
Thanks for the explanation.
STEAM ENGINES AND WATERWHEELS
-
Stanley

- Global Moderator

- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 29: FERNBANK SHED
I got Newton on to Fernbank Shed which started in September 1915 running 2,200 looms. “Fernbank, it were a good engine were Fernbank. It were a Pollitt and Wigzell, about twelve hundred horse and it ran fast because it were five foot stroke and it ran at about 78 revs. It were a fair piston speed and it had superheat steam on as well. We used to reckon that piston speed up and it were running exactly the same as a Belliss and Morcom running at 450rpm. It worked out, feet per minute, exactly the same and it were fully loaded all its life were that engine. It never gave much bother. It ran at about 1100hp. Three boilers, six tapes, two boilers on in summer and three in winter. I can’t ever remember it having any serious troubles. The main trouble were taking the high pressure piston out fairly regularly for new rings, because with high temperature superheat they didn’t seem to last long. (A common fault and almost certainly down to inadequate lubrication.) I ran it a fair lot when he was off ill, I was there a long time once. Its biggest trouble were valves sticking, it had the same trouble as yours had at Bancroft Stanley, they were single ported and it did spoil them you know. With me always being interested in th’engines, I were allus dead nuts on single ported valves because they’d swing so far and have that much cover they used to stick like mad when the load was off. You’d allus to be there and screw the stop valve down to throttle it and it were 160psi. But the engine itself never gave any trouble at all, in fact the low pressure crank pin block were in the same position when that engine were scrapped, laid on the bottom of the connecting rod, where the fitter had fit it when it were new. The day it were stopped it were still there, from 1914 to when it were stopped it had never been adjusted.
We had one bit of fun with it. Fernbank had two dams at th’end of the mill and the main one started leaking and there were a bit of trouble one morning getting set on with the water level being down. This meant that we used to have to prime the Edward’s air pump with a separate pump before we got going. Jack Sneath who ran it got a bit fed up wi’ this and got some contractors on to the job, his idea was to repair the dam without emptying it because they’d only a spring to fill ‘em. In fact it were dicey were the water job at Fernbank, we had a Weir pump over a bore hole about two hundred and fifty feet deep that we used to run all summer to keep the water levels up. So they decided they’d concrete the walls with the water still in, grout ‘em you know. They were stone were the banks, stone on puddle. Now in my opinion, if they’d gone about that job properly they’d have dug down the back of the bank and re-puddled it. Got someone in who were used to puddle, like the canal company men that were used to that job but they didn’t. They decided they’d try and grout all these stones with the water in the dam. He rings up one afternoon and said to me father, send your Newton up Johnny, there’s a queer noise coming out of the air pump. So I went up, this were about Thursday and he says it’s grinding away rarely Newton is th’air pump and he were a chap that never panicked or owt like that. He were like you, he’d have his pipe in and be wandering around. I says is it making a bloody din Jack? He says yes, we’ll have it out on Saturday, the mill ran then while quarter to ten on Saturday morning. He says we’ll have it out on Saturday morning Newton and have a look at it. It weren’t so big a job to take the piston out, we used to take it out every year or two for the insurance company, we’d a seven ton travelling crane in the engine house and we allus had plenty of help. So off we went up there on Saturday morning, me and me mate, it were Harry Crabtree that were with me. The top of the air pump were the biggest trouble, it weren’t like most standard air pumps, it had a full lid on it with a trunk slide. It were like a vertical engine on its own and it were a fair big job to get that up. You’d all the plates to take up in the engine house and uncouple the cross head at the top, it worked off the tail slide at the back with a bell crank like yours at Bancroft. Anyhow, be dinnertime we were ready for pulling the bucket out. Eh we had a job to pull that bucket out, I think we had about a ten ton chain on it wrapped round the cotter before we got it out, bending everything we were! Anyhow we gets it out, gets it up on to the floor and you know what an Edwards bucket is like, it’s no rubbers on, it just has core holes in, six cored holes and it’s all cored out inside to hold water and to make it lighter. So we just looked at it after we’d wiped it off and instead of it having six cored holes in full of nasty water and cylinder oil as a rule, it were full of bloody concrete, it were solid! It was just like a ruddy great lump of stone that’d come out of a quarry! Oh hell he said, what are we going to do about that? I says I don’t know Jack but I’m not going to get on me hands and knees for a fortnight chipping all that lot out! He says we aren’t going to be stopped doing that neither! But what were making the noise? Well I says, you know the water grooves round th’outside of the bucket, where have they gone? You know they had water grooves cut in the piston to seal it, about half an inch radius, finish up about three quarters of an inch wide, it had three of ‘em in. Where’s them gone? They were full of concrete and all, it had concreted itself up and made it a perfect fit in the bore but it hadn’t damaged the liner. We spent all weekend chipping as much of that concrete out of the inside of the bore as we could wi’ a hammer and chisel, it were set good and proper that was. We got the outer grooves cleaned out and then we put it back in and there were never any more bother with it only it were a bit heavier but that didn’t make any difference to the balance of the engine. Anyhow, they stopped the dam from leaking!

