Playing about with traction engines is all very well but it’s time to describe what REW’s day to day business was all about. As with so many essential manual trades, very little has ever been written by people who actually did the jobs so I want to give a fairly full account of my work for John Ingoe at Rochdale Electric Welding (REW).
The phrase ‘The Steam Age’ is often heard nowadays and usually in a pejorative sense, it’s a shorthand term for times past, something which though useful in its time is now obsolete. Anyone who uses it in this way is demonstrating their lack of knowledge, we are still living in the ‘Steam Age’, as yet we haven’t found a better method of conveying energy in a useful form which can be converted into something else. As an example, by far the greatest part of the electricity that we use is produced by steam powered turbo-alternators. Even atomic power uses steam, the reactor is nothing more than a heat source which is used to make steam and this drives the turbo-alternators. Another important use of steam is ‘process steam’, any factory where substances have to be heated, pressurised or sterilised is a steam user. Large heating systems use steam to transfer heat from boilers to where it is needed. Pressurised hot water is also used in many industries and in commercial and domestic heating systems, this is also produced in boilers but at lower temperatures and pressures. Wherever steam or hot water is being used you will find a boiler, a vessel which holds water heated by a variety of fuels; coal, oil, gas, electricity or waste products. The pressure of the steam or hot water dictates how heavily the boiler is constructed. All these vessels have one thing in common, because of the nature of the process, high temperatures in the furnace and the corrosive nature of hot water, they need regular maintenance and occasional heavy repairs. This was the function of REW, the maintenance and repair of heavy pressure vessels.
In 1930 when John’s grandfather William Rawson Ingoe started REW, most of the boilers in use were riveted Lancashire boilers. In other words, the individual plates making up the vessel were joined together by rivets which were inserted hot and clenched over. As the rivets cooled and contracted they drew the plates together so tightly that, if properly done, the result was a steam and water tight construction. Most of the repairs needed by these boilers involved riveting but even in those days there were some repairs that were more efficiently done by welding. An old boiler maker once told me a trick question about riveted Lancashire boilers. Everyone thinks that there were no welds in the construction but they are wrong. The fire tubes are circular sections and even in the early days the seam where they were rolled to was welded. In the earliest ones this was done by welding in the fire.
An unusual picture of a Lancashire boiler. This was the boiler that Robert Aram bought for use with the Jubilee engine at Padiham but after a renegade scrap dealer tried to steal it. By the time we found out it was partially cut up and useless. However, it shows you exactly how such a boiler was made. You can see the two riveted fire-tubes or furnaces that pass through the water space created by the external shell. When in use the water level was above the tops of these tubes. You can see the tubes at the front of the boiler with doors for putting the coal in. The space under the door is where air is drawn for combustion under the fire bars. The whole of the boiler is riveted except for the longitudinal joints in the furnace tubes to make the individual sections, these were welded joints even in the oldest boilers. When installed, the boiler was enclosed in brickwork to form flues for the hot gases from the fires.
Welding is a process where two pieces of metal, usually iron or steel, are joined together by raising the temperature of the metal to near molten at which point the two pieces combine homogenously. This can be done in a smithy fire or by applying an external source of heat. Done properly the resulting joint is as strong as the parent metal, indeed, in some circumstances the weld can be stronger.
The standard method of welding cold work pieces had always been to use a flame produced by burning oxygen and acetylene together in a special torch but in 1930 a new process was becoming generally accepted using coated metal electrodes which had a heavy direct current applied to them. When this charged rod is earthed on to the metal to be repaired the resulting electric arc melts both the electrode and the pieces to be joined. The molten metal from the rod and the base metal mixes together in the arc and produces a homogenous repair. The coating on the rod melts to form a coating on the weld, this protects it from oxidisation while the weld is forming and cooling down. This residue is called ‘slag’ and has to be removed before the next run of weld is laid down. On a flat joint, if everything is just right, the slag automatically peels off as it cools and I remember Mark Roberts telling me once that the sight of that happening was the nearest a welder ever got to an involuntary orgasm! What Mark actually meant is that this is as good a sign as you can get that the weld is perfect.
Apart from joining separate pieces of metal together, arc welding can be very useful when building up worn parts, for instance a part of the boiler which has been rendered thin by corrosion. There was still a place for oxy-acetylene gas mixtures for specialised welding and brazing and when used in a cutting torch for cutting thick steel plates. Flame-cutting can make a surprisingly neat job of cutting steel up to six inches thick. Remember that John had the new gears for his traction engine made by flame cutting them out of blanks four inches thick. One further complication for you, it is possible to cut steel by electricity using special cutting electrodes and very heavy currents, this process was commonly used but only for rough cutting.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
As time went on different designs of boiler became common. These were all tubed boilers in which the internal heating area is increased by passing the hot gases through steel tubes immersed in the water in the boiler. This gives more efficient heat transfer and can raise the thermal efficiency of a boiler while at the same time allowing greater steam raising capacity in a smaller space. Most modern industrial boilers are ‘firetube’, in other words the tubes are full of the flue gases and surrounded by water. However some, particularly the largest boilers such as those used in power stations, have ‘water tubes’ which are full of water and bathed in the hot flue gases. All modern boilers are tubed boilers but many of the old riveted boilers still survive. As boilers changed, so did the range of skills needed by boiler repairers. REW kept up with these improvements and were always capable of undertaking the heaviest boiler repairs whilst still being capable of riveted repairs or even manufacture.
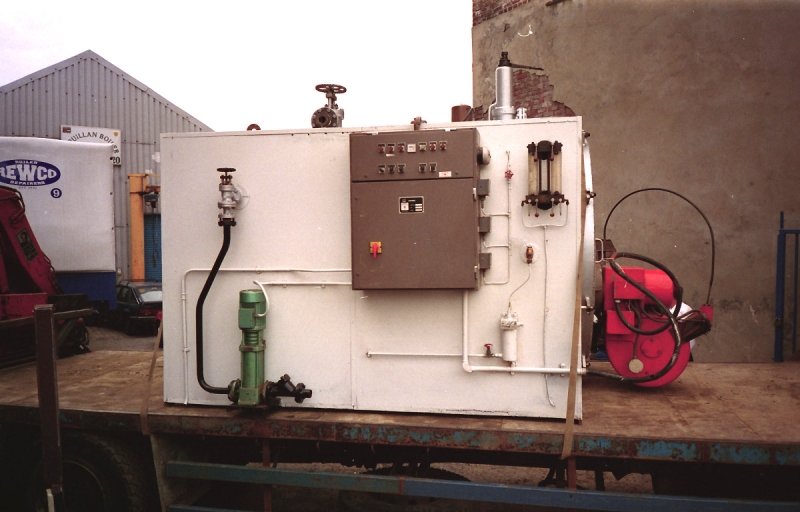
A small package economic boiler. This is called an ‘economic’ because it is much more fuel efficient than a Lancashire boiler. It is called ‘package’ because it is self-contained and free-standing. Once connected to water, electricity and liquid fuel and a steam main this one can make as much steam as a much larger Lancashire boiler.
Another complication is the fact that all boilers have to be insured against failure because they are potentially very dangerous, in effect a bomb waiting to explode. The ultimate authority in any boiler repair or maintenance is the Insurance Surveyor who is the representative of the insurance company carrying the risk on the boiler. Very often retired marine engineers, these were skilled men with great experience and under their guidance the whole system of modern regulation of boilers evolved. Higher and higher standards were demanded, not only in respect of the design and maintenance of the boilers but in testing and approval of the operatives who did the repairs and the processes used. Every welder at REW has a qualification known as ‘Coding’, he is tested once a year by having to weld specialised test pieces which are then destructively tested to make sure that they are of a sufficiently high standard. The procedure and materials used have to be coded as well and different repairs carry different codings. The result is a highly skilled workforce and very reliable repairs. We once had some special test pieces which were welds bent through 180degrees and the insurance company wanted a clean section that hadn’t been damaged by heat generated during cutting. John gave me the job and I did it the old fashioned way with a hacksaw and plenty of new high speed blades. I think I was sawing for almost two days but they were accepted.
Like all the good firms I have worked for, REW had a very simple management structure. John, together with Joyce his secretary ran the office. Paul Greenwood was senior hand and acted as manager when John wasn’t about. Every morning the staff not already engaged on a job met in the shop for the days work to be handed out and John would spend some of the day going round looking at new jobs and visiting those that were in progress. One of the features of boiler repair is that it can be an emergency situation. If a message came in at four in the afternoon that a boiler was down and needed repair, the first gang in or the nearest gang to the broken down boiler would be sent to start work. Once started they would work all night and if necessary be relieved by another gang in the morning, the work went on non-stop until the boiler was back on line. It was nothing unusual for gangs to work straight through over a weekend to rectify a fault.
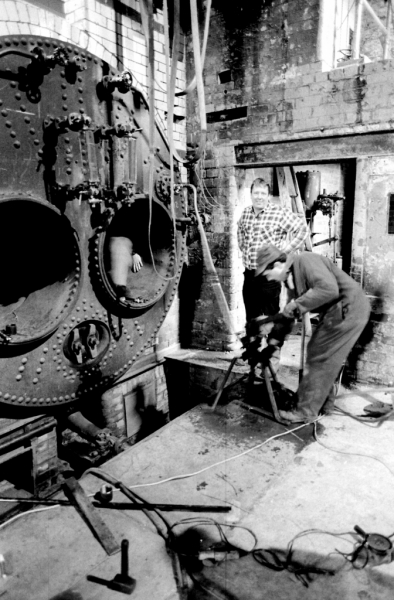
The canteen at REW was a table with a kettle on it in the middle of the shop. Paul Greenwood is the blurred figure on the left, David Sterricker in the check shirt, Dennis his father to his left and Joe Elston, Dennis’s mate lighting his fag. The figure on the right hiding behind the pillar is Les Burrell the tinsmith. David died in 2008, so young and a great loss. In the far background is the Wilson lathe where I did my valve refurbishment.
So in 1993 when I went to work for John I was employed by a firm which knew its job inside out and had a very good reputation in the trade. In addition, the men who were working for John were all highly skilled. There were four two-man gangs, they usually worked with the same mate and over the years had built up relationships. This wasn’t always the case, sometimes there were jobs that needed just one man. I’ll get round to naming everyone as I tell the story but you’ve already met some of them, Paul Greenwood and Stuart Lomas were the blokes who helped me to erect the Whitelees Engine. Two more of the older end, Dennis Sterricker and his mate Joe Elston had done work for me at Bancroft on the boiler so I knew them. Dennis was one of the old school, raised as a riveter and progressed to coded welding, his son David worked for us as well but was mainly used for fitting work. All told, I felt very comfortable about going down to Rochdale to work with them. My position was as dogsbody, I wasn’t qualified to do anything but sweep the floor and tidy the shop up. At least I knew where I stood! I was never on the staff but worked as a self-employed sub contractor.
Slowly, my role started to change. I suppose the first sign of this was when John gave me the job of sorting Annie out and he gradually got a better idea of my skills. Things progressed until I was getting any job in the shop that nobody else had the time to do. If one of the air tools broke down I would strip it and repair it. One job that I got fairly regularly was marking out and drilling special blanks for pressure vessels which were under test after heavy repair. This is easy enough but you have to know what you are doing and be very accurate.
We once had a job for Akzo Chemicals at Littleborough which illustrates several aspects of the type of work we did. John was asked to quote for a modification to a specialised pressure vessel at the company’s works. It was a very complicated job as the vessel worked under unusual conditions at very high pressure and the modification involved welding a fixture into the three inch thick side of the vessel to take an additional connection to an internal stainless steel heating coil. The insurance company required a special coding for the welders and the procedure. This entailed setting up a piece of steel plate identical in thickness and composition to the wall of the vessel on a steel bench in the shop. When I say set up, remember we were working with welders. They simply welded the plate to the thick metal top of the workbench in the correct attitude. This had to be pierced with a hole four inches in diameter and the new connection welded in. Because the wall was so thick, the insurance company demanded very close control over the temperature gradient in the surrounding metal and so we had to get an outside firm in to attach thermocouples to the surface of the test piece and monitor the temperature while the welding was proceeding. It was left to the welder to judge how long he could carry on without exceeding the limits that were set. The consultant recorded the temperatures as evidence for the insurance company that their parameters had not been exceeded and did exactly the same thing on the repair itself when we got round to it. Once the test piece had been welded it was sent to a laboratory for X-ray examination of the crystalline structure in the weld and destructive testing. This coding of the welders and the procedure cost about £6,000 before the job had even started!
Once all these hurdles had been overcome, arrangements were made for the plant to be shut down and we moved in to work as fast as possible to get the vessel back in production again. None of this was any part of my job but one essential element of the process was that we should pressure test the vessel when the repair was done.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Hydraulic pressure testing is a very safe and reliable way of testing the integrity of a repair. Essentially what you do is fill the vessel absolutely full of water, close it off completely and then, using a small pump, raise the pressure to a value decided by the insurance company and inspect for leakage or failure. Water is used because, being incompressible, any slight leakage immediately drops the pressure and so there is no risk of an explosion. If air was used it would be very dangerous. The test pressure was usually 50% higher than the normal working pressure but occasionally the insurance companies would ask for a greater safety margin. Because of the unusual working conditions in the vessel in question, they asked for double the normal working pressure.
In order to prepare the vessel for testing it is necessary to close off all outlets. In many cases this can be done by simply closing a valve but some openings had to be stripped back to the shell and special blanking plates fitted.
Testing the Ellenroad boiler. It has been filled with the fire hose and Stuart Lomas is using the old-fashioned hand pump to raise the pressure to 280psi.
All flanged connections are made to standard sizes and we had a large selection of blanking plates in the shop. However, in this case, because of the large size of one of the openings and the high pressures involved I had to make a special blank. It was a large pipe connection so John ordered a disk of steel of the correct diameter and thickness, it was about two feet diameter and three inches thick. I was given the specification of the standard flange on the outlet and marked out and drilled the blank for the holding down bolts. When I finished it I took it down to the site and got a couple of surprises.
The first surprise was when I looked at the flange on the vessel. It looked wrong so I measured it up and found that I had been given the wrong specification, instead of measuring the pipe diameter, the chief engineer at the plant had measured the overall diameter of the flange so the blank I had made was far too big. I asked where he was and was told he was on holiday so I put the blank in the van to take it back to the shop and weigh up whether I could get away with drilling another set of holes on the correct pitch circle and achieve a seal. While I was there I had a look at the actual job.
The vessel was under a roof but exposed to the elements on all sides and John Besjuik, DJB as we called him, was, together with Mark Roberts, perched half way up the side of the vessel working on the repair. In the yard below were three trailers of compressed hydrogen which supplied the plant with raw material! Hydrogen is a very explosive gas and there were several safety men and fire officers supplied by the company supervising the work and monitoring for safety. I was, to say the least, impressed by both the technology and the danger. I asked one of the men who worked on the site what this vessel was used for. It turned out that it was a reactor in which the essential ingredient of domestic fabric softener was manufactured. I stood in wonder and reflected that all this complicated technology was being used to produce a liquid which was only necessary because the detergent makers manufactured a product that created harshness in clothes and had to be compensated for by using fabric softener. In other words it was simply a ploy to sell more product to the customers!
I went back to the shop, re-made the blank and delivered it. The vessel was tested after the repair to 450psi and all was well. Another job well done but all that time, money and effort for something that the world could well do without!
As I said earlier, I had sold my old Wilson lathe to John and as I was the only turner in the shop, repairs that needed any lathe work fell to me, this was mainly the reconditioning of steam valves. Old steam valves were originally made to a very high standard and even when worn after many years of service, it was possible to refurbish them to a point where they were actually better than modern valves. A good lathe was the perfect tool for doing this.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
A large part of the work in the shop was the total reconditioning of used boilers. When we installed a new boiler we would buy the old boiler if it was a reasonable age. In addition, John was always on the lookout for good redundant plant because there was a ready market for a properly reconditioned boiler. John had a major advantage here because he had all the skills and the equipment to do the job. Whenever outside work was slack, John would set his men to work on the old boilers stood in the shop. Under the supervision of the insurance company’s surveyor, the boilers would be thoroughly inspected using Non Destructive Testing (NDT), this was the use of ultra-sound and magnetic flux to examine the welds for flaws. If any were found they were marked up, the affected weld or plate was cut out, a new piece made and welded in and the whole repair inspected by NDT again. Once subjected to a stringent insurance test the result was a boiler which could be better than a brand new vessel and sold at a profit.
While the welders were working on the shell of the boiler I would strip off all the valves and fittings, refurbish them, replace them on the boiler except for the safety valve and after blanking the safety valve flange I would pressure test the boiler in the presence of the inspector. The standard method of getting the boiler up to pressure was by using a hand pump, this is not as onerous as it sounds because we filled the boiler up with the hose and once it was absolutely full it needed very little additional water to achieve the required test pressure. Having said this, it could occasionally get very frustrating as the boiler might have some air bubbles trapped on the surface of the plate and these had to be compressed, this made the job much harder. Additionally, as you raise the pressure on the boiler the construction tends to stretch and it could sometimes take a lot of hard pumping to achieve the target.
