into this search, suffice to say that on the 5th of August 1996 we found a solution, we applied for and were granted Scheduled Monument Consent to remove the Jubilee Engine from Padiham and re-install it in the engine house at Masson Mill. I’m sure you will realise that this paragraph covers almost ten years of letter-writing, reports and negotiation. During that time we had burglaries, arson attacks and even the theft of a 35 ton Lancashire boiler.
I can remember standing in the engine house at Jubilee with Robert on the day he made the decision to move the engine to Masson. I did my usual devil’s advocate speech in which I told him he was crackers, he’d done enough for the heritage and did he realise that he was looking at about £1½ million out of his back pocket because there would be no grant aid? The most sensible thing to do was get the lads in and scrap the engine. I wish I had been recording Robert that day because, as I thought it would, it triggered Robert into a long polemic about the heritage, his responsibilities and his determination to move the engine. I laughed at him and told him he was a hopeless romantic but if that was what he wanted, I’d help him.

Almost there! Robert with the Jubilee engine installed at Masson and ready for the final touches to put it back into steam. A big, successful job financed entirely out of Robert’s back pocket. That’s real dedication. (For any dedicated Oneguy fans, you're right, that's Doc with Robert. He took me down to Masson that day....)
That was the start of another long process fraught with difficulty and at times actual danger. The position fourteen years later in 2010 is that the engine is installed at Masson ready for the final touches and commissioning. Robert has spent a lot of money but achieved his goal. Can you wonder why I like the bloke?
In April 1986 N&R Contractors bought Jubilee Mill and demolished it except for the engine house which was protected as a Scheduled Industrial Monument. A major mistake had been made, the whole mill should have been protected. Bancroft Shed was long gone and English Heritage (as it was by that time) had to move their attention to Queen Street Mill at Harle Syke. The episode of The Last Steam Weaving Shed is worth a story and I’ll tell you all about it when we have dealt with Jubilee.
Robert was in close touch with Norman Sutcliffe the demolition contractor and as soon as he heard of the demolition he went to Padiham and bought the Scheduled Monument, in effect the engine house, the contents of a large workshop and the mill yard. I had a word with Robert and rang English Heritage to inform a nice young lady in Fortress House that her masters could stop worrying about Jubilee Mill, it was no more. I have an additional ‘little known fact’ for you. Many people think that ‘Fortress House, got it’s name because of the EH connection with castles, not so. It was built as the main office of the Fortress Insurance Company and kept the name.
A significant snap! This was how Robert operated, make a decision and implement it. Here he is signing the cheque for the Jubilee engine in 1986 in the street outside the mill.
Robert was now the proud owner of a derelict house and engine in the middle of a housing estate and we set about finding a viable scheme for preserving it. It would be boring to detail the hundreds of man hours we put into this search, suffice to say that on the 5th of August 1996 we found a solution, we applied for and were granted Scheduled Monument Consent to remove the Jubilee Engine from Padiham and re-install it in the engine house at Masson Mill. I’m sure you will realise that this paragraph covers almost ten years of letter-writing, reports and negotiation. During that time we had burglaries, arson attacks and even the theft of a 35 ton Lancashire boiler.
I can remember standing in the engine house at Jubilee with Robert on the day he made the decision to move the engine to Masson. I did my usual devil’s advocate speech in which I told him he was crackers, he’d done enough for the heritage and did he realise that he was looking at about £1½ million out of his back pocket because there would be no grant aid? The most sensible thing to do was get the lads in and scrap the engine. I wish I had been recording Robert that day because, as I thought it would, it triggered Robert into a long polemic about the heritage, his responsibilities and his determination to move the engine. I laughed at him and told him he was a hopeless romantic but if that was what he wanted, I’d help him.
Almost there! Robert with the Jubilee engine installed at Masson and ready for the final touches to put it back into steam. A big, successful job financed entirely out of Robert’s back pocket. That’s real dedication. (For any dedicated Oneguy fans, you're right, that's Doc with Robert. He took me down to Masson that day....)
That was the start of another long process fraught with difficulty and at times actual danger. The position fourteen years later in 2010 is that the engine is installed at Masson ready for the final touches and commissioning. Robert has spent a lot of money but achieved his goal. Can you wonder why I like the bloke?
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