Fernbank Shed in 1978.
I got Newton on to Fernbank Shed which started in September 1915 running 2,200 looms. “Fernbank, it were a good engine were Fernbank. It were a Pollitt and Wigzell, about twelve hundred horse and it ran fast because it were five foot stroke and it ran at about 78 revs. It were a fair piston speed and it had superheat steam on as well. We used to reckon that piston speed up and it were running exactly the same as a Belliss and Morcom running at 450rpm. It worked out, feet per minute, exactly the same and it were fully loaded all its life were that engine. It never gave much bother. It ran at about 1100hp. Three boilers, six tapes, two boilers on in summer and three in winter. I can’t ever remember it having any serious troubles. The main trouble were taking the high pressure piston out fairly regularly for new rings, because with high temperature superheat they didn’t seem to last long. (A common fault and almost certainly down to inadequate lubrication.) I ran it a fair lot when he was off ill, I was there a long time once. Its biggest trouble were valves sticking, it had the same trouble as yours had at Bancroft Stanley, they were single ported and it did spoil them you know. With me always being interested in th’engines, I were allus dead nuts on single ported valves because they’d swing so far and have that much cover they used to stick like mad when the load was off. You’d allus to be there and screw the stop valve down to throttle it and it were 160psi. But the engine itself never gave any trouble at all, in fact the low pressure crank pin block were in the same position when that engine were scrapped, laid on the bottom of the connecting rod, where the fitter had fit it when it were new. The day it were stopped it were still there, from 1914 to when it were stopped it had never been adjusted.
We had one bit of fun with it. Fernbank had two dams at th’end of the mill and the main one started leaking and there were a bit of trouble one morning getting set on with the water level being down. This meant that we used to have to prime the Edward’s air pump with a separate pump before we got going. Jack Sneath who ran it got a bit fed up wi’ this and got some contractors on to the job, his idea was to repair the dam without emptying it because they’d only a spring to fill ‘em. In fact it were dicey were the water job at Fernbank, we had a Weir pump over a bore hole about two hundred and fifty feet deep that we used to run all summer to keep the water levels up. So they decided they’d concrete the walls with the water still in, grout ‘em you know. They were stone were the banks, stone on puddle. Now in my opinion, if they’d gone about that job properly they’d have dug down the back of the bank and re-puddled it. Got someone in who were used to puddle, like the canal company men that were used to that job but they didn’t. They decided they’d try and grout all these stones with the water in the dam. He rings up one afternoon and said to me father, send your Newton up Johnny, there’s a queer noise coming out of the air pump. So I went up, this were about Thursday and he says it’s grinding away rarely Newton is th’air pump and he were a chap that never panicked or owt like that. He were like you, he’d have his pipe in and be wandering around. I says is it making a bloody din Jack? He says yes, we’ll have it out on Saturday, the mill ran then while quarter to ten on Saturday morning. He says we’ll have it out on Saturday morning Newton and have a look at it. It weren’t so big a job to take the piston out, we used to take it out every year or two for the insurance company, we’d a seven ton travelling crane in the engine house and we allus had plenty of help. So off we went up there on Saturday morning, me and me mate, it were Harry Crabtree that were with me. The top of the air pump were the biggest trouble, it weren’t like most standard air pumps, it had a full lid on it with a trunk slide. It were like a vertical engine on its own and it were a fair big job to get that up. You’d all the plates to take up in the engine house and uncouple the cross head at the top, it worked off the tail slide at the back with a bell crank like yours at Bancroft. Anyhow, be dinnertime we were ready for pulling the bucket out. Eh we had a job to pull that bucket out, I think we had about a ten ton chain on it wrapped round the cotter before we got it out, bending everything we were! Anyhow we gets it out, gets it up on to the floor and you know what an Edwards bucket is like, it’s no rubbers on, it just has core holes in, six cored holes and it’s all cored out inside to hold water and to make it lighter. So we just looked at it after we’d wiped it off and instead of it having six cored holes in full of nasty water and cylinder oil as a rule, it were full of bloody concrete, it were solid! It was just like a ruddy great lump of stone that’d come out of a quarry! Oh hell he said, what are we going to do about that? I says I don’t know Jack but I’m not going to get on me hands and knees for a fortnight chipping all that lot out! He says we aren’t going to be stopped doing that neither! But what were making the noise? Well I says, you know the water grooves round th’outside of the bucket, where have they gone? You know they had water grooves cut in the piston to seal it, about half an inch radius, finish up about three quarters of an inch wide, it had three of ‘em in. Where’s them gone? They were full of concrete and all, it had concreted itself up and made it a perfect fit in the bore but it hadn’t damaged the liner. We spent all weekend chipping as much of that concrete out of the inside of the bore as we could wi’ a hammer and chisel, it were set good and proper that was. We got the outer grooves cleaned out and then we put it back in and there were never any more bother with it only it were a bit heavier but that didn’t make any difference to the balance of the engine. Anyhow, they stopped the dam from leaking!