Dave Jones, our NDT man. A good bloke who died young in about 2000.
We once reconditioned a boiler for installation in a paper works in London. It had been built as a high pressure boiler to work at 250psi but had been used all its life at a lower pressure. Because we were reverting to the higher pressure the insurance company demanded a manufacturing test, in other words they wanted double the working pressure plus a safety margin. This meant we had to achieve a test pressure of over 500psi and I wasn’t looking forward to this! I had a thought and after a bit of simple pipe fitting connected the jet washer we used for washing the vans up to the boiler. John laughed when he saw what I had done, I don’t think he thought it was man enough for the job. I tried it out and got my pressure with no effort. The inspector came, we tested the boiler and he went away satisfied. After that, on large vessels I always used the electric pump! The usual practice was to maintain the pressure for about twenty minutes or so in case any leaks developed. One thing I noticed when we tested the paper works boiler was that the pressure fell slowly even though there were no leaks. The inspector and I agreed that it was due to the pressure stretching the shell and we cut the test short after ten minutes for that reason. We were probably doing more harm than good by maintaining the test pressure. It would have been quite feasible to raise the pressure to a point where the shell would have split and a balance always has to be maintained between sensible inspection and destructive testing.
One more word about hydraulic tests. Many firms used to test the boilers with the fittings off and all the holes blanked. I always favoured testing with the fittings on as this meant you were testing them as well. If they stood up to test in the shop they would almost certainly be all right under working conditions. The only proviso to this is that temperature can make a difference to the connecting joints where the fittings meet the boiler and it is always a good thing to check the tightness of any bolted joints by nipping them up as the boiler is coming up to temperature and pressure for the first time. This has to be done very carefully however because any failure of a joint with steam on would be catastrophic, it’s a very skilled job and you rely on your instinct and experience.
My dad once told me about an accident that happened when he worked at Armstrong Whitworth’s in Trafford Park, Manchester after he deserted from the Australian Army after the Great War. There was a subway running under some railway lines in the factory and a high pressure steam main ran through it. A fitter was going through there one day and some hot water fell out of the joint on to the back of his neck. It wasn’t the first time this had happened and at lunch time he told his mates he was going to cure it. He went off with a couple of spanners and must have tried to nip the flange bolts on the joint. This never works on an old joint and shouldn’t be attempted because you don’t know what condition the bolts are in, they can be wasted by corrosion because of the leakage. The joint fractured and he was blown to bits by superheated steam at very high pressure in the confined space. Father said that the force of the steam drove the joint apart eighteen inches when it blew and bent the range of heavy pipe. The message is, unless you know exactly what you are doing, never mess about with a joint under pressure!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Working in the shop on boilers was made much easier by the fact that we had a travelling crane. I don’t need to reiterate my views on sky hooks here, you all know by now that they are my favourite asset. The crane we had in the shop was nominally five ton capacity but was in fact a ten ton crane that had been de-rated at some time, perhaps to lower insurance costs. Suffice to say that it had to be a very heavy boiler before we had to revert to more labour intensive ways of moving them. I had my share of adventures with the crane because I probably used it more than most. At some time the automatic stop on the crane had been disabled and one day, in an unguarded moment I wound the block right up to the drum. This broke the rope and the 500lb block fell 25ft to the floor missing me by a couple of feet. John was there and did his share of shouting about it because it was my fault but secretly he was very relieved that I had enough sense to keep out from under the load when using the crane. When the hoist maintenance man came to put a new rope on it I asked him to have a look at the automatic stop mechanism. He reported that it was perfect, all it needed was putting back into gear. Once again, John never made any complaint about this, he realised how dangerous it was in its previous state. The safety gear had a fault in that it stopped the lift well before the block was in danger of breaking the rope. This was a definite disadvantage when we were working on the mezzanine floor at the end of the shop as it meant you could be short of lift. I have little doubt that this was why it had been disabled in the first place, we did what should have been done then, we adjusted the stop so that it almost reached the maximum lift before operating.
The crane was handy for other things. I remember that one afternoon we had a boiler delivered into the yard. It was brought to the shop on our low loader and lifted off in the yard by a hired crane, it weighed about forty tons and was a substantial piece of kit. I was on my own in the shop at the time and as he went out to visit some customers at lunchtime John told me in passing that he’d like the boiler bringing in and parking at the back of the shop in the corner. It was a joke of course, he never thought for one minute that I’d do it, if he did, he was paying me a hell of a compliment! I didn’t say anything but as I sat there having my lunch I did a bit of plotting and decided that as I was on my own that afternoon I’d have a go when I’d finished my brew!
The usual method of shifting a large weight like this is to jack it up and insert ‘skates’ under each corner of the foundation frame. A skate is a very heavily made metal box with sets of steel rollers fitted inside. If you place them under the girders which formed the base of the boiler with the rollers downwards on the floor, you reduced the coefficient of friction sufficiently to allow the boiler to be moved if enough weight can be applied to it horizontally.
The old-fashioned and effective way of inducing this horizontal force was the ‘Tirfor’ ratchet winch. This was a compact mechanism with a hole through the middle big enough to accept a heavy steel rope. The winch was anchored to something solid like a stanchion base. A heavy hooked rope was fastened to the object to be moved and the tail end of this was threaded through the Tirfor and out the back. A lever was fitted on the winch and if pumped back and forth, the rope was gripped by the internal mechanism and drawn through the winch in very small increments, about two inches at a time for the heaviest loads. A very considerable pull could be exerted by the Tirfor, even in a restricted space. They were a useful tool but were also very tiring! However, I had a plan.
The yard was compressed soil and wouldn’t allow skates to be used so I laid some steel plate down up to where the concrete floor began and oiled them. I fixed up the Tirfor at the back of the shop and anchored it to the base of one of the main stanchions that held the building up. Then I put a heavy chain right round the base of the boiler, connected this to the Tirfor with the heavy wire rope and put as much tension on the wire as I could. Then came the fancy bit! I brought the crane over the top of the centre point of the heavy wire, dropped the hook until I could get the wire into it and then lifted up on the wire with the crane. The crane would exert a dead pull of over fifteen tons on the wire and because it was not a direct pull on the boiler this was at least doubled by the set-up. It was a piece of cake, every time I lifted the wire I gained about three feet on the boiler. I then let the hook down, took up the slack with the Tirfor and took another bite at it. As soon as it had slid onto the concrete floor of the shop I jacked each corner up and fitted a skate under it. From then on I could steer the boiler by adjusting the direction the skates were pointing. By half past three I had the boiler tight up in the back corner of the shop and another half an hour saw all the tackle cleared away. I thought I deserved a smoke and a pint of tea then so I brewed up and sat down. Shortly afterwards John came in, made a comment about me always being sat down with a pot of tea when he came in and vanished into the office without another word. This suited me, there was no need for him to say anything about the boiler, I didn’t have to be told I’d done a good job or that John was pleased because a problem had been solved. I know for a fact that he mentioned it to other people afterwards but never said a word to me apart from the next day when he told me I had put it the wrong way round! I never did work out whether he was joking or not but it stayed where it was.
There’s something here that needs a bit of explanation. What I’m going to describe is often seen as a Northern trait but can be found wherever you are dealing with intensely practical people. It is the capacity for understatement and an avoidance of anything that could be described as fulsome praise or enthusiasm. I remember once having a very eminent man from English Heritage helping me to run the Ellenroad Engine. Oliver Pearcey loved steam and he asked me if he could come and play out with me on a steaming day. He had never seen the engine running before and when he opened the steam valve and it started to roll over he went into transports of delight. I had to rein him in, “You’re going to have to stop that Oliver. You’ve got to cultivate the Northern capacity for understatement. The furthest you can go is to say that it’s ‘alreight’!”
This trait is often misunderstood but there’s a good reason for it. If you’re a good man at your job and satisfied with what you’ve done, you don’t expect any praise from your peers because it’s superfluous, you know they know you’ve done well. They know that you know and it is taken as read. The most that will be said is something like “That’s all right then!” or, and this is more likely, a leg pull; “Should it be bent like that?” or in my case with the boiler, “Great, but I wanted it facing the other way!” This also explains why there is often a bad reaction if a casual observer tells a craftsman he has done a good job. The mechanism that’s at work is this, how does an amateur know what the difference is between a good job and a bad job? It's almost as though they are setting themselves up as your equal or superior by feeling qualified to pass judgement. This can be so bloody annoying, you wouldn’t believe it! A word of advice, if you want to congratulate someone say something like “How did you do that” or “How long does it take to learn how to do that?” In other words, convey the admiration without implying a judgement.
The crane was invaluable when we were bending plate. There are many occasions when a plate has to be bent to a radius to make a boiler shell or a patch that has to fit a boiler shell. We had a medium sized set of bending rolls up on the mezzanine which could handle a piece of plate six feet square and about ¾” thick. This is a fair weight and during the process of bending could kick severely when the rolls got to the edge so the crane was essential to hold and control the plate. Large valves could weigh up to 500 lbs and the crane was used to lift them into place on the top of the boiler. Another use was when refitting the lid on the top of the boiler. These lids are let down into the boiler at an angle and then lifted up against the seating and two heavy ‘dogs’ or bridge pieces fitted over the holding studs before being nutted up. The principle is that the more pressure bore on the lid the tighter it fitted to its internal seat. The problem was holding the lid up by hand while the bridge pieces and the nuts were fitted. If an eye bolt was fitted in the centre of the lid it was a doddle to lift it into place with the crane and drop the dogs on before tightening down. It made the job so much easier on a big boiler.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
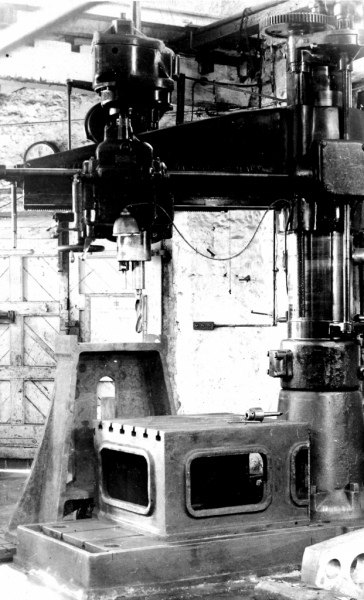
Radial drill at Brown and Pickles in Barnoldswick. Very similar to the one at REW.
We had a six feet radius radial drill which was a very good tool and could work on large pieces of plate. The crane was very handy for lifting large plates into place and holding them while drilling them. The biggest drilling job I ever had at REW was when John took on a contract to build a combustion chamber for a large boiler in the North East of England which burned household waste pelleted with coal dust to produce steam for district heating. We had already installed thicker furnace tubes in the boiler, this in itself was a massive job. The combustion chambers were to be added to the boilers in an attempt to slow down erosion of the furnace tubes by the pellets as they were blown in and burned.
The chamber was a large open ended box the sides of which were made of a double wall of 50mm thick plate with a three inch gap which was filled with water and acted as a steam raiser. In common with all flat sided pressure vessels it was heavily stayed by 50mm thick pins which spanned the gap and were welded into 50mm holes drilled in the plate and then countersunk. The stays were welded into these holes and had a three inch deep hole drilled in one end called the ‘tell tale’ and the idea was that when corrosion attacked the stay severely enough to weaken it the hole would dribble water thus warning of failure. David Sterriker, Dennis’s son and I marked out all the holes on the plates. I forget how many there were but I think it was about 700. These had to be drilled 50mm in exactly the right place and then countersunk the full depth of the plate. This was serious drilling and countersinking and stretched both the drill and Stanley to the limit! Boiler plate is specially formulated to be ductile, in other words it is tough but relatively soft and is almost ‘sticky’ when you are cutting it because unless the tool you are using is perfectly sharp it will deform under the cutting pressure and ‘rag up’
I had to make all the stays on the Wilson lathe. John got the 50mm bar ready cut to length and I spent days at the lathe drilling 1/8” holes three inches deep in one end of them. This is not an easy job as you have to keep withdrawing the drill to clear the chips, if you don’t, the drill will bind in the hole and break which gives you a serious problem. When I got them finished I happened to be looking at the drawings in preparation for marking the holes. I had a thought about the stays and checked up on the length of them, they were all the wrong length! I forget the actual numbers but what had happened was that John had ordered say 350 pieces at 400mm long and they had delivered 400 at 350mm! Luckily he had a copy of the original order and sent them all back with the stipulation that they provide the correct length with holes ready drilled.
We marked the plates out and drilled them and I started countersinking. The countersink was a very good one but had to be sharpened by a specialised tool and cutter grinder. The nearest one was in Accrington and I lost count of the number of times I went across there to have it touched up! We got on well and the lads started welding the first sections together, all the work had to be done under the supervision of the insurance company as it was new construction. It soon became obvious that things weren’t going well. Due to the design of the sections, it was impossible to weld them without warping. This is one of the biggest problems with welding, the heat has to be applied in small quantities and at opposing points so that the stresses cancel each other out. With heavy sections like the ones we were dealing with it was impossible to keep the heat down without slowing the job down to the point where it was impossible to break even, never mind make a profit. This was a design fault not a manufacturing deficiency, the further we went with the job the more obvious it became that we had a big problem.
Give John his due, he soon made up his mind what the solution was. He came to me one morning when everyone was on outside jobs and told me that a wagon was calling for the sections we were making. He said I was to load them all on and tidy the shop up, the wagon was from the scrap yard! John had decided that the first loss was the best so he scrapped the job. He rang the firm we were contracted to and told them. They were not happy, however it was too late, the plates were gone and so were all the problems. This experience must have cost John the best part of £10,000 but it was the right decision. Even if we had made them to everyone's satisfaction we would never have heard the end of them. What hurt John was the fact that we had taken a job on and not finished it, this was the only time I saw this happen.
We did some interesting jobs on traction engines. We were one of the few firms left in the country who could do heavy riveted repairs and because we had our own engine we were known on the circuit and people came to us. A bloke from Swinton near Manchester sent his boiler to us for a new firebox. What made it interesting was the fact that he wanted it making exactly like the original, in other words, a fully riveted construction. It was funny to see Dennis and Paul vying with each other for the job because they were both riveters. It came to us completely stripped down as a bare boiler and I’ll describe the job as it was so unusual.
The first thing we had to do was cut out all the boiler tubes and remove them because at the back end they fitted into the throat plate which was the front wall of the firebox. Then we removed the solid stays which ran from back to front and I made new ones in the lathe. The next job was to burn out all the stays, the stiffening bars which bridged the water space between the firebox and the outer wrapper plate of the boiler. Dennis did this with the oxy acetylene burner from the outside and it was a very skilled job as he had to burn the ends out without damaging the plate they were riveted into. The stays had to be cut out from the inside of the firebox as well but this didn’t need doing too carefully as the firebox was scrap anyway. At the bottom of the firebox, the space between the bottom edge and the boiler wrapper was filled with a wrought iron foundation ring. All the rivets through this had to be washed off with the burner and driven out. There was a similar ring round the firebox hole in the back plate and this had to be treated the same way. Once all the rivets were out the boiler was lifted up so the firebox could be dropped out. This was not easy as the foundation ring was a very tight fit in the wrapper. Eventually we got it loose and dropped it out on to the floor. Two things struck me when we got it out. Due to the hammering we had given the firebox to get it out all the rust had spalled off it and it was like a lace curtain, it was only the rust that had been holding it together! The other thing was the lack of corrosion on the foundation ring and the bottom of the wrapper and the firebox. The ring and the surfaces it had fitted to were as good as the day the boiler was built. This was a tribute to the way the ring had been fitted by the manufacturers.