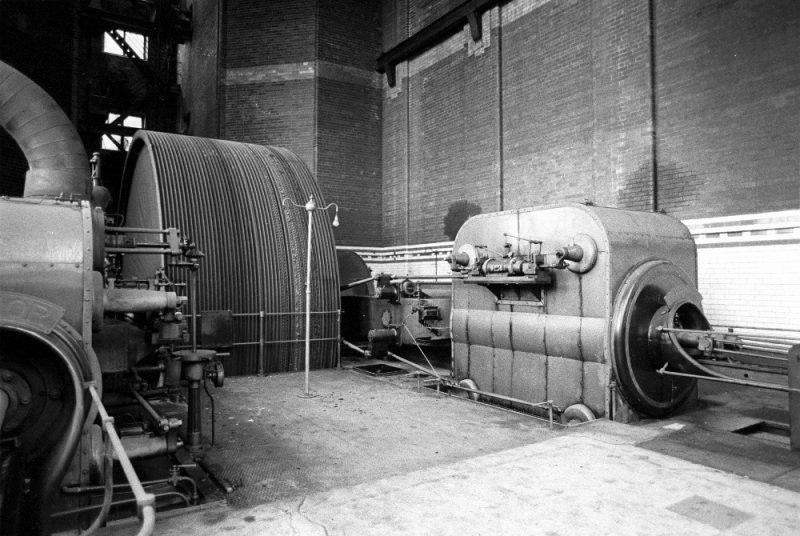
I could bore for England on the subject of putting the Jubilee engine in the Masson engine house but I'll just give you one glimpse into the complexity of what we did. Here are the beds being installed in precisely the right positions but take note of the massive girder foundation that supports the castings. The standard is that if ever the engine was required to steam at full power, say for power generation, the bed is perfectly adequate. In fact it's a lot more stable and secure than the foundations it ran on at Padiham during its working life!
One nice thing about the Scheduled Monument Consent to re-locate the engine is that I am named in it as a condition of the move. It had to be done under my supervision. This is most unusual and I took at as endorsement at last from the authorities of my standing in the preservation of steam engines. Of course it meant that the buck stops here but I'm happy to report that Gissing and Lonsdale did an impeccable job and nothing was lost or damaged. No mean feat!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
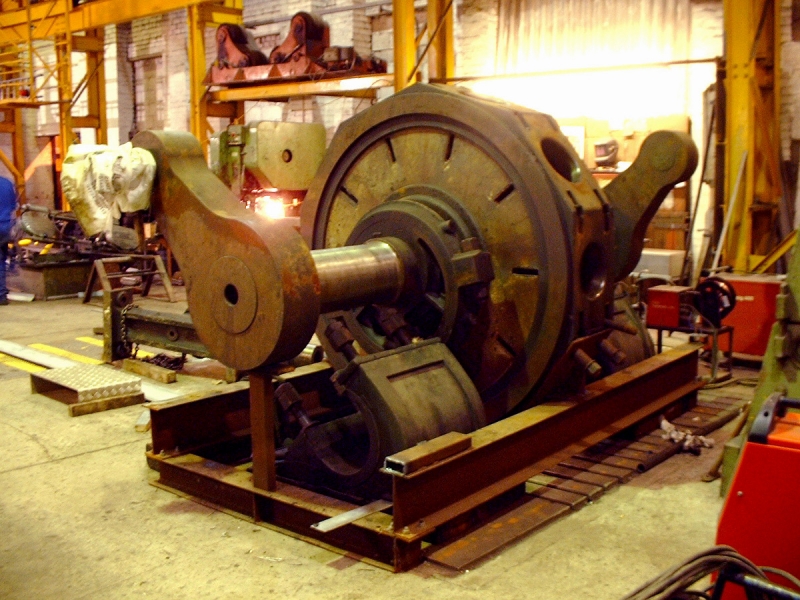
I mentioned the defects in the original foundations of the Jubilee engine at Padiham. This side, the low pressure, was nearest the beck and over the years the ground had subsided. When we dismantled the engine we found that the bottom brass in the pedestal bearing at that side was almost worn through to the CI housing! This explained why in the latter years there had been a problem with overheating of that bearing. Note that this was from friction in the left hand side of the brass as, with the tilt of the shaft, the flywheel was trying to slide towards the beck.

Here's the state of the shell when we took it out. You can see the cracks in it. The RH brass was worn but no where near as bad. The top brasses were OK.

Terry asked me what my advice was. I told him I thought we should replace both bottom shells but retain the tops. Than the question arose, where do you get old fashioned bronze bearings like this cast. We needed someone who knew enough to be able to use the worn brass as a pattern because the cost of making a new pattern would be more than actually making the bearing..... A bit of a puzzle!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
But I knew a bloke..... My old friend big Dick Bonser at the Lilley Injector Works in Rochdale. Over the years he had never failed me when I needed a bronze casting for a bearing. His main strength was that he could cast from the worn out bearing because he knew his metal and how it shrank when cast.

Terry and Dick at the Injector Works.

The foundry wasn't calculated to inspire confidence and was to close down after our bearings but don't be fooled, some of the biggest names in industry came to Dick when they wanted something complicated and one-off.