Fernbank Shed in 1978.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
It just had one bit of an accident after Jack retired and his oiler went on to it. He’d got t’crank pin hot and he had it well and truly hot, he were down in the boiler house one morning first thing, he left it too soon. (What Newton means is that you should never leave an engine until you are sure it is running safely and correctly. By leaving it too soon he had no warning the oil was off to the pin.) He’d never turned the oil on and it had seized the brasses up on to the pin and I were stopped all day. I couldn’t get t’brasses off t’crank pin it were that tight. Luckily, Pollitts used to make their crank pins without an outside collar on. They didn’t turn them all in a piece like most firms did, they used to put the outside collar on the crank pin separate and Pollitts had a trick of fastening everything on with what we used to call counter sunk bloody screws, they were cheese headed screws and they made special screw drivers for them and they’d have a slot in about five sixteenths wide. So I’d to take t’collar off and t’crossheads. They didn’t make cross heads orthodox like we knew ‘em, they all had caps on and you could take the cap off and get the crosshead pin out wi’t brasses. I didn’t like them because they had some great big numb bolts in about three inches diameter. So what we had to do, I’d to uncouple t’crossheads, take the caps off, take all the bolts out, and undo all t’pins. Take t’collar off t’crank pin and then we got the crane down and lifted the connecting rod off the pin wi’t brasses in. We got it working, hell of a job, I were there while about midnight before I got it running but it made a reight mess of it. I filed t’crank pin up and Jack kept me standing there for three weeks after that job. He said thar’t not going! I says it’s reight enough now Jack, it’s cold. He says aye it might be cold but thart not going back to t’shop, tha stops here to make sure he doesn’t do it again! (the oiler) He kept me there for three weeks and he kept popping down and all, he were about seventy then. He kept popping down and saying no you can’t go back Newton, your father can grumble and he can shout and he can do what he likes but you’re not going back to that shop until I say so! They kept me there for three weeks, just wandering about, well I were running the place weren’t I for three weeks, that’s what I was doing and I enjoyed that. I liked to go to Fernbank, it were out in the fields, I used to like to go to Fernbank you never felt like a prisoner like you never did at Bancroft.”
I asked Newton: “In your experience Newton, did you ever see an engineer that had been what we’d call nowadays, trained to look after a steam engine? Or did they all come up through experience?”
“I only knew odd ones that had been trained to look after one. The only people that I knew like that had been brought up wi’ an engineering firm like I was and left ‘em and went on to engine tenting, mill engineering and there were plenty about you know. Such as Walter’s father at Moss and Johnny Waddington at Bradley Mills at Nelson, you know people like that who’d been brought up as millwrights. There were a chap, I just forget his name, that ran a little shed on’t boundary between Colne and Nelson, he were a fitter for Roberts. There were Cockerill at Sunderland’s at Nelson, he were a Roberts engine fitter. More often than not it were either father to son or if it were a big mill son ‘ud oil for his dad for twenty or thirty years and then his father’d retire and t’son ‘ud get the job and that’s the way it were but sometimes it didn’t work out just reight neither. Father’d leave and t’son ‘ud forget to turn th’oil on and then there’d be a hell of a mess you know. That happened at Fernbank when Jack Sneath gave up you see, his oiler had been with him for donkeys years, he only left him a couple of days and we were stopped with the crank pin hot and them crank pin blocks hadn’t been adjusted from 1914 up to the present day, never had a warm bearing in any shape or form. He’d only been away for two days and they’d got the high pressure crank pin hot, and believe me it were hot. It’s a wonder it didn’t rive the connecting rod off at t’other end. I couldn’t get the brasses out, it were all seized up and stuck to the pin. I had to thump ‘em round the pin with a striking hammer to get them loose, burnt themselves fast they did, aye. And it weren’t because he hadn’t the experience with the engine, he’d been there donkeys years, twenty five of my knowledge. But that’s how it worked, you’d get a fireman at a two man shop, he’d happen been with you donkeys years and he’d helped you and watched you and you’d shown him in case you didn’t turn up one morning if you weren’t so well. Then they’d follow on to the engine after he retired which has happened recently of course. (Newton is referring here to me taking over Bancroft from George Bleasdale after working with him as firebeater. This was a slightly different case as the management had set me on with the intention of me following GB when he retired six months later.) If the engineer’s poorly and they can’t get in they ring for such as us to go and run it for a day or two till they get fireman settled down or train someone else up or try to get a new engine driver and that day can turn into months. I went to Spring Bank at Nelson and I were there two and a half years, they wouldn’t bother with anyone else.”