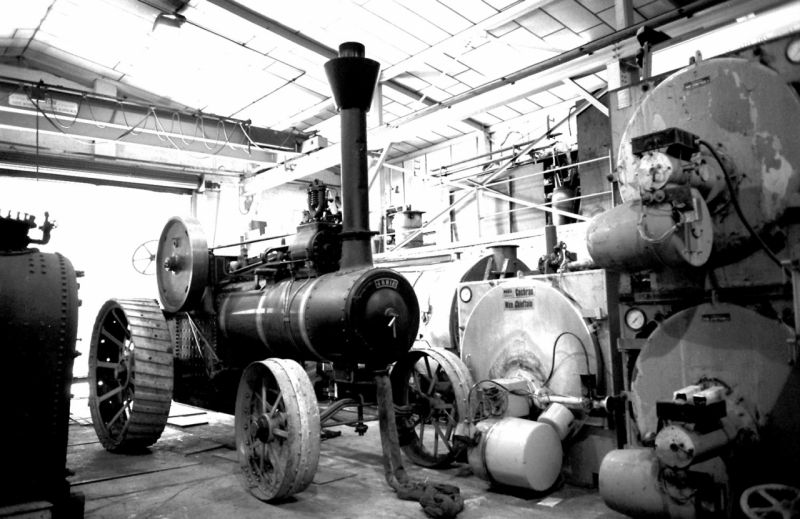
The shop in 1994. Annie is having a rest on the left. You can see the wheel of the engine undergoing a backhead repair leaning on the pillar and the engine itself getting new tubes. To the right of that is the traction engine boiler getting a new firebox. On the balcony above the wheel you can see the bending rolls.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Once out on the floor Paul measured the firebox up and we ordered the plates for it. We got the sides made in two pieces bent over so they met in the middle of the box. The front and back plates were flanged so that the resulting corner was a curve. These plates were made for us by Israel Newton at Summerley Works, Idle Bradford, a wonderful old firm who still make riveted boilers in 2010. When we got them we welded the wrapper plates together along a seam on the top and then temporarily tacked them to the flanged ends with weld while we marked them up for drilling for the rivets and the tubes. The stay holes on the sides and the top weren’t drilled at this point, we would drill them through the existing holes in the outer wrapper so we knew we had them in line. Once all these were done and the firebox hole cut in the back end we bolted the firebox together through every other rivet hole and it was ready for Dennis and Paul to start riveting.
I don’t suppose anybody who reads this will know the first thing about hot riveting and it’s a lost art now so I’ll describe the process in full as we’ll be doing a bit more later. Hot riveting is a wonderful way of joining steel plates together to make a pressure vessel or, as in the old days, iron ships, in fact anything made out of heavy steel plate. It has the advantage over welding that it is reasonably flexible, the structure can breathe slightly and this wards against failure by thermal stress. The basic principle of the process is that an iron rivet, which is a piece of low carbon steel bar with a half round head on one end, is heated white hot, inserted in the holes through the plates to be joined, ‘held up’ into the hole at the head end and the other end is hammered down into a domed shape while hot. This hammering expands the rivet in the hole and forms another head on the plain end. As the rivet cools it shrinks and pulls the two plates tightly together.
‘Holding up’ is the job of the second man on the team. He has to be in position on the opposite side of the plate from the riveter who is hammering the rivet to shape the head on what was the plain end of the rivet. In the case of an enclosed pressure vessel, this means he has to be inside the vessel. His function is to apply resistance to the pre-formed head of the rivet to hold it in place and give the riveter something to hammer against. In its simplest form, holding up is achieved by holding a heavy hammer head against the rivet but for a really tight joint the hold has to be solid. This is achieved by using a holding up bar which is placed on the head of the rivet and jammed against something solid. As this has to be done very quickly so as not to allow the rivet to cool down a special strut with an enclosed cylinder and piston is used. If compressed air is applied to this strut it lengthens and gives a very quick hold which is dead solid. It may have occurred to you that the process of riveting the head up will be noisy! You’re quite right, it is the worst and most damaging noise you can imagine especially if you are in a confined space in a vessel. All riveters eventually get serious ear damage, Dennis and Joe were both very hard of hearing for this reason even though they usually used ear protection.
Knocking up the plain end of the rivet could be done with a hand hammer but unless there was a very good reason it was always done with a pneumatic gun which delivers heavy blows in very quick succession. The gun has the facility of being able to accept a variety of shaped tools for the actual contact with the rivet. These were in the form of a hardened steel cup and ensured that an even and well shaped head was formed. Apart from the other skills involved it is essential to have a rivet which is exactly the right length, in other words, which has sufficient metal protruding from the plate to allow a good head to be formed.
So, we have two men, the riveter and the second man holding up. There is a third man in the team whose job is to heat the rivets in a portable forge. He has to have the rivets white hot and just beginning to sparkle. When a piece of iron reaches a temperature where it is hot enough to start burning because of combination with the oxygen in the air, it sparkles like a firework. This actually damages the structure of the iron in the rivet so the trick is to get them to a point where this process is just starting on the surface of the metal. This means that the rivet is as soft as it can be without damage and is what a blacksmith calls welding heat because at this point if two pieces of steel are at the same temperature they weld together when hammered. This doesn’t happen in the case of rivets because the plate they are inserted in is cold. The portable forge is a shallow tray on a stand which has a fire in it fuelled by ‘breeze’ which is very small coke. Coke is coal which has been heated until all the volatiles have been driven off and thus burns without smoke but with plenty of clear fumes! The fire is livened up by blowing compressed air into the base of the tray and this can easily get hot enough to melt iron. As we are using compressed air at about 150psi for the riveting gun and the holding up bar it is easy to arrange a branch off this supply for the forge.
Back to the firebox. We have it stood in the middle of the floor, Paul is at the forge, Joe is inside the box with his holding up bar and Dennis is stood ready with his gun on the outside. Paul passes a hot rivet, white hot and sparkling from the fire to Joe who inserts it in the hole, gets his bar in place quickly and then he gives Dennis a shout to let him know he has it dead firm. Dennis immediately applies the gun and starts hammering the rivet straight down into the plate. This first series of blows ‘upsets’ the rivet, in other words it forces it to expand in the hole until it has filled it completely, it flows to the shape of the hole. Experience tells Dennis when this is achieved and he then carries on but swings the handle of the gun round in a circle so that he is hitting the rivet head from all sides. He has chosen a cup size which will allow him to do this without the plate interfering with this action. He does this until the rivet has cooled down to black heat and is perfectly formed. A correctly sized rivet properly hammered leaves a slight ridge of metal around the base of the head. Once all the rivets are in place this ridge is hammered in using a specially shaped caulking tool and this places extra pressure on the plate. ‘Caulking’ an old rivet will sometimes cure a slight weep of water. Recognise that when Dennis stops the rivet continues to cool and as it does it grips the plates together even tighter than the force that the riveting process has applied. This is the beauty of hot riveting, the squeeze that comes into play as the rivet cools.
Once you have got set up, this process goes on very rapidly. While Dennis is knocking the first rivet up, Paul is heating the next, in fact he has a series of rivets in the fire warming up and as he passes one to Joe he moves them all nearer the heart of the fire so that there is a progression. On a very big job like ship-building, the forge may be some distance from the riveters and the hot rivets are thrown and caught by a succession of lads until they get to the job. As long as you have a thick pair of gloves this is a very quick way of getting rivets from forge to hole.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Once every empty hole has a rivet in, the bolts which were the temporary hold are taken out and the remaining holes riveted up. There is a lot of skill in deciding which rivets go in first as the process of squeezing the plates up together alters the shape of the construction slightly because the plates, even though they are cold, swell slightly as they are forced together. This is particularly important on corners and curved surfaces. There is the added complication that in order to accommodate the shape of a vessel it is often necessary to have three thicknesses of plate at some point. These may have to be tapered off before riveting starts so that a perfect joint can be assured.
You may be wondering how watertight a vessel made like this can be. I have seen us make boilers which had to be hydraulically tested to almost 600psi and the riveted joints were tight even at that pressure. Sometimes there can be a tiny weep, this is not seen as a problem because if left alone it will ‘heal up’ very quickly as corrosion builds in the joint. This can be accelerated by putting a bit of sal ammoniac (Ammonium chloride) in the water, a very common practice in the old days. Some old boiler makers advocated peeing in the boiler before filling it with water! What was certain was that, once in service, the natural formation of scale on the internal surfaces would ensure that these minor leaks healed up very quickly. This was the point where you needed an experienced boiler inspector because he would know what was an acceptable weep as opposed to a leak. The younger, modern inspectors don’t have this depth of experience and this can lead to serious problems as they demand a level of perfection which isn’t necessary or even attainable.
Once the firebox was riveted together, the foundation ring had to be fitted to its base. This was done without distorting the ring because it is already a perfect fit in the wrapper having been in there before. This was done by grinding off metal from the inside of the ring where it was proud and building up with weld where it was short. Once we were sure we had a good fit and the ring would still enter the bottom of the wrapper we were ready for putting the box in.
Before the box was fitted we did a thorough inspection of the interior of the wrapper and boiler because it was all easily accessible at this point. Any pitting caused by corrosion was built up by welding and grinding flat. Once we were sure we were as near perfect as possible, the fire hole door ring had to be temporarily fixed in place while we put the firebox in the wrapper. This was done by tacking it in place with a few blobs of weld which could be ground out once we had some bolts in. We couldn’t put the bolts in to hold it of course because there was only just enough room to get the firebox in the wrapper without any bolt heads getting in the way. The firebox was put in place under the boiler as it hung on the crane and then the boiler was lowered slowly and the firebox persuaded into place by a few hammer blows where necessary. It was a tight fit on the foundation ring but we eventually got it in place. The next job was to drill the holes in the firebox base for the new rivets. This was done by drilling through the existing holes in the boiler wrapper and the foundation ring. While Dennis and Paul were doing this I had been making special long bolts in the lathe which were a good fit in the rivet holes through the foundation ring. We put one of these bolts through every other hole and tightened them dead tight. The same was done round the firing hole and the firebox was then in its correct position.
We lifted the boiler and blocked it up so that it was at a comfortable height for working on and started riveting again on the foundation ring. Joe got inside with the holding up bar, Paul got the riveting forge into action and Dennis riveted up until all the holes were filled. Some of the holes had to be drifted into position with a tapered bar and one or two needed cleaning up with the drill. This was due to the construction distorting as the fastenings were made. Eventually we got to the stage where we could take the temporary fixing bolts out and replace them with rivets. These were done one at a time so as to minimise movement in the wrapper and box as the work progressed. Once the foundation ring was dealt with, the rivets in the firebox hole ring were put in and closed up. When all the rivets were in place the next stage began, fitting the stays. Take note that we were able to lift the boiler and set it on blocks at the perfect working height, in situ repairs don’t allow this luxury and accessibility can be a big problem.
The firebox was connected to the crown and wrapper sides by steel stays which were thinned down slightly in the middle and threaded at each end. I had made these in the lathe while the other jobs were going on. The trick with making these was to cut the thread on both ends in one pass so that they were in pitch with each other. As both holes were tapped at the same time, this meant that the stays screwed in easily with no distortion of the plate. The original stay holes were already drilled and cleaned up in the outer wrapper and these were used as a guide for drilling right through into the firebox. Once these holes were drilled they were all tapped straight through from the outside using a special, long stay tap which cleaned the thread in the wrapper and made a new thread in the firebox. When all these had been tapped the stays were fitted.
The stays were screwed in from the outside until enough thread protruded into the firebox to take a nut. These nuts were all fitted and tightened. This left enough thread protruding on the outside of the wrapper to form into a head but of course they were cold. Dennis brought them up to a bright heat with the oxy acetylene burner and then riveted them over into a good head. Once all the stays had been treated like this the firebox was immovably held in the wrapper.
The next job was to fix the long stays in the boiler. The long stays are long steel bars which pass through the front plate of the shell in the smokebox at the front and go right down the boiler, over the crown of the firebox and fix into the backplate of the boiler on the footplate. These were made with a larger diameter thread on the front end so that they could be easily inserted from the smoke box end. At the backplate end there was a shoulder on the stay so that it could be screwed up hard against the plate when in place. The whole of the stay was thinned down enough so that it would pass through the large backing nut for the front thread. We inserted the stay, slipped the front backing nut on by reaching through the boiler manhole, inserted the stay in the backplate and tightened it up and then screwed the large backing nut up behind the front plate. The nuts were then fitted on the outside at each end of the boiler and tightened. We were ready for the boiler tubes.
The basic method of fixing boiler tubes is to get them in place and then expand the end of the tube so that is a tight fit in the hole using a special rotary expanding mandrel. In some cases the insurance companies demand a run of weld round the tube once it is in place. This can be a good thing in the firebox as it gives extra metal to withstand the erosion of the hot gases as they enter the tubes. The tubes are cut to length, inserted in the boiler with the correct protrusion at each end and then jammed into place at the smokebox end with a nail flattened out into a wedge shape at the end. This is to stop the tube turning under the action of the mandrel as the firebox end is expanded. All the tubes are fitted and expanded in the firebox and then the same is done at the front end.
We’re almost finished now, all we have to do is fit the fusible plug in the crown of the firebox. This is a bronze boss threaded to fit a hole in the crown. It has a hole drilled right through it but the drilling is filled with a special alloy which melts at a lower temperature than bronze. This is a safety device which, if properly maintained, ensures that if the water level drops below the crown the fusible plug will melt allowing steam and water to blow down onto the fire and extinguish it. In case you’re wondering why the plug didn’t blow at Harewood when I was driving the saw, we found out later that it was choked with scale and couldn’t work!
We are ready now for the last job, pressure testing the boiler. All the holes in the boiler shell have to be blanked off and a connection made for the pump. The boiler is filled with water, shut up and pumped up to whatever the insurance company has decided will be the test pressure. Normally, this is 50% higher than working pressure but after a heavy repair like this it is common for the inspector to ask for 100%. This is a very severe test on the boiler and we used to do everything we could to get them to allow a lower test. This wasn’t because we weren’t sure the boiler could stand the pressure, it is possible to do a lot of harm to a boiler by over-testing it. It’s amazing how a boiler can stretch when you get up to high test pressures like this.
There is one problem with hydraulic testing which is peculiar to traction engines. The cylinder block is riveted on to the top of the boiler and the last thing you want to do is disturb this. The problem is that the seal on the boiler depends on the regulator valve on the cylinder being in good order. A joint will leak cold water while it is perfectly tight under steam and very few regulator valves are perfectly seated. The trick is to get to the valve and put a thin sheet of rubber between the valve and the seat and make sure it is tightly held down. This makes a good seal but you’ve got to remember to take it out afterwards!
We had no problems with this boiler. The required pressure was applied and apart from a couple of small weeps which would heal up in the first few hours of service, the boiler was tight and passed for duty. We saw it a few months later in steam at Swinton and it was as good as new.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
While we are on the subject of small leaks, I have something to say about amateurs running steam engines! Paul and I used to go round the shows looking at other people’s engines while they were running. Most of them were OK but occasionally you would come across one which had leaking rivets in the foundation ring, badly made joints and various other faults and I was forced to the conclusion that some of the owners must have had very friendly boiler surveyors or very incompetent ones! You can’t afford to take short cuts with live steam, the consequences are to fearful to contemplate particularly when members of the public are stood three feet from the boiler. The regulations are very tight as they stand but in my opinion ought to be even more stringent when the boilers are to be run in public by amateurs. There are no qualifications at all needed in order to be allowed to operate a steam boiler in public beyond those applied by the insurance companies. Mark my words, there will be an accident one day and draconian measures will be taken.
Right, now you know all about making fireboxes for traction engines! Believe me, it isn’t as easy as that, I’ve given you the edited version. All sorts of strange things can happen. For instance, when the firebox is being riveted together before fitting in the wrapper it expands because of the pressure of the rivets and this has to be taken into account when the plates are measured. A thread might be damaged in the wrapper and this has to be carefully built up, ground to shape and re-tapped before the stay is fitted. The corners of the firebox are very difficult to rivet tight and there isn’t room for a conventional head inside the radius so these have to be screwed in and riveted like stays. Surmounting these problems is all part of the skills which can only be acquired through years of experience. Men like Dennis, Paul and Joe are absolutely vital if you have to do jobs like these but even they could get surprises sometimes. I once saw a firebox that had expanded so much that it wouldn’t enter the wrapper. Paul had a simple solution, he cut two slits right down the backplate of the wrapper which allowed it to expand enough to accept the new firebox. Once the box was in place and riveted up Paul just welded the slits up like a normal boiler repair, once polished and tested by NDT the plate was as good, if not better than the original.
Things sometimes went wrong. There was a good example of this at REW. I noticed once that in the yard there was a complete Lancashire boiler end plate. This was a serious lump of metal, nine feet in diameter and an inch thick. It was drilled and pierced for all the rivets, stays, furnace tubes and fittings ready for fixing in place and I couldn’t understand why it was in the yard so I asked John. He told me that many years before they had the job of fixing a new front plate in a Lancashire boiler. They took particulars, bought the plate, marked it all out, cut the holes for the tubes, drilled all the other holes and took it to the mill where it was to be used. The boiler was shut down and cooled and the gang set to to remove the old front plate and prepare everything for fitting the new one. All went well until they offered the new plate up into place and realised that the rivet holes around the periphery were out of pitch. After a quick reckon up they realised that someone had committed the classic error of counting one of the holes twice when taking the particulars. This meant the plate was useless and a new one had to be made before they could complete the job. Matt Ingoe said the bad plate had to be kept in the yard to remind everyone of the mistake. It was all very embarrassing but occasionally these things happen, human beings are fallible! We had a common motto in the shop, measure twice, cut once!
We had another riveting job one day which fascinated me. I went with Joe and Dennis to a factory near Bury where they were to replace some rivets in a pressure vessel while I was preparing a boiler for NDT of the shell. This latter was a lousy job as it involved cutting the lagging off the exterior of the boiler and polishing the shell along all the welded seams so that the NDT man could get to it to do his stuff. During a break in the proceedings I wandered into the main factory to see what Dennis and Joe were up to. It was a wonderful place! It had originally been a dye works and in those days dyeing was done in special vessels called kiers, it was one of these that Dennis and Joe were working on.