Terry with the two new bearings and the old one that we took as a pattern. We took the best one of course, the one from the HP side. Now all we needed to do was to make the new ones fit!
Terry and Dick at the Injector Works.
The foundry wasn't calculated to inspire confidence and was to close down after our bearings but don't be fooled, some of the biggest names in industry came to Dick when they wanted something complicated and one-off.
Terry with the two new bearings and the old one that we took as a pattern. We took the best one of course, the one from the HP side. Now all we needed to do was to make the new ones fit!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
The flyshaft for the engine was safely stored under cover at Gissing and Lonsdale's so it was handy for measuring the journals to give a guide when boring the brasses. Terry and his fitter consuklted me and took notice of what I said. I was the last local source for the proper fit for bearings this size and type. It's surprising I know but a lot of this technology has been lost. The main thing to realise is that modern concepts of how close fitting a bearing should be to its journal don't apply. These bearings are slow speed and flood lubricated. There has to be enough room in the fit for a 'wedge' of oil to build up at the front of the bearing and be carried round the bottom of the bearing by imperfections in the journal. That's right! A perfectly ground and finished journal fitted to modern tolerances would almost certainly overheat immediately.
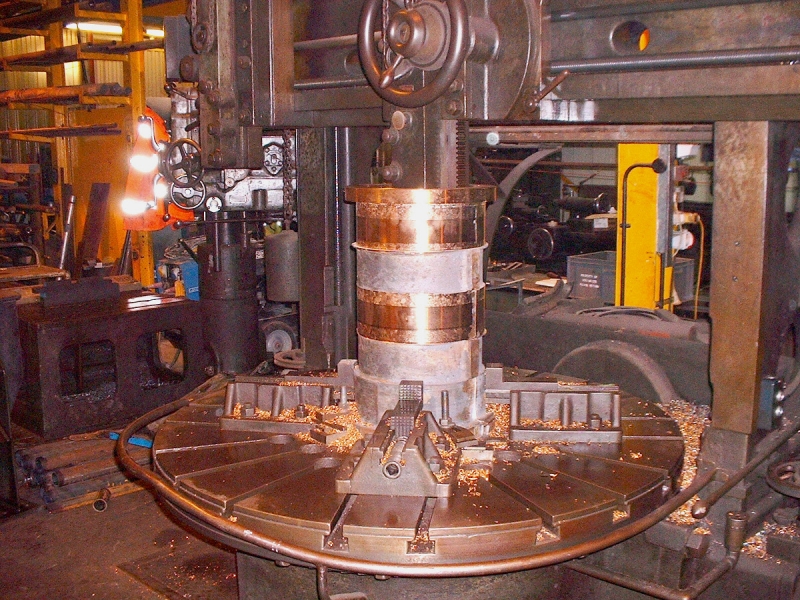
Measuring the journals showed that both journals were close enough to the same size to allow the brasses to be bored together so the first job was to sweat them together with soft solder. G&L had many of the machines bought by Johnny and Newton at B&P so that was good. Here are the shells on the Bullard vertical borer where the outside was machined and a rough bore of the inside.

The final internal bore to size was done on the horizontal borer. Another advantage of G&L doing the job was that they still had Newton's last apprentice, Brian Robinson, and he was delighted to be able to use the old machines for the job they were bought for originally. The other advantage we had was that Dick Bonser at the Lilley Injector works knew the right bronze alloys to use for bearings like this. That is very important and if I remember correctly this was the grade of bronze that the railways used for their wheel bearings before Timken roller bearings became standard. The last job of course was to heat the shells and separate them. When they were fitted later when re-erecting the engine at Masson they fitted perfectly......
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Getting the engine components out of the house at Padiham was bad as the floor was ten feet above ground level but big does and little does this was done successfully. Masson was another can of worms....
You can see the track that had to be laid from the road entrance down the back of the mill.

Then it took a right angled turn down to the engine house door. This part was complicated ny the fact there were cellars under the road. These had to be shored up to take the weight and the track supported on heavy steel girders to spread the load.

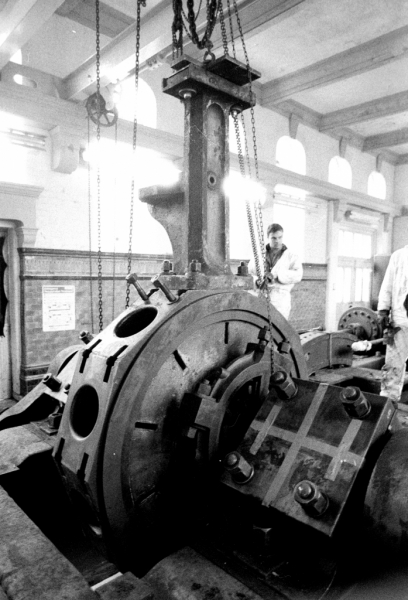
There were some big lumps. This was the smaller of the two cylinders.
The most ticklish components were the cast iron beds each side of which was cast in one piece. Both had foundry cracks cause by shrinkage when they were cast and were, despite their size, very fragile. As you can see from the pic I posted earlier in the week, they got into position safely. I can't tell you how good and careful Terry's men were. One moment of inattention could have spelt disaster!
You can see the track that had to be laid from the road entrance down the back of the mill.
Then it took a right angled turn down to the engine house door. This part was complicated ny the fact there were cellars under the road. These had to be shored up to take the weight and the track supported on heavy steel girders to spread the load.
There were some big lumps. This was the smaller of the two cylinders.
The most ticklish components were the cast iron beds each side of which was cast in one piece. Both had foundry cracks cause by shrinkage when they were cast and were, despite their size, very fragile. As you can see from the pic I posted earlier in the week, they got into position safely. I can't tell you how good and careful Terry's men were. One moment of inattention could have spelt disaster!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!