During the years I have spent delving into the industry I’ve often wondered whether the fact that a steam-driven mill relied so much on one man was one of the factors that militated against them after WW2. After all, anyone can press a green button to start an electric motor. The one thing that is certain is that there was never a viable economic case for scrapping the engines, give me a platform and I’ll show you how they were always cheaper power than mains electricity and still are. It leads me to suspect that getting rid of the engineer was, for some reason attractive.
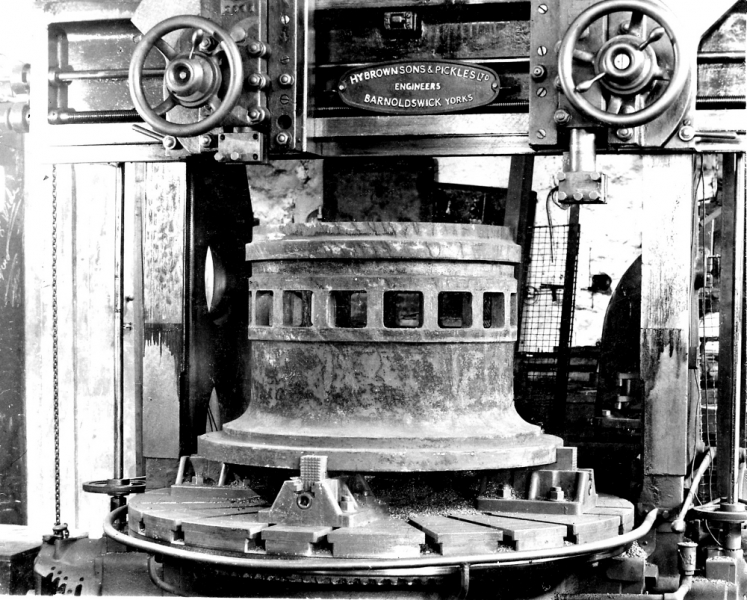
The Bullard borer used by B&P in the 1930s to bore the body of an Edward's air pump.
I asked Newton: “In your experience Newton, did you ever see an engineer that had been what we’d call nowadays, trained to look after a steam engine? Or did they all come up through experience?”
“I only knew odd ones that had been trained to look after one. The only people that I knew like that had been brought up wi’ an engineering firm like I was and left ‘em and went on to engine tenting, mill engineering and there were plenty about you know. Such as Walter’s father at Moss and Johnny Waddington at Bradley Mills at Nelson, you know people like that who’d been brought up as millwrights. There were a chap, I just forget his name, that ran a little shed on’t boundary between Colne and Nelson, he were a fitter for Roberts. There were Cockerill at Sunderland’s at Nelson, he were a Roberts engine fitter. More often than not it were either father to son or if it were a big mill son ‘ud oil for his dad for twenty or thirty years and then his father’d retire and t’son ‘ud get the job and that’s the way it were but sometimes it didn’t work out just reight neither. Father’d leave and t’son ‘ud forget to turn th’oil on and then there’d be a hell of a mess you know. That happened at Fernbank when Jack Sneath gave up you see, his oiler had been with him for donkeys years, he only left him a couple of days and we were stopped with the crank pin hot and them crank pin blocks hadn’t been adjusted from 1914 up to the present day, never had a warm bearing in any shape or form. He’d only been away for two days and they’d got the high pressure crank pin hot, and believe me it were hot. It’s a wonder it didn’t rive the connecting rod off at t’other end. I couldn’t get the brasses out, it were all seized up and stuck to the pin. I had to thump ‘em round the pin with a striking hammer to get them loose, burnt themselves fast they did, aye. And it weren’t because he hadn’t the experience with the engine, he’d been there donkeys years, twenty five of my knowledge. But that’s how it worked, you’d get a fireman at a two man shop, he’d happen been with you donkeys years and he’d helped you and watched you and you’d shown him in case you didn’t turn up one morning if you weren’t so well. Then they’d follow on to the engine after he retired which has happened recently of course. (Newton is referring here to me taking over Bancroft from George Bleasdale after working with him as firebeater. This was a slightly different case as the management had set me on with the intention of me following GB when he retired six months later.) If the engineer’s poorly and they can’t get in they ring for such as us to go and run it for a day or two till they get fireman settled down or train someone else up or try to get a new engine driver and that day can turn into months. I went to Spring Bank at Nelson and I were there two and a half years, they wouldn’t bother with anyone else.”
During the years I have spent delving into the industry I’ve often wondered whether the fact that a steam-driven mill relied so much on one man was one of the factors that militated against them after WW2. After all, anyone can press a green button to start an electric motor. The one thing that is certain is that there was never a viable economic case for scrapping the engines, give me a platform and I’ll show you how they were always cheaper power than mains electricity and still are. It leads me to suspect that getting rid of the engineer was, for some reason attractive.