A kier is like a large metal football about fifteen feet in diameter made of spherically shaped segments of steel plate one inch thick. Don’t ask me how they made them this shape because I don’t know. I think they were hammered on a large die while red hot but we are talking about plates weighing up to four tons apiece! The kiers have two large steel trunnions mounted on each side and sit in pedestal bearings. There is a large manhole in the shell so placed that when the kier is rotated by means of an electric motor and gearing it coincides with a hole in the floor above. The kier was rotated to this position, the manhole cover unbolted and lifted off and cloth, water and dyestuff loaded in, then the manhole cover was replaced and the kier brought up to temperature and pressure by injecting steam through one of the trunnions which was made hollow for this purpose. Once prepared the whole thing was rotated for however long it took to fix the dye in the cloth. At the end of the process it was stopped below the hole in the floor above, the cover was taken off and the kier rotated through 180 degrees so that the cloth and the dye fell out into a pit below. From here the dye ran away to waste and the cloth was recovered for further processing.
There were two banks of these kiers in the building. I think there were eight on each side. I was talking to the manager who had come to see how we were doing and he told me that there used to be three buildings like this but they had been gradually demolishing them and converting the factory to modern methods. Then they found out that the kiers were suitable for an entirely different process and switched over to it. What they were doing was filling the kiers with wood shavings and caustic soda and rotating them while under pressure which extracted the cellulose from the wood and the end result of this was a material used to make tea bags and sausage skins! He told me that they now regretted having demolished the other kiers. I tried to make some estimates of what it would cost nowadays to make a new bank of kiers. Assuming the skills were available I am sure we were talking about millions! Dennis and Joe were replacing rivets which went right through the trunnion mountings and two layers of plate. They were nine inches long and it took three days to replace four rivets it was so hard.
Deafness was an occupational disease of riveters and both Dennis and Joe were very hard of hearing, this led to some funny incidents. John came into the shop one day from the office and he was laughing so much there were tears in his eyes. We asked what the crack was and he said he’d just been speaking to Joe on the phone. He’d asked Joe what time they would be finished and Joe had replied “Three and a half inches outside diameter.” and put down the phone! Another time Joe rang the shop and asked for the trepanning gear to be taken out to them when, apart from Joyce, I was the only one there. I asked “Where are you?” “In the phone box opposite the mill!” He then hung up and the problem was that no one knew which mill they were at. I had to wait until they rang in again before I could get the gear to them! We had a driver called Jack who was very deaf and during an attempt at conversation one day I shouted at him to switch his hearing aid on. “I can’t, the battery’s running out and I’m saving it for Coronation Street!”
Dennis Sterriker and Joe Elston at Bancroft 30 years earlier in 1977 when they were doing heavy boiler repairs for me.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
One memorable day, Dennis and Joe fell out. They had been working together for years but occasionally had a bit of a falling out do. They were at Burnley Paperworks repairing a boiler. Dennis shouted to Joe, “Where are you?” and Joe answered “Here!” Of course Dennis then shouted “Where’s here?” and one thing led to another until Joe lost his temper, got in the wagon and drove off leaving Dennis on the job. I don’t know how Dennis got back to Rochdale but when he got to the shop he wasn’t in the best of health and temper and started into John as soon as he saw him. The upshot was he handed his notice in but just as he was doing this Joe came in the shop and heard what was going on, “If he’s finishing I am too!” he shouted. John looked at the pair of them and suggested they go and have a pint and talk this over. Of course, common sense prevailed but there was no way Joe was going to lose his mate if he could help it!
Dennis and Joe weren’t the only comedians on the firm, there was always something going on to have a laugh about. I remember being on a job on a housing estate in Salford with Mark Roberts. We were repairing leaks in the district hot water system which had led to it being closed down, as this was early November we were popular blokes! The local kids were watching us closely looking out for any plunder that was going. You had to lock everything and keep an eye on any tackle you were using or it would vanish. The kids were fascinated by what they thought were the big sparklers that Mark was using to weld the pipe. Guy Fawkes night was coming up and they decided they would pester Mark for some sparklers. He gave them a welding rod apiece as we were leaving and I have often wondered how many boxes of matches were used trying to set those welding rods on fire!
Paul was always up to something. I had always been in the habit of carrying a bag round with me which contained all the necessary bits which couldn’t be left lying about like my multimeter, sets of drills, measuring tackle and all sorts of other odds and sods. Every now and again the contents expanded and the bag had to be cleaned out. I realised one day that it was far too heavy and when I dug down to the bottom there was a 1½ inch rivet a foot long nestling there. Paul had put it in there a week before and I had been carrying about seven pounds of iron round with me! He was a brilliant cartoonist and would occasionally chalk one up in the shop. There was a great one of me travelling round the world with my swag and a kangaroo called Eigg! Stuart had a rise taken out of him when he came back after a couple of days off to have a vasectomy. There was a very scurrilous and totally hilarious caricature of him drawn on one of the steel plates on the floor. I should mention that we had a very good storage place for our stock of steel plate, we laid the sheets flat on the floor and used them as a working surface. When we needed a piece we extracted it with the crane, only problem was that sometimes we had put a boiler on top of it! This meant a bit of shuffling about until we could get at it, it sounds like a daft system but was actually very efficient.
I feel I should apologise for the lack of illustrations when I am describing the work. The reason is that when I was working for John he wasn’t paying me to do snaps! I was usually too busy. With hindsight it was a mistake but there you are, once more I have demonstrated my lack of foresight!
WELDING AND RE-TUBING BOILERS
Very little of the day to day workload at REW was repairs to riveted vessels, by far the greater number of boilers were welded shell economics, in other words, modern tubed boilers. Most of the repairs we did were to rectify faults found during annual inspections by the insurance company surveyors. This could vary from minor matters like a crack in a tube plate to a fault being found in one of the welds on the shell of the boiler or, more commonly, in the welds in the combustion chamber. A lot of these faults were actually of long standing and some dated back to faulty work during manufacture. Available methods of inspection had improved so dramatically that None Destructive Testing (NDT) was detecting faults that couldn’t have been found ten years before. These were usually slag inclusions in the weld due to careless work when building the boiler, failing to clean the slag off a weld before adding a fresh layer on top.
If a fault like this was found during inspection the insurance company would insist that it be put right before the boiler could be steamed again. This wasn’t necessarily a disaster for the firm that owned the boiler as a good engineer would make sure that a boiler was inspected when it would have been off load anyway. For instance, a boiler used for heating only could be inspected and repaired at any time during the summer. A firm which needed process steam all the time would, if properly equipped, have a set of boilers with spare capacity so that one boiler could be off line at almost any time during the year. It didn’t always work out like this, we sometimes got a job at a firm with a single boiler and work in the factory was stopped until we repaired the fault. In circumstances like this twenty four hour working was the rule until the job was finished. This was expensive for the firm but they were paying the price for not making the extra investment in the first place. Some firms had Loss of Profits insurance policies which kicked in after the factory had been stopped for two or three days and this eased the burden for them.
When I started work at REW in 1993 we had three plant wagons. These were Ford five ton vans which were in effect self-contained workshops. Each had a compressor and a big welding generator both driven by their own diesel engine. We could go to a site that was dead, no services, and work just as though we were back at the shop. Occasionally we had a bit of a problem. I was on a job one day with Stuart Lomas and our compressor died on us. When I had a look I found the trouble was a loose wiring loom in the frame which had come loose, vibrated against a sharp edge and cut some of the insulation, shorting the wires out. Luckily I had my magic bag with me which contained a multi-meter and some electrical tools. I saw a BT van working nearby and went and begged some wire and connectors off the linesman. The natural camaraderie of the working man kicked in, he gave me what I needed and half an hour layer Stuart and I were operating again. The plant wagons weren’t always popular with the customers because they were noisy and took too much room up at times.
I remember one day when I was mating with Dennis Sterriker because Joe, his regular driver and gofer was off sick. We were at a congested little site in Accrington and happily working away when a delivery driver came in and started playing hell because we were blocking his progress. I went out and had a look, there was plenty of room for him to get by and because I would have to disconnect all the tackle to move the plant wagon I was staying where I was. This didn’t suit the delivery driver at all and he followed me back into the boiler house where he became extremely abusive instead of just getting on with his job. I regret to report that the red mist clouded my vision. I remembered a ploy I had seen thirty years ago in a bar in Glasgow when I was on the tramp so I took my cap off, placed it carefully on the ground, removed my false teeth and put them in it and turned to the driver, “Right! Let’s settle this! Out!” The driver shot out of the boiler house and we didn’t see him again. Dennis was very impressed! All a bluff actually, I am no fighting man but it was the false teeth that did it!
Occasionally we saw real cock-ups where the engineer had really blown it. We had a call late on Friday afternoon to go to a very large chemical works in Carlisle which operated night and day using six boilers. They had a problem with the feed water on one of the boilers during an inspection and the inspector, smelling a rat, looked a bit further into the installation and shut all their boilers down! This meant the factory was stopped and the loss of profits was something like £10,000 a day. I was the only bloke about and John asked me to go up there immediately to expand the tubes in one boiler and get them running while we sorted the others out. It took us weeks to get the boilers back on line and the factory fully operational again. The root cause of this was that they had a new and inexperienced engineer who had decided that he could economise by not paying a full time skilled boilerman to keep an eye on the plant and ensure it was working at top efficiency, he gave the job to his maintenance engineers. This is very common nowadays and is usually a false economy because a good boilerman pays his wage by minimising downtime, maximising efficiency and prolonging the life of the plant by good maintenance. What had happened in this case was that water treatment had been neglected. This is the routine practice of analysing the water in the boiler and treating the feed water with chemicals to maintain good water quality with low solids content, essential for tubed boilers. The high levels of solids in the water insulated the tubes, raised their temperature and accelerated failure. There is no economy in cutting back on attention paid to water treatment.
The deterioration had reached the stage where tube leakage was betraying the underlying cause and when the insurance surveyor tested the water he decided the levels of solids were high enough to condemn the boilers until the water was improved and the tubes made tight.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
When I got to the works it was deserted except for one man who showed me the boiler I had to revive. They had opened up the front cover where the leaks were and when I pressurised the boiler using the feed pump I saw that about half a dozen tubes next to the combustion chamber were leaking badly and from the marks on the tube plate they had been doing this for quite a while. I found a chair to stand on and started to work my way through the leaking tubes expanding them harder into the tube plate to stop the leaks. As soon as I started I heard crackling as I tightened the tubes. This was a sure sign that boiler water solids had been carried into the joint and were being crunched up by the pressure. I suspected that the pressure I was putting on would be distorting the tube plate and loosening the surrounding tubes and when I tried them again with the feed pump I found I was right, I had another bunch of leaking tubes in an arc round the ones I had done. I took a deep breath and started on these.
At that moment the ‘chief engineer’ turned up and immediately played hell with me for not wearing a hard hat and using a chair instead of a proper working platform. Elfin Safety was more important than the boiler! I have to admit that I educated him. I pointed out that it was past my tea-time, I was sixty miles from home, hungry and tired after a long day of work in the shop and I was doing my best to get him out of the hole that he had got himself into. I made him listen to the crackling noise as I expanded a tube, demonstrated how I was loosening the other tubes, told him what the cause of the problem was and that the cure was a complete re-tube of all the boilers and the institution of a proper regime of water quality testing and adjustment. Give him his due, he got the message. He left me to carry on illegally, sent the watchman out for fish and chips and tea and by nine o’clock I had his boiler relatively tight. I told him to drain the water, refill with a big dose of compo and get his insurance surveyor to witness a pressure test and give him permission to fire the boiler while we got on with the others.
The following day he got a single boiler online, had a word with John and I think he agreed, subject to management approval, to re-tube all the boilers. I seem to remember that John ordered enough tubes on his account to start the job, no small expense, and then had to wait for a long time for the written order to do the job. We got them back into reasonable order in the end but I don’t know how well they did after that, hopefully lessons had been learned.
We did have one trick up our sleeve that could be a life saver for a single boiler plant with a problem. In our spare time we built some complete boiler plants on forty foot trailers, these were oil-fired and completely self contained. If a boiler went down we could take the whole outfit to a factory, drop the trailer outside the boiler house, couple it up to a water main, an electricity supply and the main steam pipe from the boiler to the factory main. Press button ‘B’ and away we went, the factory had steam, we had the rent for the boiler, and all the time in the world to attack the fault on the permanent boiler. This was very popular with firms in trouble because it was an instant solution and very often the insurance company paid a large part of the costs.
I’ll describe a typical repair to a boiler which failed NDT. Most package or economic boilers have a large insulated door on the front which carries the burner, when opened this gives direct access to the combustion chamber. This chamber was a large heavy tube about three feet in diameter welded into the front plate of the boiler and connected at the back by flues to the tubes which passed the products of combustion back and forth through the water in the boiler shell to give maximum heat transfer. It was very common to have a failure in the weld where the large combustion tube was attached to the front plate. If it was a small fault the repair was to cut out the weld by grinding and re-weld the joint. However, many inspectors were very wary about the quality of the metal in the front plate which could have been damaged by very high heat gradients during manufacture. In a case like this they would demand that part of the front plate be cut out as well as the weld and the whole lot had to be replaced.
The inspector, working with the NDT man would mark the sections he wanted replacing and these sections would be cut out with an oxy acetylene burner and the edges ground back to good metal giving a ‘V’ shape to the edge which is the essential preparation for any weld in thick plate. A cardboard template was cut to the shape of the hole and back at the shop a patch was cut from boiler quality steel and roughly finished. Boiler plate is very specialised steel and is all batch tested before sale, each plate carries an identification number and this has to be punched into the section which has been cut for the patch. This identifies the plate as boiler quality for the inspector and means that in case of any failure the original test on the plate can be traced back to the manufacturer.
Back on the job the patch is dressed up with a small hand grinder until it fits the hole perfectly with just enough gap at the root of the ‘V’ to allow the first weld to penetrate and make a small bead on the inside of the vessel. Once the fit is right, the patch is tacked into place with a few small welds in the root and the first full penetration run put in. The welder can settle down now to a long, slow job. A good man will get himself comfortable, if the weld is at low level a seat will be rigged up and all the tackle placed close to hand. The more comfortable the welder, the better the quality of the job.
We are dealing here with plate at least three quarters of an inch thick and in many cases thicker. A casual onlooker would expect to see very thick welding rods working at high currents and depositing heavy beads of weld. Not so, this would be all right if the vessel was not pressurised, say in ship-building but in boiler repair the secret is to use the minimum current to avoid overheating the plate. There are two reasons for this, one is to avoid damaging changes to the crystalline structure of the steel by high temperature gradients into the parent plate, this can lead to what is known as brittle zone failure. The other reason is that as heat is put into the weld, local expansion can distort the front plate or the patch and this can spoil the fit of the patch and introduce tremendous strains in the welded joint as the plates cool and shrink. So the heaviest rod used will be about 1/8” thick and often smaller than this. As each bead is laid down the welder stops welding and grinds out the top of the bead he has just laid down. Apart from allowing the plate to cool slightly this gives a clean base for the next layer and ensures that there is no slag inclusion. The slag is formed as the bead is laid down by the melting of a special coating on the outside of the welding rod. This coating directs the arc and the molten slag, cooling on the bead, protects it from oxidisation until it has cooled down. It is essential to the process but fatal if included in a finished weld as it has no mechanical strength.
In a thick plate the top of the ‘V’ gap can be up to two inches wide and thus takes a lot of filling. If there is more than one section to replace the welder will do a spell on one patch and then move to the other to equalise stresses in the front plate and keep the temperature gradient to a minimum. Eventually the gap is filled and ground off smooth. A good repair is invisible and the only clue to its position is the polished metal. When the weld or welds are complete the NDT man comes in and examines the weld by using ultrasonic testing. It was very unusual for there to be any failures at this stage and if there were they could almost always be traced back to bad testing and not the quality of the weld. I’ve seen John bring in Dave Jones, our NDT man, to argue a case with the insurance company man. If all was correct the boiler was closed up and hydraulically tested. After a repair like this the boiler was actually better than new and went back into service.
Patches like this were a run of the mill job for us. The section cut out wasn’t always confined to the front plate but could be inside the chamber as well. We rolled the plate to the correct profile and cut and fitted the patch in the usual way. Occasionally the inspector would fail the whole combustion chamber and this would be cut out and replaced. These could be very big jobs, one that was done while I was there weighed eleven tons. The skill needed to effect repairs like these was amazing, there were so many ways that you could get it wrong.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Occasionally a weld could fail while the boiler was under pressure. This usually resulted in catastrophic explosion and this still happens occasionally for a variety of reasons. We went to one boiler at a slaughterhouse in Hull and I couldn’t understand how they’d managed to get away without a serious accident. The shell of the boiler had split open at the seam where it met the front plate right at the top of the front of the boiler. I wouldn’t have liked to have been there when it happened but they had been incredibly lucky. We put a portable boiler in there to keep them going and repaired the shell in about ten days. This was a complicated job as the distorted plate of the outer shell had to be cut out and replaced as well.