Re: STEAM ENGINES AND WATERWHEELS
I've just recollected something as I was looking at the above photo. The cast iron upright posts were hollow and fit over a pin in a foundation block. Not a pin but you get the idea. They were sort of floating and this allowed them a slight freedom of movement, but the weight of everything above kept them anchored. I never inspected any when the shafting was turning, but did they ever move, like when you were starting up?
They certainly moved when you hit them with a loaded fork lift truck! One of my workers succeeded in driving a truck straight through one of the posts. He forgot it was there.
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I can't remember China, I suspect there was a small dome on the bottom and a matching CI plate on top of the foundation block. I never saw one move. On multi story mills there was a location pin on the top of the pillar to connect with the pillar above.
The fragility of CI pillars was a problem and they often had reinforcing around them in buildings where fork lift trucks were used. However, one of the drawbacks of multi storey cast iron 'fireproof' mill construction was that the floors weren't strong enough to support the point loading of fork lift trucks.
One esoteric disadvantage of CI pillars that I discovered was that many were painted with aluminium paint and a peculiarity of this is that if applied to a rusty surface and then struck a glancing blow with something like a fork lift truck blade or more usually a 44gallon barrel being rolled past them it generated a healthy spark. This was known to have caused some fires and in particular is banned under the mine regulations in explosive atmospheres. The same thing applies to the use of aluminium bronze above I think 10% aluminium content in bearings in mines.
When Ellenroad was being redeveloped I gained brownie points with the construction firm by pointing out that if they knew the position of one pillar base they could plot all the others and avoid those locations when trenching for services. Best avoided because the pillar foundations for a six storey mill were CI plates on top of a block of stone approximately six to eight feet cube on top of an even bigger mass concrete foundation. They took one out and when they found I was correct re-drew all the plans to avoid them.
While I was at it I asked if they had re-surveyed the levels after demolition. They hadn't and I pointed out that the ground swelled as the weight of the mill was taken off it. They found it had risen almost 6" in the centre of the footprint. It surprised me that they hadn't thought of this.
The fragility of CI pillars was a problem and they often had reinforcing around them in buildings where fork lift trucks were used. However, one of the drawbacks of multi storey cast iron 'fireproof' mill construction was that the floors weren't strong enough to support the point loading of fork lift trucks.
One esoteric disadvantage of CI pillars that I discovered was that many were painted with aluminium paint and a peculiarity of this is that if applied to a rusty surface and then struck a glancing blow with something like a fork lift truck blade or more usually a 44gallon barrel being rolled past them it generated a healthy spark. This was known to have caused some fires and in particular is banned under the mine regulations in explosive atmospheres. The same thing applies to the use of aluminium bronze above I think 10% aluminium content in bearings in mines.
When Ellenroad was being redeveloped I gained brownie points with the construction firm by pointing out that if they knew the position of one pillar base they could plot all the others and avoid those locations when trenching for services. Best avoided because the pillar foundations for a six storey mill were CI plates on top of a block of stone approximately six to eight feet cube on top of an even bigger mass concrete foundation. They took one out and when they found I was correct re-drew all the plans to avoid them.
While I was at it I asked if they had re-surveyed the levels after demolition. They hadn't and I pointed out that the ground swelled as the weight of the mill was taken off it. They found it had risen almost 6" in the centre of the footprint. It surprised me that they hadn't thought of this.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
This morning I can't do better than post what John Burlison sent me this morning as it is directly related to China's question about CI pillars.