The Bullard borer used by B&P in the 1930s to bore the body of an Edward's air pump.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 30: BANKFIELD SHED
Bankfield Shed was built in two stages, in 1905 a shed for 1,800 looms followed in 1910 by another shed holding 1,200 both sheds had their own engine. Here’s Newton’s version. “They were two good engines at Bankfield, one were an 800 horsepower cross compound Burnley Ironworks wi’t valves at all four corners and the other one were about 600 horse, about as big as Bancroft with valves all at the bottom. They gave very little trouble. I remember in the weaver’s strike, I were only a lad and had just started work. (I think it was the 1932 More Looms dispute because Newton said that he’d been working for two years.) Me father says we’re going to be busy Newton! I asked why and he said that all the Corliss bonnets have to come off at Bankfield, they’re going to have them all bushed while they’re stopped. I went with Leonard Parkinson and we took all the bonnets off both engines. We skimmed the spindles up and bushed ‘em while the mills were stopped, it were stopped six weeks I think. We were absolutely piled out of the place wi’ work, it were coming in from all over. They were getting the jobs done at ordinary time instead of paying overtime at weekends. Oh we were busy and we were running wi’t gas engine at night up at shop, we had a big Crossley and I’d that to look after so my job was from six in the morning while nine at night.
I were thriving off it at 12/6 a week with no overtime. (62p) They were just standard Burnley Ironworks engines, the big un were like Crow Nest. There were three boilers by Yates and Thoms. (Geoff Shackleton says that the first two installed in 1905 were Hewitt and Kellet and there were two more after 1910 by Yates. I saw four boilers in there when they were scrapping them in 1978.) They’ve just taken them out, just cut ‘em up haven’t they. I used to have a lot of rivet trouble at Bankfield, I don’t know why but I were allus putting ‘em in. They were one of the first shops to have humidifiers blowing with compressed air from outside, we put a big vertical compressed air set in outside run with steam for the humidifiers. It’ud be one of the first shops round here that were ever done with that. Big compressors and they ran with a big twin cylinder vertical engine. I don’t know how they worked because I weren’t old enough to take a lot of notice. ‘Cause you see then Bankfield had shut down suddenly Stanley and that were the end of it.” (The mill was closed completely after the end of 1934.)
I asked Newton what had happened at Bankfield after it closed. “It were empty, Archie Rhodes and his father were engine drivers there and Archie stopped on as watchman till Rover came in 1940. He were doing that for six or seven year. Nice feller were Archie. British Celanese bought it and they never did anything with it and they’d be paying Archie’s wage all them years. At one time me father came down into the shop to me one afternoon, this were just before the war, he says come on with me Newton to Great Harwood. He says I’ve got to meet some bosses of British Celanese, I think they’re going to do something about Bankfield. Now whether they had intended starting it up again wi’t war coming I don’t know. He says they want to see me. But they couldn’t start the top half, we’d pulled the engine out just before the war, we were going to put it in at Long Ing, Stephen Pickles bought it.
We pulled it out, big engine, a lovely job. Anyhow me father went and there were all this talk about what it would take to get the bottom half of the mill running which wouldn’t have taken much with Archie having been there of course, he’d looked after the place. It only wanted some steam getting up and we were on us way but it never came to anything, Rover came in by 1940. Aye, we took the engine out at top end, the big un, Len Parkinson did anyway and we took it to Long Ing but war broke out and it spoiled the job. We were going to pull the engines out at Long Ing, both of them, and put this big engine in. We were going to lengthen the engine house you know because it were a gear drive were’t Long Ing. We’d have to lengthen the engine house thirty feet for the rope drive length, we were going to put it all in and run Long Ing off a big alternator.”

Bankfield Shed.
Bankfield Shed was built in two stages, in 1905 a shed for 1,800 looms followed in 1910 by another shed holding 1,200 both sheds had their own engine. Here’s Newton’s version. “They were two good engines at Bankfield, one were an 800 horsepower cross compound Burnley Ironworks wi’t valves at all four corners and the other one were about 600 horse, about as big as Bancroft with valves all at the bottom. They gave very little trouble. I remember in the weaver’s strike, I were only a lad and had just started work. (I think it was the 1932 More Looms dispute because Newton said that he’d been working for two years.) Me father says we’re going to be busy Newton! I asked why and he said that all the Corliss bonnets have to come off at Bankfield, they’re going to have them all bushed while they’re stopped. I went with Leonard Parkinson and we took all the bonnets off both engines. We skimmed the spindles up and bushed ‘em while the mills were stopped, it were stopped six weeks I think. We were absolutely piled out of the place wi’ work, it were coming in from all over. They were getting the jobs done at ordinary time instead of paying overtime at weekends. Oh we were busy and we were running wi’t gas engine at night up at shop, we had a big Crossley and I’d that to look after so my job was from six in the morning while nine at night.