These welding jobs on the outside of the shell were fairly accessible and the welder had the luxury of working in the open with plenty of ventilation. It wasn’t always like this, sometimes welding had to be done in very confined spaces or inside the vessel itself. This brings me to my thoughts on the subject of Health and Safety at work.
One of the biggest problems John had to face when doing repair jobs was conforming to Health and Safety regulations. I have nothing against the regulations themselves, they are essential and application of them has improved working conditions wonderfully in the last fifty years. However, there are jobs which have to be done which are impossible within the regulations, the rules have to be bent to accomplish the repair. The problem is that many of the larger companies have a ploy to get rid of their responsibilities under the Act. When a gang goes in to do a job the Safety Officer at the factory conducts an ‘Orientation Procedure’ where he lectures men who know more about safety than he does on simple rules like no smoking next to flammable liquids and don’t put your fingers in a live socket. Having given this lecture he gets signatures from the men and then turns them loose on the job. If anything should go wrong the company is covered because they have told the men what they can’t do and responsibility is dropped on the shoulders of the workers, if an accident results in injury they are told that it is their fault and no compensation will be paid. This is fraud because the owners of the factory know in many cases that in order to do the job rules have to be broken in the interests of speed and economy.
A good example of this would be re-welding Galloway Tubes in a Lancashire boiler. These are vertical water tubes which pass through the fire tubes of the boiler and are welded at top and bottom. These welds fail occasionally and have to be renewed. This isn’t a common job now as these boilers are rare but the job is a good illustration of the problems that have to be overcome when effecting repairs in confined spaces. The top weld is no problem as you are working downhill and have a reasonable amount of room, about three feet above the tube. The bottom weld is an entirely different kettle of fish because there is only about eighteen inches of space below the tube. In order to get to the bottom repair the welder has to lie on his back in a confined space and operate on a seam six inches from his face and directly above him. Any molten slag or metal drops directly on the welders face and splatters about all over the place. Of course, the welding screen, the heavy mask with a dark glass set in it to protect the eyes from the glare of the arc, is some protection but slag and metal can get in round the sides. The usual protection is for his mate to be with him and keep as much of him as possible covered with a sheet of leather. Leather is very good for this as it is resistant to heat and hot metal. Even with all these preparations the welder is going to get burns, it’s amazing where a blob of hot metal can get to once it has dropped down your neck. I remember Mark Roberts getting one under the neck of his overalls and it finished up burning a hole in his scrotum. He just had to lie there and endure it. He said he could follow the track almost all the way afterwards and it had left a burn right down his chest and belly on the way to its final destination. He said that it was ‘character building!’
Another instance is welding stainless steel inside a vessel. All metals vaporise when they are being welded with electric arc. They disperse into the surrounding atmosphere like an aerosol and are breathed in. Only the best breathing masks will stop this but it is impossible to work all day in these. Normal steels aren’t too much of a problem in small quantities because the minute particles of steel oxidise inside the lungs and are cleared out by mucus. Stainless steel doesn’t oxidise and once it gets in your lungs it stays there. The cumulative effect over the years is severe loss of lung capacity. This could be avoided by sophisticated ventilation systems and masking but nobody is prepared to pay the price for precautions like this so the welders breathe the vapour.
Welders aren’t the only people who suffer because economics rules the job. There are many jobs still being done today in the same way they were tackled in the 19th century. Nobody is interested in finding a better way because it would be too expensive. Cleaning boilers and flues is another area where there is long term damage. There was an excuse for this years ago when the dangers weren’t fully appreciated but not today. It was exploitation fifty years ago but it is cynical exploitation now.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Another large component of the work we did was tubing boilers. This could be the replacement of a tube that had failed and was leaking or, in a well run plant, the routine replacement of all the tubes in a boiler when the plant engineer judged they had reached the end of their useful life. If you had a boiler which was dropping a tube fairly regularly it was a sign that the tubes were giving notice that they were on their last legs. The cheapest solution was to arrange for the boiler to be off load and replace the lot.
Re-tubing was fairly simple but could be hard work. The tubes were expanded into the plates front and back and could also be welded to make them more resistant to erosion. The first job after opening the boiler up was to cut the tubes free front and back by eroding the metal of the tube away with a special cutting rod. Basically this was like a welding rod but formulated to give a very powerful burning arc at very high currents. A good man could ‘wash’ the metal of the tube away without damaging the tube plate. Any accidental nicks could always be filled with a drop of weld afterwards and re-ground to profile. Once all the tubes were freed from the tube plates it was theoretically simple to withdraw them. However, all was not plain sailing at times!
This is a good place to talk about ‘arc eye’. This was what we called the damage to the eye if you caught a flash as the arc was striking. You should never look directly at the arc and this is of course the reason why a welder has a head shield. You soon know if you have caught one, it’s just like having grit in your eye. I’m mentioning it here because I have a theory that the worst flash to catch is when you’re at the back of the boiler and catch a flash down the tube when they are being washed out at the front end. I don’t know whether the tube focuses the light in some way but I can tell you that the worst cases I have had were done this way. The lesson is clear, if you are near arc-welding avert your eyes. I have another theory as well, all welders are ugly and that’s why they are made to wear buckets on their heads.
One other bit of information. Have you noticed the affectation young lads have of wearing their caps with the peak at the back? The standard welding cap is the brightly coloured American ‘Kromer’ cap. They are always worn backwards by welders because that gets the peak out of the way of the shield and the neb is handy for stopping sparks getting down the back of your neck.
Paul and I once went to renew a couple of tubes in a new boiler at Dunlop’s factory in Manchester. The manufacturers of the boiler had farmed the job of replacing the defective tubes under guarantee out to REW as this was cheaper than sending their own men. As soon as we walked in the boiler house I could see we had a problem. Paul had seen it as well and he told me to get the engineer and sort it out while he got set up. I got hold of the engineer and he came down to the boiler house. He was only a young chap and I don’t think he had any idea of what was involved in replacing his tubes. “What’s the problem?” I told him that there wasn’t enough room at the front of the boiler to withdraw the tubes. They were twelve feet long and the wall of the boiler house was only eight feet from the boiler! His face lit up as he identified the solution. “Pull them out six feet, cut them off and then withdraw the other six foot length.” I pointed out to him that this wouldn’t do as we couldn’t cut the new tubes when we put them back in. What I wanted off him was permission to cut a hole in the wall of his new boiler house on the same level as the tubes so we could draw them out from outside. He eventually saw the problem and said it would be OK. He had some builders working on site and would send them down to make the hole good after lunch.
Paul and I got going, I knocked a hole in the wall for the tubes and we were almost finished after lunch when I heard sounds of activity outside. I went out round the back of the boiler house and there was a chippy working on a trestle fitting a splendid little frame and door over the hole where we had drawn the tubes out. He told me that the engineer had told him to do this so that next time they could just open the door instead of knocking a hole in the wall. I pointed out that his door would only accommodate two or three of the 180 tubes in the boiler and that they would finish up with a wall full of holes! He saw the point and went off to recommend that one large door be made and fitted! You would be surprised how many boiler houses were made like this with no room around the boiler for essential maintenance.
The other big problem when drawing old tubes out was that after say ten or fifteen years of use they were no longer smooth and shiny but corroded and crusted with scale from the minerals in the water. In order to get the new tubes tight the holes had to be as near the external diameter of the tube as possible so the old tubes wouldn’t come out of the hole easily. The cure was to drive the tube inside the boiler and grind the hole out slightly larger with a high speed grinder. Once we had one tube out we would use this larger hole to get its mates out and then repeat the operation when necessary on another hole. These larger holes were still serviceable because we could expand the tube to fit but we didn’t like doing it. Even with a larger hole the tubes could still cause trouble, especially the ones near the feed water inlet into the boiler where the scale build up was worst. I’ve seen me and Paul go to great lengths to set up a block and tackle so we could drag the tubes out like that.
Once all the old tubes were out we could set to with the spindle grinders and clean the tube holes up. The better the finish, the better the tube would grip and the longer they would last. Some of the tubes in the boiler were ‘stay tubes’, these were very heavy walled tubes which acted as strengthening stays between the two tube plates. Normally these didn’t need replacing but on an old boiler these might have to be done as well. Once expanded these were welded into place.
When all the preparation was done we could start replacing the tubes and expanding them. We had an air operated torque arm which we used for driving the expanders but in some places there wasn’t room to use it and they had to be done by hand with a ratchet, that was hard work. When they were all back we would fill the boiler and hydraulic test them. We didn’t need the inspector present for this, it was our check on tube tightness and he wasn’t interested as long as the tubes were tight when the boiler was running.
In an emergency, if a boiler had a tube down but couldn’t be taken off line, we would make steel plugs and weld them in each end of the faulty tube. This would keep the boiler on line but the inspectors didn’t like it. I’ve seen them cured with a wooden plug driven in tight in an emergency!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley wrote: ↑11 Jul 2018, 03:23
Another instance is welding stainless steel inside a vessel. All metals vaporise when they are being welded with electric arc. They disperse into the surrounding atmosphere like an aerosol and are breathed in. Only the best breathing masks will stop this but it is impossible to work all day in these. Normal steels aren’t too much of a problem in small quantities because the minute particles of steel oxidise inside the lungs and are cleared out by mucus. Stainless steel doesn’t oxidise and once it gets in your lungs it stays there. The cumulative effect over the years is severe loss of lung capacity. This could be avoided by sophisticated ventilation systems and masking but nobody is prepared to pay the price for precautions like this so the welders breathe the vapour.
It's not just the economics of the job. The workers have a part to play in keeping themselves safe. Older tradesmen call it "Elfin Safety" by "Jobsworth" and ignore the onerous aspects of the safety briefings and "get on with the job as they've always done it" and you hear mutterings like "I've been doing this job for years without all this H & S nonsense, who does he think he is talking to?"
Several years ago I was talking to a fitter/welder from Australia who worked in the mines and he said he ignored permits to work and safety briefings. Sorry, but if he had worked for me he would have been dismissed. You can't have idiots like him striking arcs wherever they see fit.
I have been inside chemical vessels being welded and sympathise with the welders, but safety is about looking after their health also. We would provide forced ventilation and extraction and atmosphere monitoring inside confined spaces. Sometimes it would take us a day to set up the safety equipment and means of extraction before anyone entered a confined space. Confined spaces specifically include flues (Factories Act).
Agreed but the situation was that all the customer wanted was the fastest cheapest job and they weren't interested in 'mollycoddling ' contractors or even their own workers. This regime was enabled by underfunding the Factory Inspectors who could have changed the picture.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
The standard of maintenance on boilers varied from firm to firm. It was a constant source of wonder to me that a company that lived and died by the ability of their boilers to raise steam would try to save £10,000 a year by not having a full time boilerman. A lot of the problems this caused were actually down to the boiler inspector. If he was lax in his annual inspections problems could build up until they made a good job impossible, a good example of this was a boiler we went to once at a paper works on the Lancashire Moors. They had several boilers connected to one main going into the works and we were called to weld up some cracks in the tube plate of one of the boilers which was off line. I was with Dennis at the time and we decided that while he did the tube plate I would make a new valve for the feed water tank. As soon as we opened the boiler up to get Dennis in there we knew we were in trouble, it was like an oven in the combustion chamber! We soon realised that this was due to the fact that the Board of Trade Valve which was the statutory isolation valve that should have shut the boiler off from the steam main so that steam from the other boilers couldn’t leak back was faulty and passing steam. There was another isolation valve, the crown valve on the boiler. When I tried to close that it was seized solid! This is very dangerous and doesn’t happen all of a sudden, it takes years of neglect to allow a valve to get into that state. By fiddling around we got the valve working but it was still leaking. We got the temperature down enough to allow Dennis to get in the chamber to do his repair welding but I told John to tell the owners that if they wanted a hydraulic test they’d better do it themselves.
Another thing that intrigued me at this works was the fact that the large safety valve on the steam main was leaking very badly. Most safety valves will ‘feather’ a bit under pressure but this one was roaring steam out. John said that it had been like that for years because in order to repair it they would have to close the plant down. The amount of steam they were wasting meant that a twenty four hour shut down would be a very cheap option but no, they just carried on. Things like this were down to the engineer in charge and one wondered many a time about their competence.
We took a big job on up at a works at Penrith in Cumbria at one time. The plant was dedicated to converting slaughterhouse waste into ‘protein granules’ which were used in the manufacture of pet foods. All these plants used a lot of steam for the processes and we used to hate going to them because of the smell! This one wasn’t so bad because the plant had to be rebuilt after a long closure due to a fire and we were re-commissioning the boilers for them. To give you an idea of how bad the smell could get, on the night the plant caught fire the locals drove their cars up and parked them in the lane down to the plant so that the fire brigade couldn’t get down to put the fire out! By the time the police had traced the owners the plant was destroyed.
Our job was to get the two large boilers back on line. Basically it was a simple job, remove all the fittings, take them back to the shop and refurbish them all to new standard and then refit them and steam test the boilers with the inspector in attendance. One of the boilers was a bit more complicated as it had a bulge in the wall of the combustion chamber. This was a sign that the plate had overheated at some point under pressure and distorted. It wasn’t too bad so the cure for that was to jack it back into its correct position but the inspector said it would be alright as it was! John told me afterwards that this had puzzled him as well, however, once the inspector said this it wasn’t our responsibility. If it had been really bad we would have had to remove the tube and fit another one which would have been a very big job. I remember this job particularly because as I was doing one of the large eight inch, double seated safety valves in the shop a spectator who was watching over my shoulder took me to task because of the time I was taking re-cutting the valve seats. He reckoned I had done enough but I knew I hadn’t got it just right and so ignored him and did it my way. I made several trips up there to remove fittings and replace them after refurbishing them.
A couple of weeks later John sent me up to be there when the boilers were given their steam test by the inspector. The test consisted of firing the boiler from cold, watching for any leaks and rectifying them, testing the safety systems and then firing right up to maximum pressure and ensuring that the safety valve lifted at the correct pressure. This last item was in the lap of the gods because, having skimmed the valve seating surfaces, you had to set the spring pressure on the valve by guesswork. We fired the first boiler on ‘kindle’ which was the lowest flame setting and the first thing I noticed was that the flame, which should have been about six feet long, filled the whole of the furnace! God alone knew what it would be like on high flame. The boilers had been notoriously hard pressed before the fire and I pointed out to the inspector that they must have opened the burners up as high as possible to keep pressure up and this was probably what had overheated the combustion chamber and caused the bulge. He didn’t seem to be perturbed by this and it was actually none of my business so I let it go.
We carried on with the test and watched the pressure gauge carefully. You can usually expect a bit of feathering as you get close to the lifting pressure but the valve never wept at all. The inspector looked at me as we hit 150psi and said “You’ve slipped up with this one!” Just as he said it the valve snapped open and unloaded with a roar like Concord taking off. I think I must have jumped a foot in the air, he certainly did! The pressure dropped back five pounds and the valve snapped shut as suddenly as it had opened. Just at that moment the engineer came in and said, “That’s how they ought to work, sounded like a pop valve on a loco!” I told him I was pleased with the way it was working but I could do without shocks like that! I was very suited actually because that was exactly how a safety valve should function but seldom did. Another thing about it was the fact that because it was so tight, there would be no feathering and so the seat wouldn’t get eroded. It would be a good valve long after I had lost interest. We tested the other boiler, this wasn’t quite as sudden as the first but was still perfectly acceptable. The inspector asked me how I had got the valve to work so well and I told him that I had deepened the annular ring round the top of the valve slightly because it looked as though it needed it. This ring acts like an aerofoil when the valve blows and tends to lift the valve against the spring when it first opens but once the flow is established it loses its effect and the valve snaps shut. I went off down the road feeling quite pleased with myself!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
We used to go regularly to a rendering plant at Darwen and hated the job. Everything you touched was covered in rancid fat. Paul and I had a job there for about a week, modifying a second-hand stainless steel tank and coupling it up to the factory. One of the strange things about working on a job like this is that you become invisible. The management seems to forget that you are there and one of the consequences is that you see things that the public would never know about. We noticed that there was a man working on what seemed to be a regular job because they were all set up for it. He was unloading flimsy twenty five litre cans of vegetable oil from a large container, carrying them into another container and putting them on top of a large oil drum with a piece of reinforcing mesh welded to the top. Once in place he split them with an axe and the oil dropped into the drum where a pump picked it up and sent it down a pipe into the factory. The flimsies were clearly marked with the origin and age. It was vegetable oil out of EEC intervention stocks and was all thirteen years old! We also saw vans coming in and unloading what we found later was out of date butter, fats and cheese from supermarkets. It didn’t take a lot of nosing about to find that the oil and fats were combined, hydrogenated, and went out as ‘baker’s shortening’ with a sell-by date of six months. The cheese was heated in water and extruded to make ‘mozzarella’ cheese for pizza palaces. I called it the miracle factory, like Lazarus these materials rose from death and were reborn! Take note and remember ‘you are what you eat’!