Hello Stanley,
Just looking at your post on the Steam Engines and Waterwheels page, I read China's post about cast iron columns seated on their foundations, strangely enough I was inquisitive about how this set up was done at the Rugby Mill after they demolished the mill as the ground was solid clay, and sat in various positions where the cast iron columns stood were 4ft square stone blocks seated below the level of earth, and on top was a 27inch diameter x 2inch thick iron plate which the stanchions were sat on.
These plates Stanley were the heaviest lumps of iron I have ever tried to move and could hardly move them, but I couldn't see their position on the stone blocks at the Rugby Mill site as the stone was stacked up high.
At the Durban Mill demolition, again was this same set-up, and I came to that conclusion because the attached stone block picture from the Durban Mill site shows a circled stain mark where the similar plates were seated.
I sound like an anorak with this detail, but I think it is important to record, but its something to relate back to China.
Anyway Stanley this message gives me the opportunity to wish you a Happy Christmas, and an even better new year, and pass my regards to Steeplejack Tom, and Swifty, as it was a memorable year climbing my first stack as I feel I'm in a elite club ha ha.
I don't think you're an anorak at all John. Details like this were almost never recorded and it all adds to our knowledge. Just think how invaluable first hand evidence like this is to someone who has to make decisions about a building constructed like this.
Hello Stanley,
Just looking at your post on the Steam Engines and Waterwheels page, I read China's post about cast iron columns seated on their foundations, strangely enough I was inquisitive about how this set up was done at the Rugby Mill after they demolished the mill as the ground was solid clay, and sat in various positions where the cast iron columns stood were 4ft square stone blocks seated below the level of earth, and on top was a 27inch diameter x 2inch thick iron plate which the stanchions were sat on.
These plates Stanley were the heaviest lumps of iron I have ever tried to move and could hardly move them, but I couldn't see their position on the stone blocks at the Rugby Mill site as the stone was stacked up high.
At the Durban Mill demolition, again was this same set-up, and I came to that conclusion because the attached stone block picture from the Durban Mill site shows a circled stain mark where the similar plates were seated.
I sound like an anorak with this detail, but I think it is important to record, but its something to relate back to China.
Anyway Stanley this message gives me the opportunity to wish you a Happy Christmas, and an even better new year, and pass my regards to Steeplejack Tom, and Swifty, as it was a memorable year climbing my first stack as I feel I'm in a elite club ha ha.
I don't think you're an anorak at all John. Details like this were almost never recorded and it all adds to our knowledge. Just think how invaluable first hand evidence like this is to someone who has to make decisions about a building constructed like this.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Re: STEAM ENGINES AND WATERWHEELS
Those picture are how I remember them. Thanks for those, John. The hollow stanchions were simply fitted over the cross and the weight held everything in place. There was a little lateral movement in some of the stanchions which led me to ask the question did they ever move when the shafting was started. We took away the paving slabs of a warehouse floor in a mill in Ramsbottom and laid a concrete floor and it surprised me that the stanchions weren't bolted down. I guess with being cast iron maybe they needed some movement? The stone foundation blocks were surrounded by a clinker ash fill on which the paving slabs were laid. It was clay under the ash. The reason we laid a concrete floor was as Stanley pointed out, the high point-loading from operating FLTs moved the original flagstones and made them even more unlevel and dangerous. The foundations around the columns didn't move.
Another piece of information, when you knock out one column it is at the centre of nine so you affect a big area! In some instances it can lead to a cascade of damage especially if the top tie (?) bars are already broken. The tie bars get damaged by loads on fork lift trucks which snaps the retaining lug off the stanchions. North light roofs were never designed for fork lift trucks but a lot of these old mills went on to be used for storage and other manufacturing purposes.
I've also a feeling that there were only 3 locating 'arms' instead of 4 in the cross but I can't remember clearly.
Another piece of information, when you knock out one column it is at the centre of nine so you affect a big area! In some instances it can lead to a cascade of damage especially if the top tie (?) bars are already broken. The tie bars get damaged by loads on fork lift trucks which snaps the retaining lug off the stanchions. North light roofs were never designed for fork lift trucks but a lot of these old mills went on to be used for storage and other manufacturing purposes.
I've also a feeling that there were only 3 locating 'arms' instead of 4 in the cross but I can't remember clearly.
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
You've raised another matter there P, the use of fly ash for bedding stone in. Always used by the old flaggers and the reason was that due to the way it was formed the individual grains had sharp edges which locked in with each other and once under pressure didn't move. We always kept the fly ash separate from the clinker at Bancroft and it was regularly taken by those people who knew about its properties. If you read the Calf Hall Shed Company's minutes you'll find that clinker and ash was a source of income. Many builders had mortar mills at the mills driven off the end of the main shaft. Quick lime and clinker were ground together with water to make grey ash lime mortar. This was very slow setting but once hard was good compo. It had another valuable property in that it could be stored and 'knocked up' to the correct consistency for a long time after making. It didn't lose any of its ultimate strength, just took longer to set. It was generally used at a stiffer consistency than modern cement based compo and this meant that you could build faster as it was more stable and didn't squeeze out of the joints under pressure. The chimney builders felt safe if they kept to the rule 'a yard a day rise'.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!

Re: STEAM ENGINES AND WATERWHEELS
Didn't they used to plug the joint with moss to stop the mortar from being washed out until it set?
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
couln't say P, I've never come across the practice. However, you have reminded me of another similar lost art.
Going back as far as Roman times, the standard joint when using lengths of pipe for conveying water was the male/female connection. In the case of the early elm pipes they were simply jammed together and a slight amount of leakage accepted. The same method was used with lead pipes, the only improvement being that well into the 20th century the joints were filled with solder and could stand higher pressures. As bigger pipes operating under higher pressures were required Cast Iron became the preferred material and only now is this being replaced by plastic and in the largest pipes welded fabricated steel pipes wound on a spiral and continuously welded.
These days the joints, if there are any, steel pipes are often welded together, are closed by patent couplings employing compressible gaskets and bolted together.
For many years during the 19th century the standard method of sealing a joint between two CI pipes was the use of a rust setting joint. The gap down where the pipes mated was first caulked with lead wool driven down tightly into the gap and then the remainder was sealed with a paste of Sal-ammoniac (ammonium chloride, NH4Cl) and cast iron borings. This underwent a rapid corrosion process and as the paste set it swelled and tightened the joint.