I were thriving off it at 12/6 a week with no overtime. (62p) They were just standard Burnley Ironworks engines, the big un were like Crow Nest. There were three boilers by Yates and Thoms. (Geoff Shackleton says that the first two installed in 1905 were Hewitt and Kellet and there were two more after 1910 by Yates. I saw four boilers in there when they were scrapping them in 1978.) They’ve just taken them out, just cut ‘em up haven’t they. I used to have a lot of rivet trouble at Bankfield, I don’t know why but I were allus putting ‘em in. They were one of the first shops to have humidifiers blowing with compressed air from outside, we put a big vertical compressed air set in outside run with steam for the humidifiers. It’ud be one of the first shops round here that were ever done with that. Big compressors and they ran with a big twin cylinder vertical engine. I don’t know how they worked because I weren’t old enough to take a lot of notice. ‘Cause you see then Bankfield had shut down suddenly Stanley and that were the end of it.” (The mill was closed completely after the end of 1934.)
I asked Newton what had happened at Bankfield after it closed. “It were empty, Archie Rhodes and his father were engine drivers there and Archie stopped on as watchman till Rover came in 1940. He were doing that for six or seven year. Nice feller were Archie. British Celanese bought it and they never did anything with it and they’d be paying Archie’s wage all them years. At one time me father came down into the shop to me one afternoon, this were just before the war, he says come on with me Newton to Great Harwood. He says I’ve got to meet some bosses of British Celanese, I think they’re going to do something about Bankfield. Now whether they had intended starting it up again wi’t war coming I don’t know. He says they want to see me. But they couldn’t start the top half, we’d pulled the engine out just before the war, we were going to put it in at Long Ing, Stephen Pickles bought it.
We pulled it out, big engine, a lovely job. Anyhow me father went and there were all this talk about what it would take to get the bottom half of the mill running which wouldn’t have taken much with Archie having been there of course, he’d looked after the place. It only wanted some steam getting up and we were on us way but it never came to anything, Rover came in by 1940. Aye, we took the engine out at top end, the big un, Len Parkinson did anyway and we took it to Long Ing but war broke out and it spoiled the job. We were going to pull the engines out at Long Ing, both of them, and put this big engine in. We were going to lengthen the engine house you know because it were a gear drive were’t Long Ing. We’d have to lengthen the engine house thirty feet for the rope drive length, we were going to put it all in and run Long Ing off a big alternator.”
Bankfield Shed.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Newton was quite right, a subsidiary of British Celanese did buy the mill with the intention of starting artificial silk weaving but what they didn’t realise was that the Ministry of Aircraft Production had already marked Bankfield down as a possible shadow factory for aero engine production and in 1940 they took it over. I think British Celanese would own it during the war but afterwards Rolls Royce bought the factory and are still manufacturing there in 2009.
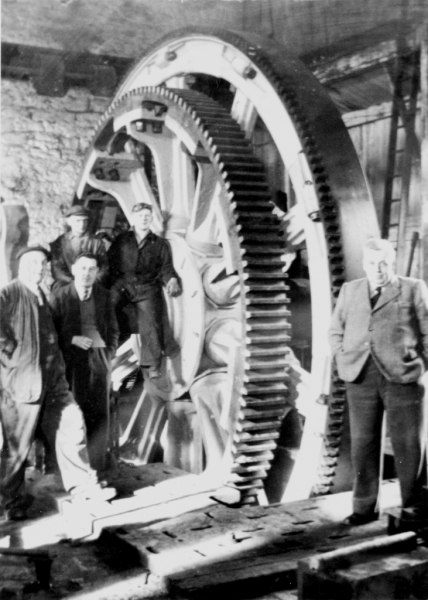
Bishop House Mill flywheel at Robert's Brother's works, Phoenix Foundry, Nelson in September 1949. This was the last flywheel that Roberts cast and P R Jackson made the segments for the jack gear ring. The man on the right is Arthur Roberts and the older man on the left is one of the old foremen brought back out of retirement to supervise the manufacture of the flywheel as a lot of the skills had been lost. Notice the slotted plates round the wheelpit. These were used for mounting tool slides to turn the wheel.
CHAPTER 31: THE BISHOP HOUSE SMASH
I have yet another confession to make. This chapter started off in my head as the story of Brown and Pickles’ involvement with the Bishop House Mill in Burnley. (1890?) However when I went back to Newton’s version of the story in the Lancashire Textile Project I found that he had strayed somewhat at the end but that what he was saying would perhaps interest you. So, be prepared for the thoughts of Newton on Uniflow engines, electrification and passing out exhaust steam for process as well as what happened at Bishop House in Burnley.
It all started with me going fishing for the Bishop’s House story, I found through experience that the best way to get Newton going was to creep up on him from behind with a related query. Here we go, I asked the question. “Now we did a lot of talking last week about big jobs, repair jobs and breakdowns. We’ve talked a lot from time to time about the various things that can cause an engine to break down, slugs of water and not oiling ‘em but probably the best known and most comprehensive way of smashing an engine up is what we call overspeed but there’s a lot of different names for it, for instance, Jack Platt called it Running Boggart.”