We often had to go and put right boilers after there had been quite serious failures. We went to one at Stainland which was a complete refurbishment after a flue explosion. The boiler was in a derelict mill and it was doubtful if it would ever run again but because the insurance company would only pay for the repair and not shell out cash just to fulfil the terms of the policy we had to go in and make it like new. What had happened was that two ‘experts’ had been called in to commission the boiler to make sure it was in running order in case a buyer was found for it. They had looked the boiler over, decided it was running on black oil and had turned the oil heaters on to get ready for a start the next day.
Black fuel oil is very thick oil refiners residue which at normal temperatures has the consistency of treacle. In order to get it liquid enough to flow through the burners it has to be heated to a temperature not far short of boiling water. By turning the electric heaters on the two experts had made sure the oil would be hot enough to flow the following day. What they hadn’t realised was that the boiler was running on twenty eight second oil which is nearer the consistency of kerosene and didn’t need any heat. During the night the heaters boiled the oil and the flues filled with explosive vapour. They came in the following day, opened a couple of valves and pressed button ‘B’ to ignite the fuel. They got the shock of their lives and were very lucky, the vapour exploded and blew the flue covers off both ends of the boiler. I was talking to an old bloke who had been walking his dog nearby when it happened, he said a big cloud of soot blew out of the chimney and then these two blokes staggered out of the boiler house and seemed a bit disoriented! I’ll bet they were! We were there about ten days putting everything to rights and I often wonder if the boiler ever got moved or whether it is just laid there rotting away quietly. It was while I was working there that I got curious about the well made box I was sitting on at lunchtime. I opened it up and found that when the firm emptied the mill they had forgotten what was in it. It was a 30 ton hydraulic puller for getting wheels and pulleys off shafts and was a very useful bit of kit. Remember me taking the gear off Annie? Illegal I know but useful plunder of something that would otherwise go to waste.
We often had to install completely new boiler houses. We did one in Yorkshire at Black Dyke Mills, Queensbury and the contract included a new chimney. We had a second-hand steel chimney in the yard and John decided that this could be refurbished. My job was to take the old cladding off it and give it a coat of aluminium paint before it was lagged and covered with new aluminium cladding by Les Burrell our live-in tinsmith. The chimney was in two sections and I painted the larger bottom half outside before we brought it in for lagging and cladding. I painted the second half inside and because it was winter I closed the workshop doors. After a while, Les the tinsmith realised I was acting in a peculiar manner and came down to me. I had got too many of the paint fumes down me and was definitely drunk! I soon came to but had a whale of a headache afterwards!
A rare picture of Les Burrell. He was a wonderful example of that dying breed, the tinsmith.
The chimney was about 80ft high and on the day when they were lifting the top half on I was called out to take some heavy bolts for the flanged joint between the two halves which they had forgotten. When I got there David Sterricker asked me if I’d go up and help Mark put the bolts in as he had no head for heights. After my chimney climbing days this was no problem so he brewed up while Mark and I bolted the top half of the chimney on. As a matter of interest, in case you ever have to do one, I’d better tell you how we managed to lift the chimney up and get the slings off it without having to climb to the top. We welded two pieces of plate into the top of the chimney diametrically opposite each other. These were shaped so that when they were in place there was a horn of metal pointing downwards on each side. Two chain slings are caught on these horns and as long as the weight is on the lift they will stay in place quite safely. Once the chimney is in position the crane driver has to be careful not to let the weight go off the lift until the bolts are in place. Once this is done, he lets the chains down and with a bit of luck they will swing clear of the horns, if not, a bit of judicious jib wagging will get them clear. Job solved. Simple isn’t it!
I did almost four years at REW and it saw me over the move back into Barlick but it was hard work. I had to be away from home by 06:45 winter and summer to be at Rochdale on time for work. As is usual in these cases I was almost always the first one there even though I had furthest to go! I enjoyed the work and learned a lot of new stuff but come 1997 the government were making some changes to the way self-employment was treated and it became obvious that while John wasn’t going to sack me, it would be a good idea to look out for something different. I also had the idea in my head that it would be better if I was nearer home. I remember going home early one day and as I was coming up to Barlick there was a delay in traffic and I found myself stopped in the middle of the road waiting for the blockage to clear. I noticed I was level with the lane that led down to Lower Park Marina on the canal and on the spur of the moment, drew across the road and went down the lane, I’d see if they had any work! What transpired can wait for a while.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Oh dear........ there's a deathly hush out there but funnily enough there have been about 100 page views a day.
Have a look at Shed Matters. I'm building another engine out of my head and I've always said that if you want to really understand steam engines, you have to build them! What I do in the shed is exactly the same process as the old engine makers, the only difference is the scale.
I shall give a bit of thought to what I do next, watch this space, perhaps I ought to do engine tenting again!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
I've decided to give you my experiences as engineer at Bancroft Shed. I shall watch the page views and will soon find out if I am engaging your attention!
We start in 1970 when I was still driving but change was on the horizon. I had been in an accident and was off for a couple of months with a broken shoulder......
BACK ON THE ROAD AGAIN
There had been big changes in the cattle business over the last few years. We had managed well enough through the big foot and mouth epidemic of 1968 even though it caused us lots of problems but we now had to contend with the scheme to eradicate Brucellosis in cattle. This disease is contagious abortion in cattle but in humans it used to be called undulating fever, it’s almost like flu and is very debilitating. At one time it was recognised as the occupational disease of vets and I caught it off raw milk while working for the dairy. Once you get it you have it for life. All cattle were to be tested for the disease and any that were free from infection and kept on designated farms with proper precautions like double fencing were called accredited cattle and had to be kept separate from non-accredited ones.
For years I had been a fan of the four wheeled trailer. It went out of fashion in this country after WW2 largely due to the archaic regulations which stated that there had to be a mechanical connection to the trailer brake and a trailer brake man as well as a driver. I think this regulation was changed under the 1968 Transport Act, modern air brake systems made it unnecessary. It struck me that a wagon and trailer would be ideal for our job, accredited cattle in one box and non-accredited in the other. I’d talked about this to Richard and he came round to the idea. I have an idea he mentioned it to John Harrison as well because he was actually the first to do it to my knowledge. John bought a Scania wagon in late 1971 and by late 1972 or early 1973 had a single wheeled Dyson trailer on which he mounted the Jennings box off his old ERF. It did the job but always looked like a pup dragging along behind because the roof line was wrong, it didn’t match the wagon and it looked as though it was cocked up at the front, sorry John!
Richard asked me to do some research into it while I was ill and I roped John Harrison in as well. I recommended two wagons, an ERF with the Gardner engine, David Brown gearbox and an Eaton back axle or a Volvo F88 four wheeler. John found a demonstration drawbar F88 for sale at Ailsa Motors in Glasgow at a good price but Richard thought the cab was too big. I told Richard that if he bought the wagon to look after me it would be the Volvo, if he bought it to look after himself, it would be the ERF. He went for the ERF and made a mistake I reckon, if he’d got the Volvo I would have done more years with him.
Richard and David came for me one day and we went to Reliance Motors at Brighouse to look at the ERF chassis. As we walked into the showroom the salesman said he didn’t know the firm but he liked the uniform. We were all wearing identical jackets in green thorn proof twill from Eric Spencer who had a stall at Gisburn auction, in fact Richard had matching trousers as well. We went out to have a look at what was to turn out to be my new motor. It had the Gardner 6LX engine, old-fashioned but very reliable, the problem was it was only 150bhp and this for 32 tons gross! It was specially built for drawbar use and had a heavier propshaft and back cross member in the chassis to take the trailer hitch. It was fitted with full three line air brakes, the safest system on the road, now superseded I understand, under EEC regulations by the simpler, two line system. I had my arm in a sling but they helped me up into the cab and the salesman asked me what I thought about it. “I’ve seen better hen huts!” I had too, the cab was fibre glass and very old fashioned, apart from the outside shape it was exactly the same as the cab on the old Albino at Marton Dairy! However, Richard must have liked the cab and the fuel figures because he bought it and eventually it went to Houghtons at Milnthorpe for a varnished box exactly the same as the one on XWU. The nice thing to me was the number when it was registered, my first wagon was TWY 972 and this one, which was to prove to be my last, was TWY 136L. Margaret noticed this straight away when she saw it, she never forgets a vehicle number. By the way, driving must be in the genes, Margaret has her Class I licence and drives a 38 ton artic occasionally for her husband Mick who has his own wagon.
This reminds me of another small thing, when I first started driving all you needed to drive a wagon was a car driving licence. Theoretically it was possible to take a driving test on a small car and go straight out on to an eight wheeler! The 1968 Transport Act brought in the Heavy Goods Licence and the firm you worked for had to certify you were experienced and you got your HGV under ‘grandad’ rights. We all lobbied at Marton for the management to put us in for Class 1 artic licences which they could have done, but Bill Mills wouldn’t bend the rules and we all finished up with four wheeler licences. Many other things changed as well, for years wagon drivers had been routinely referred to as ‘Knights of the Road’ but with more competition for space on the roads and an ever increasing awareness of pollution HGV’s were becoming the bad guys. I remember my surprise one morning while negotiating the main street of the village of Oulton in Cheshire one morning when a reverend gentleman in a Morris Minor wound down his window, shouted “Polluter” at me and drove away! It was a sign of the times and was one of the small nails in the coffin of my wagon driving. Incidentally, much later I renewed my heavy Goods Licence and they upgraded me to Class One. I’m sure it was a mistake but I kept stumm.
By October I was getting better and occasionally went into the Dog for a Guinness at dinnertime. I was in there one day when I got talking to an old bloke and he told me he was engineer at Bancroft Shed at the bottom of my field where they still drove the mill with a steam engine. He said if I had nothing better to do I could walk over and have a look at it, I went that afternoon and got the shock of my life! I had never seen a stationary steam engine working and as soon as I walked in I was blown away. If you like machinery you’ve got to love steam engines. It was, to my eye, massive. Two great big cylinders, a large flywheel and a rope drive winging off into the roof. It was wonderful and I sat there watching it run for a couple of hours. In the end I thanked George Bleasdale the engine tenter and went home for my tea. Little did I know what had just happened!
The sight that greeted me when I walked in the engine house at Bancroft Shed.
On October 31st Richard, Ursula and John came for me and we went up to Milnthorpe to pick up TWY with her new Houghton box. We went into the office and Richard signed the papers and a cheque, I admired the carpet and asked what it was, they told me it was bitumen backed squares and was made of pig bristle, they had to be watered once a month to keep the pile upright and they were called Heuga tiles. I stored this information away and we went out for the wagon.
I still didn’t like the cab but the rest was wonderful. Blue and white cab, aluminium chassis and dark blue metal and varnished wood on the box. It was exactly the same box as XWU, same size and no surprises. We all got in the wagon except Ursula who drove the car back and we set off down the road. The first thing that struck me was the noise but we could always rug it up to get that down. The second thing was the massive torque of the Gardner engine compared with the Leyland, it pulled like a steam engine and would get better as it got some miles on it. As a four wheeler it was just about right except for the cab. It remained to be seen what would happen when we hung another 16 ton on the back of it!
King of the road! TWY outside Yew Tree Farm at West Marton.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
We still had to get the trailer and Richard let me have my head. I told him we needed a Dyson from Liverpool and after looking at the prices he asked me why a Dyson cost £200 more than a York trailer, I told him to come back and ask me the same question in twenty years time! They were built like battleships, all the piping was solid copper and they used the best of everything, they didn’t have a standard trailer, you told them what you wanted so I drew up my own specification. It was to be the same length as our box on the wagon and was to have a short drawbar angled up to the wagon hitch so that weight was put on the rear wheels of the wagon when it was pulling. Richard wanted to set Houghtons on building the box straight away but I persuaded him to wait until they had the trailer chassis so that they could get the box roofs exactly in line. I went down to Dysons with the wagon and we measured everything up to make sure it was just inside the legal length and ordered the trailer. I forget the actual figure in metres but it was near as dammit 60 feet long.
Meanwhile, young Harrison was making his move, I was asking him the other night when he put his trailer on the road and he said it was late in 1973 but I am sure this is wrong because he had his on the road before us and I remember that my first load with the trailer was a lying off sale at Paisley so that would be in April 1973, I can’t be exact because I can’t find my diary for this year. John had his trailer on the road before us and so the trip we made to the Commercial Motor Show at Kelvin Hall Glasgow must have been in August/September 1972. John was going to see the show but also to see what sort of a deal he could get on a trailer. He had a spare set of wheels which fitted his new Scania and wanted to use them on his trailer so he needed only one spare. I still cherish the look on the York Trailer’s salesman’s face when he realised that John was asking him for a price for a trailer with no wheels! John had a Lancia car at that time and I remember looking at the speedo as we were going up the A74 and we were doing a ridiculous speed! It was the fastest journey I had ever made to Glasgow by road.
John eventually settled for a Dyson trailer for the same reasons as we did, they were the best. Incidentally, he told me the other day that he sold it to Craig’s at Ayr and they mounted a meat box on it, I’ll bet it’s still on the road somewhere! He cut the Luton off his old Jenning’s box and mounted it on the trailer and was in business. He tells me that he had to change the gearbox in the Scania to get a lower gearing to cope with the trailer. We didn’t have any problems like that, we were low geared enough! TWY wasn’t in the same class as XWU for speed or comfort but was almost as fast over a trip because it pulled so much better up the hills.
I soon realised that we had a problem with the new wagon. There was a vibration in the transmission which I didn’t like but nobody else noticed it and when I said we should get it sorted I was discouraged. We hadn’t done many trips with it before the oil seal on the back axle failed. I took it back to Reliance under warranty of course and a new seal was fitted. Shortly after this it did another seal and I began to look more closely into the problem. My suspicions grew when the pinion bearing in the back axle failed and I told Richard there was a basic flaw in the design of the wagon which, if we didn’t get it sorted would lead to many more problems. He agreed to let me take the wagon to ERF at Sandbach and tell them what was wrong.
Now I know what you must be thinking, here we go with another tall tale about how Stanley was the best mechanic in the world etc. I forgive you, but unfortunately I was right and ERF were wrong! When I got down there I saw a bloke called Johnson who was their service manager. I told him his wagon was designed wrong and we wanted it altering so he asked me what the problem was.
Briefly, the propeller shaft in a wagon has to have flexibility built into it because the back axle can move relative to the drive train because of the fact it is mounted on springs. This is allowed for by inserting two universal joints in the shaft and a sliding cardan shaft to allow the length and angle of the drive to vary. These universal joints are actually a Hooke joint named after Robert Hooke who invented the principle in the 17th century. The crucial factor in the installation of a Hooke joint is that the input and output shafts must be exactly parallel. The ERF had an angle on the joint behind the gearbox but none on the one in front of the back axle so the drive into the back axle was speeding up and slowing down twice in every revolution and this was the source of the vibration. Vibration causes ‘fretting corrosion’ which is a specialised form of attrition of metal which can happen even if the metal in question is submerged in oil. It was this that was destroying bearings and it would eventually exfoliate the hardened surface off the gear and pinion in the back axle. The bloke was impressed but he wasn’t going to let on to me that I was getting to him. He sent up to the works for one of their designers and got me to go through the theory again.
The designer didn’t handle the interview well, his brief was obviously to get rid of me. He ignored the engineering logic and demanded an explanation as to why they hadn’t had this problem before. I told him that it wasn’t my job to design his wagons but the most likely explanation I could give was that the normal ERF propeller shaft was flexible enough to soak up the vibration. Because this wagon had been built for a trailer and seeing as it was a four wheel wagon needing a longer drive they had fitted a far heavier shaft which, being rigid, was transmitting the vibration to the axle. I told him the gearbox would be the next item to suffer. I also told him the cure was simple, put a wedge under each back spring to tilt the axle forwards and restore parallelism to the input and output shafts.
It didn’t do any good, they fitted new bearings in the tail shaft of the gearbox and the pinion housing on the back axle and sent me away. A couple of months later I was back with a noisy rear axle, the hardening was flaking off the crown wheel and pinion. There was no argument, they fitted all new bearings in the shaft, a completely new differential unit and a modification to the mounting of the axle. Guess what the modification was! That’s right, two wedges under the springs! I had a coffee with the service manager and he said if ever I wanted a job he would be pleased to hear from me. I asked him when I would be getting my consultancy payment but he just smiled. It was a complete cure, the vibration had gone and we had no more trouble with the transmission after that, it was a far better wagon to drive, it ran smoothly at it’s maximum speed of 52mph and I suppose that was fast enough! Mind you, I missed that high gear!