A common fault was that sometimes the foundry made the gap too large and when the rust-setting paste expanded it could crack the female side of the connection. Here's an example on the joint between the eduction pipe and the condenser on the Whitelees engine. If you look at the left of the joint you'll see a crack extending into the body of the condenser. When we found it I was asked what I was going to do about this 'major flaw'. I told them, nothing! It had run all its life with the crack and there was no reason to suspect it wouldn't continue to do just that. It has never given a problem.
There is an associated use of the expanding properties of corrosion in joints. This is the sealing of the riveted joints in the plates of a boiler. Even in the best joints there can be the occasional weep under test pressure. The boiler surveyors almost always ignored these because they were experienced enough to know that they always heal themselves up as rust forms in the joint. However the old boiler makers had ways of accelerating this process or, in some cases, sealing a more serious leak. In a small boiler they would pee in the water. In other cases they would mix Sal ammoniac in a bucket of warm water and dose the boiler with it. Not recommended but often used. The recommended repair for a small leak was to caulk the edges of the plate at the leak with a riveting tool. This upset the edge of the plate and tightened the grip of the associated rivets.
The last time I came across a similar technique was the old cure for a leaking radiator on a wagon, pop a couple of eggs in and sometimes a tin of Coleman's Mustard.
Going back as far as Roman times, the standard joint when using lengths of pipe for conveying water was the male/female connection. In the case of the early elm pipes they were simply jammed together and a slight amount of leakage accepted. The same method was used with lead pipes, the only improvement being that well into the 20th century the joints were filled with solder and could stand higher pressures. As bigger pipes operating under higher pressures were required Cast Iron became the preferred material and only now is this being replaced by plastic and in the largest pipes welded fabricated steel pipes wound on a spiral and continuously welded.
These days the joints, if there are any, steel pipes are often welded together, are closed by patent couplings employing compressible gaskets and bolted together.
For many years during the 19th century the standard method of sealing a joint between two CI pipes was the use of a rust setting joint. The gap down where the pipes mated was first caulked with lead wool driven down tightly into the gap and then the remainder was sealed with a paste of Sal-ammoniac (ammonium chloride, NH4Cl) and cast iron borings. This underwent a rapid corrosion process and as the paste set it swelled and tightened the joint.
A common fault was that sometimes the foundry made the gap too large and when the rust-setting paste expanded it could crack the female side of the connection. Here's an example on the joint between the eduction pipe and the condenser on the Whitelees engine. If you look at the left of the joint you'll see a crack extending into the body of the condenser. When we found it I was asked what I was going to do about this 'major flaw'. I told them, nothing! It had run all its life with the crack and there was no reason to suspect it wouldn't continue to do just that. It has never given a problem.
There is an associated use of the expanding properties of corrosion in joints. This is the sealing of the riveted joints in the plates of a boiler. Even in the best joints there can be the occasional weep under test pressure. The boiler surveyors almost always ignored these because they were experienced enough to know that they always heal themselves up as rust forms in the joint. However the old boiler makers had ways of accelerating this process or, in some cases, sealing a more serious leak. In a small boiler they would pee in the water. In other cases they would mix Sal ammoniac in a bucket of warm water and dose the boiler with it. Not recommended but often used. The recommended repair for a small leak was to caulk the edges of the plate at the leak with a riveting tool. This upset the edge of the plate and tightened the grip of the associated rivets.
The last time I came across a similar technique was the old cure for a leaking radiator on a wagon, pop a couple of eggs in and sometimes a tin of Coleman's Mustard.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
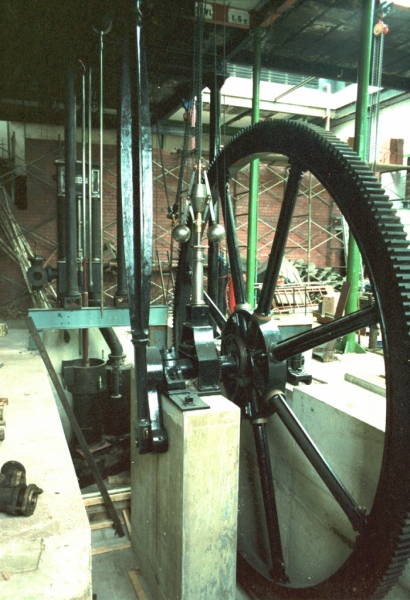
As far as I know, the Jubilee engine at Masson is the oldest Yates engine left. I say Yates, because it was built before the amalgamation that resulted in the great firm of Yates and Thom. Despite this, what Terry and his men learned as they rebuilt it was how accurate the fitting was. Everything slotted together exactly as it was meant to. I have always thought that the place this showed up most was in the flywheel which is made up of individual castings held together by cotters and some large bolts on the periphery of the rim.
The first spoke was simple but then you got into problems with the balance of the wheel. In case you are wondering all the parts were witnessed with individual fitting marks and numbers. Just as I found at Ellenroad with the Whitelees....