“Off at t’boggart, aye. Well, I haven’t seen a lot of over speeding because the engineers used to be very careful about this job. We’ve talked about governor ropes and putting the low speed peg in on the governor. Now a lot of people get the wrong impression there, when we say low speed peg, how can it run away when the low speed peg’s out? Well, the low speed peg is as simple as this, that if your governor stops and drops to the bottom it knocks your valve gear out. If the governor ropes come off your governor dropped and if you’ve no low speed peg in it doesn’t hook off and this means that your steam valves are wide open to the world and that engine’s away and nothing’ll stop it apart from shutting the stop valve. That’s what happened at Bishop’s House, low speed peg wasn’t in. We never knew why it had been taken off but it definitely had been taken off because all Roberts engines with a Whitehead governor have that peg in for low speed that you put in when you start and take out when you stop. Bishop’s House were a cross compound Roberts, 1890, gear drive, about 500hp and modified by Roberts in the 1920s from slide valve cylinders to Corliss. I think the flywheel were about 17 feet diameter and it ran at about 45rpm on 160psi steam. It would never have run away if that peg had been in.
Well what caused it to run away that morning was that th’oiler, the second in command that they’d had for donkey’s years, for some reason or another got another job so they got another oiler and he had only been there a day or two. One thing about Bishop House, it were it were absolutely spotless, the floors were mopped and scrubbed and everything was just so. The engineer shows this new oiler how to clean up and that’s all he had shown him. He’s cleaning up this particular morning, I’m guessing now, about half past seven or a quarter to eight and he’s cleaning under the governor ropes. His piece of cotton waste catches in the governor ropes, goes round with them and brings the ropes off at t’governor pulley end. (This is the point where, when the governor bars dropped because they had lost the drive from the flywheel shaft, the low speed peg would have knocked the hook out on the valve linkage and the steam valves would have closed stopping the engine. The peg wasn’t in, the linkage stayed intact and the engine accelerated to destruction.) Now instead of jumping up and pressing the stop motion, the electrical stop motion which was on the wall behind him, not a yard away, he panicked and went for the engineer who was in the boiler house. He’d to run out into the street to get the engineer and by the time the engineer got back to the house he reckons that engine were doing 500rpm and it were disintegrating. Lumps of flywheel flying off and he’d to run back to the boiler house and shut the steam off at the junction valve. He’d two boilers on at full bore and the boilers blew off, the pressure went up and they were screaming were both boilers before they could get the dampers shut and the fires pulled. The engine just literally disintegrated and there wasn’t much left of it.
The fly wheel is the first thing to give way underneath the strain of the centrifugal force caused by the overspeeding. It’s all out of balance and there’s lumps of metal flying about and it smashes everything up. At Bishop House it went up into the top of the engine house where all the tapes and the size becks and all that lot were. The beams across the engine house were eighteen inches square pitch pine but the lumps of flywheel smashed them four beams just like firewood and the tapes and everything upstairs came down on top of the engine before it stopped. A lump of flywheel went through the back wall into the shed and killed an old woman on four looms just under it. That was the hard thing about that job, that woman. It brought two rows of gutters down (Remember these double as girders supporting the shafting and the roof.) and all the shafting for two lengths of cross shafts. The barring engine was just behind the flywheel and a lump of the flywheel picked up the ‘A’ stand and the cylinder and threw it out through the engine house window which was on a public street. There were houses on the other side, it threw it right across the road into a girls bedroom window that had just got up to go to work. It were a miracle, it missed her and there it was, stuck in the floor, barring engine, ‘A’ stand and cylinder.
There were a telephone call to me father and I dashed on and it were all still smoking when I got there and the engineer were in a terrible state of course. There were police there and photographers and one thing and another. They’d got the old lady away across the road to the hospital but they found she was dead. My first job, first thing they could think about were to go across the road and see if you can get that lump of engine out of that girls bedroom. I mean I know it sounds comical but it wasn’t just as comical at the time what with all the sadness with what had happened. The first job we did that afternoon was get that lump of metal out of that girls bedroom. It stuck through the bedroom floor with its legs hanging down into the living room, what a hell of a mess they had. So me mate and I went in and we didn’t know what the hell to do with this because you can’t just hang some blocks up and lift three or four hundredweight in somebody’s bedroom! So what we did, we cleared out the living room, took all the stuff that wasn’t damaged out of the way and then we got a load of skip lids and weft box lids and waste bags and piled ‘em up in the middle of the living room and just got up there wi’ a couple of saws and we cut the beams round it and let it drop into the living room and then dragged it out of the front door.