In March 1973 we got word that the trailer was ready and I went down to Liverpool to collect it. Dysons was an incredibly old fashioned factory, basically it was a blacksmith’s shop! Their method of building a trailer was to chalk out a space on the floor, put two fitters in it and a pile of steel and give them the drawings! It was slow but they were good men and did a near perfect job. Their main business was building special high capacity trailers for the oil industry, some of them would carry 300 tons in the desert!
When I got to Dysons my trailer was in the yard resplendent in three coats of red oxide primer. I backed down and we hooked on and did check measurements to make sure it was legal. It was a quarter of an inch inside the maximum length allowed under Construction and Use regulations. This was a shade short of 60 feet long, it was enormous! I soon realised that this wasn’t the delivery of a trailer but a launching ceremony, the foreman brought a bottle of beer out for each of the fitters and I was given a ten bob note and a pack of Dyson playing cards! There was also a message to go and see a lady in the office, I went up expecting to get paper work off a secretary and found I was dealing with the owner of the firm! She asked if the trailer was going to have a coach-built box the same as the wagon and I said yes so she asked me to let them know when it was done as they’d like a photograph of it in front of the works. Later on I did this, I went down with a clean wagon, they did the picture and I was told later that an eight feet long enlargement of it was on the wall in their main reception.
I took the trailer straight up to Milnthorpe and was very impressed every time I looked in the mirror. They say size doesn’t matter but you can forget this as far as wagons are concerned, the bigger the machine the bigger the ego of the driver! I was now in the big league! Early in April 1973 we had another family outing to Milnthorpe and picked the finished trailer up, it was magnificent! The roof line matched exactly and we had a very handsome and practical outfit. Richard was delighted and he and the kids, John and Richard piled in for the ride home. It had been impressive before but now the box was on it the only word is awesome!
What tickled me was the way it followed the wagon. As I turned out of the yard at Houghtons I looked in the near side mirror and watched the trailer come out behind us looking as though it was going straight across the road! It didn’t of course but it was a strange feeling watching what seemed to be another wagon following you all the time.
All this was very well but I now had a major problem. I’m not going to go into the technicalities too much but reversing a long wheelbase wagon and a four wheeled trailer with a short drawbar is like playing three dimensional chess. The problem is that if you are backing in a straight line, the rules you are playing under reverse themselves every time the vehicle moves to one side or the other away from dead straight. Of course you couldn’t steer dead straight so you had trouble. The secret was to reverse in a gentle curve so you were on the same lock all the time, all you had to do to steer was vary the lock. Another problem arose here, the nearer you got to your target the straighter your steering became and any pot hole or rut could steer the front axle of the trailer and throw you off course. That’s enough about that but take it from me it was the most difficult thing I have ever had to do as a driver.
Richard had a load for me out of Paisley the following day, 32 lying off cattle so I went to Gisburn Auction yard where there was plenty of room and started practising. The first thing I did was drive in a circle on full lock to see how much the back wheel track of the trailer cut in on the wagon. It was amazing, less than two feet! Then I had a crack at reversing, I spent about an hour and a half and whilst I had improved, I was by no means expert. What was worrying me was the fact that Paisley Market was in a back street lined with parked cars and it was sometimes a problem to get in with a wagon, never mind with a trailer, I suspect I had a disturbed sleep that night!
The following day dawned cold and clear and away I went to Paisley. The trailer wasn’t slowing me down much and I was making good time. As I climbed up to Tebay on the M6 I was pulled in by the police on to the junction. Mystified I climbed out and asked them what the problem was, it turned out that all they wanted to do was have a look at the outfit! I told them it was the first day out and they congratulated me on the turn-out. I don’t think this would happen now but a lot of the police drivers in those days had done some time on wagons and appreciated a nice outfit. Another thing was that there were virtually no wagon and trailer outfits on the road at that time and we were a curiosity.
As I was going up the A74 past Lesmahagow I heard a Country and Western song on the radio, I couldn’t believe it! I had never heard this song before, the words were “Give me Forty Acres and I’ll turn this Rig around!” It would have been impossible to find a more appropriate song to describe how I felt as I neared Paisley that morning. It took me another fifteen years to find a recording of that song but I still have it and every time I play it I am taken back to that morning, wonderful!
I arrived at Paisley and turned left down the back street to the auction entrance. My heart fell into my boots, there were cars parked on both sides of the road and barely room between to drive the wagon, never mind turn. I stopped at the gate and went into the yard to see what room I had. Luckily there were two docks empty next to the wall on the left, this was the easiest target I could have asked for but I would be backing alongside the wall on my blind side. What made things worse was that the other drivers had heard on the grapevine that I had the new outfit and I had an audience! I lit my pipe, tried to look professional and climbed in the wagon. I drove forward, got the outfit on a nice curve and reversed straight in to the far dock in one move! I climbed down, unhitched the trailer and backed the wagon in alongside. When I went on to the dock expecting congratulations all round I got a shock, the only bloke there was the banksman who drew the cattle. He gave me thirty shillings, I looked at it and asked what it was for, he said the drivers were taking bets as to whether I would get in and he had backed me and won a packet! I told him it was a fluke and he must never bet on me again! One funny thing happened that day. Before I loaded I went for a mug of tea and a bacon buttie to a café on the high street. I was wearing my clogs and as I walked up the little brew to the main road two lasses who were stood there nudged each other and commented on the fact I was wearing build-ups, a shoe fashion that was in vogue at the time.
We loaded the cattle and they were big fat b****rs. One thing was sure and certain, I was going to find out now how the Gardner would perform with a proper load behind it. I coupled up and sailed out into the Paisley traffic. It was a fair pull up the back street back on to the main road and the exhaust pointed out sideways under the front end of the cab. My God did it bark when it was pulling! It was a lovely exhaust note and I’ll bet the windows were rattling as I passed. I had to wend my way out on to the dual carriageway and there was no chance to open up properly but I was surprised by how well it pulled at very low revs. The Gardner was famous for this, it was a long stroke design, hopelessly old-fashioned even then but it was a wonderful machine for getting away. It was obvious that the clutch was going to last a long time.
Eventually I got out on to the dual carriageway and wound TWY up until I was doing my 52 mph. I soon found that once you got going, it was a very comfortable ride and a slight incline didn’t call for any changes of gear. Another advantage that the Gardner had was that the timing was variable. We need to get technical again just for a minute or two. The accelerator pedal on a Gardner isn’t connected directly to the pump rod which is the mechanism in the pump which controls the fuel delivery to the injectors. Normally it would be and a separate governor on the pump controlled the maximum speed. The pedal did two things, it controlled the governor setting and also varied the injector pump timing, the further down you pushed the pedal the more it advanced the pump. All right so far?
Consider then, you are driving down the road with your foot hard down for maximum speed and full advance on the pump, just what you want for flat going. You hit an incline and the wagon slows down, if you keep your foot to the boards all you are doing is saying to the governor, “You can go faster if you want to.” This is of no interest to the governor because the engine hasn’t got enough power to give that speed so it continues to labour, perhaps slowing down even more as the load comes on. If you think about it, you can let your foot off the pedal and allow it to come back up until it reaches the point where the pedal position matches the speed the engine and governor are actually running. You can feel the contact as it comes back and you haven’t lost any power because the governor is still running as fast as it can and the fuel rod is fully open. But, and this is the magic part, as you lifted your foot off the pedal you retarded the pump timing and the power goes up! It isn’t a violent rise but seems a lot more than it actually is because it comes in as you lift your foot and this is against nature! It soon became second nature to ease back on the pedal and get that bit more out of the engine. You’d be amazed if you knew the number of men who drove Gardners all their lives and didn’t know how this worked.
Another handy thing was the fact that it had a clutch brake on it. When you pushed the clutch pedal down two thirds of the way it disengaged the clutch as normal. If you pushed it the rest of the way it slowed the engine down by a brake on the flywheel, this meant that you could get a far faster change both up and down the box.
The bottom line was that it was underpowered but against this had to be set the fact that it took less driving because you could leave the gearlever alone. Changes on the Eaton 2 speed axle were made by pre-selecting and then dipping the clutch for a change down or just lifting the power off a fraction for a change up. A lot of the gradients on the good roads could be accommodated by the axle alone. I knew my times on the road and I was only fractionally behind my normal schedule and this fell into line when you realised that I had twice as many beasts on board and was doing almost the same miles to the gallon as the Leyland. Richard was making money!
I soon settled down into the wagon and trailer and it worked well in the markets. We could separate the accredited from the non-accredited and the Ministry men were quite happy with it. The Scottish hauliers were very interested in what we had done, they could see the sense in having a vehicle that was a flexible size, it could be used as an ordinary four wheel wagon for picking up cattle from farms but had double the capacity for long distance transport of cattle. There was another advantage for us, I used to leave the trailer at Demesne on Sunday and David loaded the calves into the trailer the night before we set off. On Monday evening Keith brought his Ayr calves down and put them straight into the trailer so this gave us less to do on Monday and Tuesday mornings.
In Lanark and Ayr I used to leave the trailer on the docks and the cattle could be brought down and left in the pen behind the wagon and, because the ramp was down, wandered in and out of the box so that when they were loaded they were totally at home. The outfit rode much steadier because of the weight and the trailer was brilliant for cattle, it had twin wheels all round and was even more stable than the wagon, the cattle rode better than ever.
I had a funny experience one afternoon as I came down from Scotland with a load of beasts. I was just coming along the road into Long Preston and it was thundering but not raining. I saw something in the field to the right of the road in the river bottom which was so extraordinary that I pulled up at the side of the road and got out to watch. Another wagon stopped behind me, he had seen the same thing. What we were looking at was bolts of lightning striking the ground and where they hit they left a big blue ball of fire which rolled round for a second or two and then vanished with a sharp crack. There were dozens of these and I was fascinated, I had read about them but never seen them before. They were working their way over towards the road so I decided discretion was the better part of valour and drove on.
Years later I described this to a bloke who knows about these things and he told me that what I had seen was ball lightning which is a mysterious and very rare phenomenon. He told me he would have given his bottom dollar to have witnessed the sight, he had been studying lightning for years and never seen this phenomenon. I had a similar experience years before when driving the tanker for West Marton Dairy. It was a very stormy day and I was passing Ferrybridge Power Station on the A1 when I saw one of the cooling towers rotate gently and subside into the ground! I stopped on the hard shoulder and watched and saw another one do it. Years later I became friendly with the man who is production manager at Ferrybridge and he told me that it was a vortex effect that had brought them down. Even though the towers were rebuilt in different positions and made stronger they still have a ban on traffic on the road between the towers when the wind rises above a certain speed.
Every now and then Richard would give me a job that was out of the usual run of things and I always enjoyed these. He sent me up to Mains of Balinshore, Kirriemuir on Thursday May 6th 1971 for a full load of beasts, different roads and people and a lovely job. I have an idea this was the run where I did more calving than driving!
Because Richard was so well known in Scotland he would be approached by people he hadn’t previously dealt with. In 1972/73 a lot of farmers were going out of milk into beef because the subsidy had increased to stimulate the trade. One big farmer above Berwick on Tweed sold his whole herd to Drinkalls, over a hundred beasts varying from the bull and milking cows down to the young stock. It was a four load job for the wagon and trailer. I went up four days on the trot, the beasts were well kept and all ran in straw yards so it was easy for the farmer to manage their feed and water for 24 hours before they were loaded. We liked them to be ready for a drink and some grub when they were unloaded, nothing settles a beast down faster. On the last day I had a mixed load and the Holstein bull. This bull was enormous, without a doubt the biggest beast I ever carried. I asked the man what sort of temperament he had and he said he was fine because he had always run with the heifers in the yard and had plenty of entertainment. When we came to load the wagon I put him in his own space at the front, I gave him two divisions with the gate. The bloke showed me how to lead him in with just one finger through his nose ring, he was like an old sheep. The thing I remember most is that he was so big he had to duck his head to get in the box!
I got coupled up and drove away leaving the man with his empty yards, quite sad really. They all came out to wave me off and I settled down to a nice quiet run down to Gisburn, no calvers, no pressure and they all rode nicely. When I got to the auction we unloaded the trailer and the back end of the wagon, Richard had got the use of some of the auction byres to accommodate them all. The bull was going for killing and had to be unloaded in the store section of the market where there was a sale going on that day. It was about three in the afternoon so the docks were crowded but I found a space, backed in and led this enormous bull out by his ring. Needless to say I was the centre of attention but all these men knew beasts and kept quiet and out of the way while I followed Pliny Clarkson, the foreman, down into the covered pens where we put the old lad in a big pen by himself with some grub. Job done and no problems.
I think this was on the Thursday and on Saturday I went down to the auction and scrubbed and disinfected both boxes. When I had finished and coupled up ready for dropping the trailer at Demesne ready for Monday morning I saw Pliny walking down the yard. “You and your bull!” I asked him what he meant and he took me into the pens in the store section. It was a mess! My Berwick bull had had a night out, he had decided he wanted out and had marched straight through the walls of the pens until he reached the exterior wall at the other end! We worked out that he was pining for his heifers and had tried to go and find them. He lost 3cwt before the sale but still brought a good price. I was quite sorry for him. The do-gooders against cruelty should take note, this was an animal bound for slaughter but we all had a soft spot for him. You can’t be a good stockman if you don’t like the beasts.
You’ll notice that I mentioned adjusting the cows feed and water before carrying them but many times this wasn’t possible. The worst example of this was when we had to carry beasts straight off the farm out of the field especially in spring when the grass was lush. This was reflected in the muck! It was thin, green and would stain even gloss paint! I was bringing a full load down one day and stopped on the waterside in Dumfries to get a pie and some tobacco. I wasn’t going to be more than a few minutes and so I parked on the road next to the spaces where people could park at right angles to enjoy the view of the river. As I came back I noted activity amongst the cars and soon realised why. I should point out that if a cow coughed while it was moving its bowels this thin muck could be projected quite a considerable distance. I think you may be getting the picture! At least two cows had coughed while thrutching and three of the cars had got the full benefit causing alarm and confusion. I sneaked down the off-side of the outfit, jumped in and made my escape! I didn’t want to face the angry picnickers, after all they were out in the country! This might sound uncaring but when you are amongst beasts all day you have to get used to cow muck and I suppose I was fairly well inured to it. In fact we all saw incidents like this as funny, sorry about that!
{In case you're wondering, we are getting close to steam engines! Have patience and let me tell the story my way....}
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
That's the one China. Can you imagine my reaction when I heard it as I trammed up the A74 worrying about reversing into the auction market yard at Paisley? It ends, "Give me forty sticks of dynamite and I'll blow this rig to hell!" 60 feet is a lot of motor......
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
The wagon and trailer in Gisburn auction yard where I took it to have a bit of a practice before going to Paisley. I did 110,000 miles in my last year for Drinkalls and I still miss the job. Total freedom, status and a good boss. What more could a man want?
There isn’t really a lot to report about the job at Drinkalls. I had my routine and got a lot of miles in and shifted a lot of cattle. With hindsight we were seeing the last years of cattle dealing on that sort of scale, there were signs that it was beginning to taper off but none of us recognised it at the time. One or two incidents do however come to mind so let’s have a few more stories.
One occasional job I always enjoyed was doing maintenance on Richard’s hay-making machinery before the harvest. It was all stored in the stables at Old Gledstone which was a fascinating place. It was built during the Napoleonic wars to house a company of horse if necessary and was a very complicated brick building. It was square in plan but had an internal circular courtyard surrounded by an arched walk way. The transition from square to round was accomplished by wonderful brick-laying. Many of the bricks had to be rubbed to shape so that they fitted and students of architecture and building used to come from all over the country to inspect it. It has now been converted to a private residence by David Nelson and is a wonderful building.
Richard was a master at buying cattle but occasionally slipped up on some of the peripheral matters. He set off one day cattle buying and ranged right up the country as far as Jim Baird’s at Lurdenlaw near Kelso. I was there when he came home that night, I had called in at Yew Tree to leave a message for him when he walked in. Ursula made us both a cup of tea and a slice of one of her famous sponge cakes and we settled down to plan out the next day or two. After a while Ursula asked Richard where young Richard was, he said he didn’t know and Ursula said he should because he’d taken him with him when he went! Richard had a quick recap and realised he had left Richard at Lurdenlaw! A quick phone call confirmed this and if I remember right I brought him back later that week when I took a load of calves up to Jim Baird’s.
Another time Richard sent me to a farm somewhere where I hadn’t been before. I forget where it was but have an idea it was at the back of Bolton, I had to pick up a full load of cattle and so I took the trailer. I asked Richard whether there was room to turn round at the farm and he said there was so when I got to the lane down to the farm I turned in and went right into the yard. The lane was about three quarters of a mile long and very narrow but this was no problem, I was used to having a couple of inches either side. When I got into the yard I realised that Richard’s idea of plenty of room and mine were at variance. There wasn’t room to swing a cat, in fact, I couldn’t immediately see how I was going to turn the wagon round, never mind the trailer.