The final proof of the pudding was whether the wheel ran true when it was reassembled. In both cases it was perfect, the best testimony you can have on the accuracy of the original builders. True, they sometimes made mistakes but in terms of general fitting they were almost always superb. One thing is sure and certain, doing a rebuild like this means you get to follow the old lads and you learn all their secrets! (Including some they hid from the original client!)
The first spoke was simple but then you got into problems with the balance of the wheel. In case you are wondering all the parts were witnessed with individual fitting marks and numbers. Just as I found at Ellenroad with the Whitelees....
The final proof of the pudding was whether the wheel ran true when it was reassembled. In both cases it was perfect, the best testimony you can have on the accuracy of the original builders. True, they sometimes made mistakes but in terms of general fitting they were almost always superb. One thing is sure and certain, doing a rebuild like this means you get to follow the old lads and you learn all their secrets! (Including some they hid from the original client!)
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Much later I was consulted about the last Yates and Thom engine in the country at Leigh Spinners. It's a big engine, but a simple cross compound. The thing that struck me about it was that everything seemed to have been made on the lathe! The engine had trunk slides and these together with the tail rod slides were all cylindrical. All I can say is that they must have had big lathes!
When I was rebuilding the Whitelees engine at Ellenroad I realised that I was dealing with an artefact made before the planing machine was common. This is why, in the early days, everything was designed to be capable of being machined on the lathe. Any flat surfaces that were needed were generated by chipping, filing and scraping. This is why the valves were circular slide valves, almost modern piston valves. The low pressure cylinder valves on the Ellenroad Engine were circular valves as well. The widespread take up of planers in the later 19th century changed the design of engines and things like flat cross head guides became common and were easier to make and maintain. Like may other aspects of the history of steam engines, there is more to it than meets the eye and you have to have a knowledge of the history of machine tools in order to fully understand the chronology.
If you are interested, there are many good books on the subject but a good place to start is 'English and American Tool Builders' by J W Roe. Published by Yale University Press on 1916. Hard to find but very rewarding, he knew his stuff and covers the history from the early days.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

The Whitelees cylinder and valve chest mounted on the concrete plinth we made as a foundation.
I've mentioned how rebuilding engines lets you into all the secrets of the old fitters. There is this touching belief that they were superhuman, worked miracles and never made mistakes..... Forget it, they were human and over the years I have found examples of less than perfect practice in chimneys, buildings and engines. Here's one example.....
As many of you know, one of the things that fell into my lap when I was managing the Ellenroad Project was the rescue and eventual rebuilding of the Whitelees engine. Boy, was it a learning curve! I'll say more about the problems later but this morning I'll concentrate on one particular mechanical puzzle.

When we got the engine dismantled and laid on the floor in the boiler house at Ellenroad the first thing was to oil it up and inspect what we had. I had brought the cylinder in with the piston and rod still inside it and one day we took the time to draw the piston out and inspect the cylinder and the piston and rings. They were both worn but generally in good condition but one thing intrigued me. In the bottom of the cylinder the base had deep grooves chiselled in the casting leading to the bottom drain hole. Apart from the fact that it must have been a hell of a job cutting them, I couldn't imagine why they were necessary.....
Time passed and eventually we got to the stage where we had all the preparatory work done on the pit and foundations and were ready to mount the cylinder and valve chest on the plinth we had built for them. Lots of careful measuring to make sure we had the cylinder mounted at the correct height so that when it was running, the clearance at each end between the piston and the end of the stroke was equidistant. A trial turnover of the engine after we had done this proved we had it exactly right. Big relief all round!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

Our raw materials, all cleaned and oiled. All it needed was shifting to the pit and installing!
Everything looking good, it was all coming together. It was time to install the air pump and condenser on its coffin bottom in the end of the pit. At this point I got a bit of a surprise. I knew from my measurements what the level of the concrete in the pit bottom was but to my surprise I found it didn't fit! At the level I had it, the eduction pipe on top of the condenser was about two inches too high.... This was a three pipe problem and I had to retire to the site office with a pot of tea and have a good think.
The conclusion I came to was that when the foundry cast the eduction pipe they had made a mistake and when it came to installing it on the original build the fitters had no choice but to raise the cylinder enough to allow the eduction pipe to fit under the valve chest bottom. This meant that there was no clearance under the piston at the bottom of the stroke and this was why the channels had been chiselled in the cylinder bottom to ensure there was a route for the condensate to get out.
This was all very interesting but got me no nearer to getting my coffin bottom in place. I had two problems, the eduction pipe was held in by a rust setting joint (see above) and there was no way I could interfere with that. (Remember that we were under intense pressure because of the deadline imposed by the steaming date being fixed.) Also, we had already installed the cylinder at the correct height for the stroke and an equal clearance at both ends.
Once I had my analysis, there was only one solution open to me, lower the condenser assembly by two inches. Luckily (or by good forward planning) I had allowed for some adjustment in my levels so we were able to get the assembly in the right position on wedges and steel blocks. There was another consideration, the base of the coffin bottom was badly corroded and I had already decided that, to avoid problems in the future, we were going to set the base in concrete. I successfully made the connection of the eduction pipe to the valve chest, properly packed with a graphited asbestos packing specially made for it and tightened the wedges under the assembly to make sure there was no strain on it. Lovely! Problem solved, we poured the concrete and congratulated ourselves!
Little did we know.......
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90295
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
We reached the stage where we were ready to fit the driving rods between the beam and the boiler feed pump and the air pump that kept the condenser clear of water. Our first problem was that where the air pump rod passed through a collar in the parallelogram linkage it was fouling, we had got the air pump slightly out of line. I freely admit that this was my mistake but in my defence it was the first time I had ever built a beam engine! Remember that we had concreted the coffin bottom in place and time was running short. Only one thing to do even though it was sacrilege, wash some metal out of the collar with the Oxy Acetylene torch. I took out the minimum, nothing else I could do.
Then we turned the engine over to check all was OK and got our next surprise... The air pump bucket fouled the delivery plate at the top of the air pump. Something was seriously wrong and it was into the site hut, brew up and have a study. It was clear what had happened. We had lowered the level of the cylinder to rectify the mistake made in the foundry with the eduction pipe. To do this we had also lowered the air pump and condenser by the same amount. This meant that we had lost two inches at the top of the air pump stroke.
To step back a bit, the only way I could do what I did at Ellenroad was to cultivate local organisations and firms and get them to work for me for nothing. I had been quite successful. The two young lads who were helping me and pensioner Cecil build the engine were on secondment from the Apprentic Training School and I put them in the way of a good paying contract to refurbish and old steam engine for the new Co-op Centre in Rochdale. I knew that when Tommy Robinson's closed down the training school got some good stuff. I remembered that one of these was a large piece of 2" thick Tufnol, a very strong resin based material that could be machined like metal. I went down there, explained the problem and asked them to give me the Tufnol. No problem! I came away with it.
Then a bigger job, strip the air pump off the coffin bottom, make a template of the connection and take this plus the Tufnol to Tatham's in Milnrow who were still in business then. I got them to trepan a Tufnol ring out of the slab and drill it for the connecting bolts as per the template. I also put the arm on them for longer Whitworth set screws and they had to make them as they were not a standard size. You can't beat having friends who wanted to be involved!
At the same time I had put the arm on my friends on Cambridge Street, Edward Keirby, and got them to make me two big proofed asbestos and graphite packing rings to the template. We set to and rebuilt the air pump with the Tufnol raising ring in the base. Perfect job, it will never corrode, once it gets dirty nobody will notice it and the pump was cured!
But we had further adventures in this department to come!
Then we turned the engine over to check all was OK and got our next surprise... The air pump bucket fouled the delivery plate at the top of the air pump. Something was seriously wrong and it was into the site hut, brew up and have a study. It was clear what had happened. We had lowered the level of the cylinder to rectify the mistake made in the foundry with the eduction pipe. To do this we had also lowered the air pump and condenser by the same amount. This meant that we had lost two inches at the top of the air pump stroke.
To step back a bit, the only way I could do what I did at Ellenroad was to cultivate local organisations and firms and get them to work for me for nothing. I had been quite successful. The two young lads who were helping me and pensioner Cecil build the engine were on secondment from the Apprentic Training School and I put them in the way of a good paying contract to refurbish and old steam engine for the new Co-op Centre in Rochdale. I knew that when Tommy Robinson's closed down the training school got some good stuff. I remembered that one of these was a large piece of 2" thick Tufnol, a very strong resin based material that could be machined like metal. I went down there, explained the problem and asked them to give me the Tufnol. No problem! I came away with it.
Then a bigger job, strip the air pump off the coffin bottom, make a template of the connection and take this plus the Tufnol to Tatham's in Milnrow who were still in business then. I got them to trepan a Tufnol ring out of the slab and drill it for the connecting bolts as per the template. I also put the arm on them for longer Whitworth set screws and they had to make them as they were not a standard size. You can't beat having friends who wanted to be involved!
At the same time I had put the arm on my friends on Cambridge Street, Edward Keirby, and got them to make me two big proofed asbestos and graphite packing rings to the template. We set to and rebuilt the air pump with the Tufnol raising ring in the base. Perfect job, it will never corrode, once it gets dirty nobody will notice it and the pump was cured!
But we had further adventures in this department to come!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!