The farmer was most impressed that I had got in with the wagon, “We’ve never had anything that size in the yard before.” I told him he never would again if I couldn’t get out! I weighed the job up and decided we might be able to manage. I asked him if he had a good tractor and chain and he said he had. I uncoupled the trailer leaving it in the lane at the entrance to the yard and shunted back and forth until I had got the wagon partially turned. Then we hooked the tractor on to the front end of the wagon, threw buckets of water on the stone setts to make them slippy and dragged the front of the wagon round until I could get it facing the way I had come. This left the question of the trailer. The back end of the trailer was still in the lane so we had to break a hole through the wall to get the beasts that were going into the trailer into the lane behind it. We got them loaded first and then we filled the wagon box. I coupled up the trailer to the towing eye on the front bumper and pushed the trailer out of the lane by ‘nosing’ it. This sounds easy but it isn’t, I had to be guided all the way out and it took about an hour to get out on to the main road where I took the trailer off the front hitch and got coupled up ready for home. Job done but needless to say when I got back to Marton I had some valuable words of advice for Richard on the subject of yard sizes! The secret of success in circumstances like these is to tell yourself that there is a solution, you have all the time in the world, keep your cool and get on with it.
I was up Scotland one day and had to pick some cattle up out of a field on my own in heavy snow. Fly was never a good cattle dog, I hadn’t the time to train him and it’s not a good thing to have a dog around cattle that aren’t used to it and are heavy in calf. However, there were times when he came in handy and this was one of them. I already had the trailer full and dropped it off while I backed the wagon into the gateway to load. Fly did well we got them in OK, I hooked up and set off down the road but something was nagging at the back of my mind. I had gone about five miles when it dawned on me what was the matter, I’d left Fly! I had to go another couple of miles before I found a spot where I could drop the trailer off. I turned round and went back and when I arrived ay the field gate, there was poor old Fly sat under the wall with snow on his head and stuck to his coat and a very mournful expression on his face.
I got him into the cab. He normally rode on the top of the engine with his head facing me so he could keep an eye on what I was doing but this time he turned his back on me, not only that but he farted continuously all the way home! When I eventually arrived home he jumped out of the cab, shot in the house under the settle and wouldn’t come out, Vera was certain I’d hit him until I explained. Funny thing was he wouldn’t come with me for about three days, instead of being ready at the door when I left he just stayed under the settle. In the end he decided he had made his point, took me off jankers and normal service was resumed.
Remember me telling you how old fashioned the ERF cab was? I had stopped for a cup of tea in a lay by one wet windy day and when I tried to light my pipe the draught blowing through the gap round the door kept putting my match out. ERF saw the light after that model and started to make a modern cab. Pity they hadn’t done it before I got mine!
I was one my way back from Ayr one Tuesday and was running late, it had been a big day, I had enough room in the wagon to pick up six beasts at Tom Hamilton’s at Cairn near Cumnock. It was a dark November night and a nasty cold rain was falling. I dropped the trailer on the main road at the bottom of the steep track up to the farm and went up with the wagon, it was a bad lane and a very awkward yard on a slope. When we got the cattle in Tom persuaded me to have a cup of tea, I wasn’t looking forward to the trip home so I went in. What a sight! TV hadn’t started to erode the society up there at this time and the big kitchen was full of dogs, kids, women, men and a piper and a fiddler. They were just starting an impromptu celeagh. The piper was playing a tune as I went in and I sat there with a cup of tea and a ‘sensation’ of whisky and wondered what the bloody hell I was doing setting off down the road after being out of bed for sixteen hours and another five to do! I pulled myself together and said goodnight and they all thought I was a big man, they knew what sort of a day I had done and they admired the fact that I was going to drive all the way to England with the biggest wagon that went into Ayr. Big deal, I got down the lane, Tom came with me and helped me hook up in the freezing rain and he asked me whether I would be all right. I thanked him for his concern, told him I was OK, got in the cab and drove off reflecting on the fact that there must be a different way to skin a cat. During the winter of 1973/74 and there was one moment of glory. David and I were going up to Lanark one Monday morning with our calves and had almost reached Tebay on the M6. It had snowed and there was about six inches on the road and no salt. We were light loaded and I was running flat out and no problems with the fresh padded snow in the near side lane. The outside two lanes were virgin snow, nobody had marked them. As we climbed the hill we came to the back end of a slow moving line of vehicles that stretched as far as the eye could see. There were many artics in the queue and they were only just managing to keep going so the speed was that of the slowest vehicle. I made an executive decision and swung out into the centre lane before I got to the line of traffic. I wanted to know how the wagon would cope. There was slight resistance from the virgin snow but nothing serious so I decided to carry on and have a go. David said something about me being a bit ambitious but I was committed, still flat out, doing about 50mph and trailing a big plume of fresh dry snow behind me. I passed everything in sight. David was counting wagons but gave up at 150. I reckon it must have been one of the best overtaking moves ever and was very pleased. As we passed I could see wagons pulling out into our wheel marks but they had no momentum and simply formed a new line of slow moving traffic. There was even a police car but I didn’t see what happened to him. I think we proved that day that if you’re in snow and you’ve the choice of a wagon and trailer or an artic, go for the former. As I said to David, this was why they were so popular on the continent.
During the back half of 1973 there were big changes afoot, some of which I had no inkling of. They really belong to the pattern of the next five years so I’ll end this segment and start the next with the changes. At this point there was no cloud on the horizon beyond the fact that I knew I couldn’t carry on doing these hours and this amount of work for ever. With hindsight, I was getting tired, I was 37 and a nagging thought was there in my mind, I expected death at 42.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
NEW DIRECTIONS
As we got out of the winter of 1973 a series of changes began to affect my life. These are very clear in hindsight but at the time things weren’t so obvious. On the surface, all was normal, the dealing pattern was the same as usual, I had ironed most of the faults out of the new wagon and things were settled at home.
I’d really settled into the cattle job and was a good man at my job. I knew the men, the farms and the cattle and Richard had an easy time as regards transport. I did the driving, maintained both wagons and took care of all the paperwork associated with running the vehicles. What was just as important was that his customers had got to know me and we were all working together in an environment where there was only one measure, how good you were at your job. These men expected respect but they also knew how to give it and that can make all the difference when times get tough. Richard could give me a list of tasks, send me off and he knew he could set his watch by the time of my arrival back. I remember once in Ayr I was talking to one of the local hauliers when one of his men came up and asked where a farm was down the coast, Tom told the driver he didn’t know but asked me and I gave his driver directions. We joked that it was coming to a pretty pass when the locals had to ask an English driver for directions on their own turf! What was more important as far as my state of mind is concerned was the fact that I knew that Richard respected my ability and that he was proud to have a good worker. I remember once in Gisburn he was stood with Wilf Bargh, one of our customers who congratulated Richard on the condition of the cattle we had stood for sale. Richard told Wilf it was all down to me, he had only just arrived. He said “You’d never think he was a wagon driver.” I looked across at them and said “That’s right, and when you know as much about four wheels as you’ve taught me about four legs you’ll be a hell of a man!” and we all had a good laugh. He wasn’t slow to sing my praises to the Scotsmen and the result was that I had their respect as well. There was nothing they admired more than ability and this, coupled with the fact that I was seen as an essential part of their lives and the economy of their farms meant that they treated me very well. I was always welcome and there was that air of romance that clings to travellers, they envied me the fact that in a few hours I would be two hundred miles away and would have seen all the country in between. I always shy away from the concept of the ‘romance of the road’ but on a good day it did exist. Couple this with the biggest wagon they had ever seen on their farm and you have the ingredients for some serious job satisfaction!
Before I tell you the next thing that pops into my mind I’ll admit that I was a bit of a showman. It’s always nice when you have people’s attention for the right reasons. I used to enjoy leaving Ayr market at about three in the afternoon. Keith was going to ride back with Richard and I always enjoyed doing my job on my own. Having no passenger meant I could concentrate on the road and do what I did best, getting from A to B with no fuss and in the shortest possible time. I always made sure I was in good fettle before I loaded the cattle, I was fed, watered and pottied and ready to give the job my full attention. At that time of day the auction yard was crowded with cars and as the sale had finished, a lot of the farmers were stood about having a crack. I was still the biggest regular wagon at Ayr market and it used to fascinate these blokes watching me thread 60 feet of motor out through the cars with sometimes only an inch to spare. This wasn’t as hard as it looked because you knew that if the wagon got through the gap the trailer would follow. I used to trickle out and watch their faces as I skimmed the back bumper of their pride and joy, great fun. The other thing I liked was the exit out of the narrow gate of the auction onto the main road. The road wasn’t wide and it was a sharp right angled turn. You could look in the mirror when you’d straightened the wagon up and see the trailer side on as though it was another vehicle following you. Small things but oh so satisfying!
I got so much enjoyment from the people I met as well, there was always something new to see. I was at a farm near Troon one day in 1969 to pick up a load of cattle and the man’s wife was making me a cup of tea and a sandwich in the kitchen while we waited for her husband to turn up. The farm stood on the edge of a sort of cliff which dropped down to a flat piece of land where the main road was and the sea shore was on the other side. It seemed fairly clear that at some time the land had risen and the sea had moved away from the bottom of the cliff. The farmhouse was near the edge of the cliff and the result was that the view from the kitchen window was of a short stretch of grass and then open sea as far as Arran. Only one thing spoiled the view and that was an electricity supply pole bang in front of the window. I asked her what had possessed the company to put it there and she said she didn’t know, it had been installed one day while they were on holiday and they were in the middle of a battle to get it re-located. As I stood there looking out of the window I noticed a ship out in the Clyde moving at incredible speed for its size. I pointed it out to the lady and she said it was the new Cunard liner doing its sea trials, it had been going up and down the Clyde for a couple of days. It must have been doing speed trials that day and as we watched the helm was put hard over at full speed and it made hundreds of acres of white foam as it turned. I watched it for about a quarter of an hour and it was one of the most impressive things I have ever seen in my life. Of course, I realised later it was the QEII, Cunard’s last great Atlantic liner on its trials before being accepted by the owners.
I had my share of passengers; young Richard Drinkall loved to have a day out with me in Scotland. Harry Horsfield’s son Maurice went with me to Jim Baird’s at Lurdenlaw, he was so knocked out by the farm that he asked if he could go and work there for a fortnight so Richard arranged it with Jim. I took him up and his father Harry told me afterwards that it was the worst thing that ever happened to them, all they got when Maurice came home was comparisons with how they did things at Lurdenlaw! Harry was secretly delighted but played hell about us corrupting him.
There was a lad in Gargrave and I keep trying to remember his name, I think it was Miles, he used to help Keith at Church Farm and often used to ask if he could come with me. I used to check with his mother if it was all right and he did a lot of trips up to Scotland with me. Looking back, I’m fairly sure I was being used as a surrogate father, his parents were divorced. Though young, he was a very mature lad and I had long conversations with him about how he had been affected by the break-up, he was very informative and this was to be useful later on. The overall picture was of a settled life in all areas, everything was in balance, or so I thought. With hindsight, this is the time to look out for squalls, there’s no such thing as absolute stability, we are ruled by change! Several butterflies were flapping their wings.
Another of the things that lulled me into a false sense of security was my mastery of driving. I know that it’s a cliché that every driver thinks he is excellent but in my case there might have been something to it. All the evidence of experience, absence of accidents and the opinions of others suggested that I might have been at least above average. I had my own theories about safe driving and as they have served me well for almost fifty years perhaps you’ll forgive me if I air some of them. When I first started driving I got hold of a copy of ‘Road Craft’ the manual for police drivers at Hendon. I’ve never forgotten some of the things I learned from it. One quotation sticks out in my mind from the introduction, ‘Driving isn’t an art, it’s a state of mind.’ I’m sure that this is true, you know you are getting the hang of it when you no longer have to think about distance to the vehicle in front, speed, which gear you should be in or how far in front you should be anticipating, it all became automatic. You may have noticed from time to time I speak of the ‘pattern’ of traffic. In an ideal situation where everyone is driving consistently a pattern builds up in the traffic, certain vehicles are travelling faster than others and if you are aware of the pattern you can anticipate when someone needs to overtake and make things easy for them.
The corollary of this is that if they are on the ball as well, the same thing happens when you need to pass someone. A classic example of this with wagons is when you get two vehicles in the same pattern, one heavy loaded but with a high top speed when on the flat or going down hill and a lightly loaded wagon that is governed to a lower speed. As soon as you hit a hill the light loaded wagon can pass because the heavy loaded wagon is slowed by the gradient. As soon as you are on the flat again the reverse happens and the heavier wagon needs to overtake. Assuming that we’re dealing with two competent drivers this presents no problem, they will simply anticipate what’s happening and make as much space for each other as they can within the limitations of the road and other traffic. Anyone who wasn’t experienced enough would think that the two wagons were playing silly b****rs and this is where tempers get frayed, judgement suffers and the chances of trouble rise sharply. Far too often nowadays you see situations like this building up, usually because a car driver has been baulked and has lost his temper. The bottom line is that the better you understand the flow of traffic and what’s governing it, the sharper your anticipation is and the more time you have to manoeuvre. This all makes for greater safety.
One other small thing which might surprise modern drivers is the amount of driving we used to do at night on the old roads without headlights. It wouldn’t work nowadays but on the old roads, especially in the small hours of early morning, there wasn’t a lot of traffic and speeds were much lower than they are today. It can be surprisingly refreshing, on a moonlit night, to drive on sidelights only. Remember that there were very few streetlights and what there were usually went off at midnight in the smaller towns so your eyes could get used to the dark. I’ve driven many a mile like this and as it was my preference, there must have been something restful or attractive about it or I wouldn’t have bothered. I wasn’t the only one, many other drivers did the same thing.
Time we got back to the changes in my life. The first big one was at Drinkalls, Richard and Ursula moved from Yew Tree Farm at West Marton to Backridge at Waddington which they bought from Wilf Bargh when he retired. I was too busy to have a lot to do with this, Richard wanted me on the road. However, one Saturday they were making the final move to Waddington and Richard asked me and David Lister to wash HYG out and take the final load of furniture from Yew Tree to Backridge. David wasn’t an employee of Drinkalls, he was a sort of associate dealer. He lived at the family farm in Burley in Wharfedale with his mother and sister who was a nurse and he did a bit of dealing on the Yorkshire side. He worked with Keith and David and whatever the arrangement they had it seemed to suit him and he was often about. He was a happy go lucky lad and always struck me as being a bit a bit work-shy but I got on well enough with him.
On the Saturday we washed HYG out and went to Yew Tree where we loaded all the bits that were left, beds and wardrobes mainly and the kitchen furniture. Flitting is a rotten job and always takes longer than you think. The last item we loaded was an enormous oak wardrobe. Normally these come to pieces but this was definitely an antique and had to be moved in one piece, we had a hell of a job getting it out of the house and weren’t looking forward to taking it off! When we got to Backridge we left the wardrobe until last but in the end couldn’t put it off any longer. We asked Ursula where it was to go and she said in the attic! We had tied the doors together to stop them swinging open and started off up the stairs, it was a pig! Every turn in the stairs was a puzzle, we backed into doorways and juggled the thing about but made slow progress. What was annoying both of us was the fact that there was something loose inside it and kept thumping from one side to the other. After almost two hours we finally got it into the attic. We stood it in the corner and David set off towards the door. I told him to hold on, I was going to satisfy my curiosity about a couple of things. The first was the puzzle of the doorway in the end wall of the attic, I knew it was an outside wall and couldn’t understand what use a door was. I opened it and found there was an outside flight of steps into the garden! This was quite common at one time as the farm men used to live in the attic and it saved them traipsing through the house. Pity we hadn’t realised this in the first place! The second item was to find out what had been rolling about and annoying us all the way up the stairs.
Five minutes later we were downstairs and sitting with Richard in front of the fire. I told him we deserved a whisky and his face fell. “You’re right, but there isn’t a drop in the house!” I told him that there mightn’t have been any until we came but there was now and pulled a bottle of Thin Red Line out from behind my back. We had found out what had been annoying us all the way up the stairs!
We settled back with the bottle and three glasses and sat there having a quiet drink while the sound of music drifted through the house. “It didn’t take the lasses long to get the record player working.” I said. Richard said “That isn’t a record player, it’s Ursula!” We went into the other room, and I have to say that my memory of this bit is different from Richard’s but I’m sure I’m right, Katherine was playing the piano and Ursula was singing, she had a wonderful voice and we just sat there listening. To cut a long story short, we finished up with Ursula playing the piano while we sang our way through all the favourites we could find in the Methodist Hymn book. By midnight we had finished the hymns, drunk the bottle of whisky and Richard said that as far as he was concerned it was the best house-warming party anyone had ever had! I remember driving home and having to be very careful, the road seemed a lot more tortuous going than coming!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!