Bishop House Mill flywheel at Robert's Brother's works, Phoenix Foundry, Nelson in September 1949. This was the last flywheel that Roberts cast and P R Jackson made the segments for the jack gear ring. The man on the right is Arthur Roberts and the older man on the left is one of the old foremen brought back out of retirement to supervise the manufacture of the flywheel as a lot of the skills had been lost. Notice the slotted plates round the wheelpit. These were used for mounting tool slides to turn the wheel.
CHAPTER 31: THE BISHOP HOUSE SMASH
I have yet another confession to make. This chapter started off in my head as the story of Brown and Pickles’ involvement with the Bishop House Mill in Burnley. (1890?) However when I went back to Newton’s version of the story in the Lancashire Textile Project I found that he had strayed somewhat at the end but that what he was saying would perhaps interest you. So, be prepared for the thoughts of Newton on Uniflow engines, electrification and passing out exhaust steam for process as well as what happened at Bishop House in Burnley.
It all started with me going fishing for the Bishop’s House story, I found through experience that the best way to get Newton going was to creep up on him from behind with a related query. Here we go, I asked the question. “Now we did a lot of talking last week about big jobs, repair jobs and breakdowns. We’ve talked a lot from time to time about the various things that can cause an engine to break down, slugs of water and not oiling ‘em but probably the best known and most comprehensive way of smashing an engine up is what we call overspeed but there’s a lot of different names for it, for instance, Jack Platt called it Running Boggart.”
“Off at t’boggart, aye. Well, I haven’t seen a lot of over speeding because the engineers used to be very careful about this job. We’ve talked about governor ropes and putting the low speed peg in on the governor. Now a lot of people get the wrong impression there, when we say low speed peg, how can it run away when the low speed peg’s out? Well, the low speed peg is as simple as this, that if your governor stops and drops to the bottom it knocks your valve gear out. If the governor ropes come off your governor dropped and if you’ve no low speed peg in it doesn’t hook off and this means that your steam valves are wide open to the world and that engine’s away and nothing’ll stop it apart from shutting the stop valve. That’s what happened at Bishop’s House, low speed peg wasn’t in. We never knew why it had been taken off but it definitely had been taken off because all Roberts engines with a Whitehead governor have that peg in for low speed that you put in when you start and take out when you stop. Bishop’s House were a cross compound Roberts, 1890, gear drive, about 500hp and modified by Roberts in the 1920s from slide valve cylinders to Corliss. I think the flywheel were about 17 feet diameter and it ran at about 45rpm on 160psi steam. It would never have run away if that peg had been in.
Well what caused it to run away that morning was that th’oiler, the second in command that they’d had for donkey’s years, for some reason or another got another job so they got another oiler and he had only been there a day or two. One thing about Bishop House, it were it were absolutely spotless, the floors were mopped and scrubbed and everything was just so. The engineer shows this new oiler how to clean up and that’s all he had shown him. He’s cleaning up this particular morning, I’m guessing now, about half past seven or a quarter to eight and he’s cleaning under the governor ropes. His piece of cotton waste catches in the governor ropes, goes round with them and brings the ropes off at t’governor pulley end. (This is the point where, when the governor bars dropped because they had lost the drive from the flywheel shaft, the low speed peg would have knocked the hook out on the valve linkage and the steam valves would have closed stopping the engine. The peg wasn’t in, the linkage stayed intact and the engine accelerated to destruction.) Now instead of jumping up and pressing the stop motion, the electrical stop motion which was on the wall behind him, not a yard away, he panicked and went for the engineer who was in the boiler house. He’d to run out into the street to get the engineer and by the time the engineer got back to the house he reckons that engine were doing 500rpm and it were disintegrating. Lumps of flywheel flying off and he’d to run back to the boiler house and shut the steam off at the junction valve. He’d two boilers on at full bore and the boilers blew off, the pressure went up and they were screaming were both boilers before they could get the dampers shut and the fires pulled. The engine just literally disintegrated and there wasn’t much left of it.
The fly wheel is the first thing to give way underneath the strain of the centrifugal force caused by the overspeeding. It’s all out of balance and there’s lumps of metal flying about and it smashes everything up. At Bishop House it went up into the top of the engine house where all the tapes and the size becks and all that lot were. The beams across the engine house were eighteen inches square pitch pine but the lumps of flywheel smashed them four beams just like firewood and the tapes and everything upstairs came down on top of the engine before it stopped. A lump of flywheel went through the back wall into the shed and killed an old woman on four looms just under it. That was the hard thing about that job, that woman. It brought two rows of gutters down (Remember these double as girders supporting the shafting and the roof.) and all the shafting for two lengths of cross shafts. The barring engine was just behind the flywheel and a lump of the flywheel picked up the ‘A’ stand and the cylinder and threw it out through the engine house window which was on a public street. There were houses on the other side, it threw it right across the road into a girls bedroom window that had just got up to go to work. It were a miracle, it missed her and there it was, stuck in the floor, barring engine, ‘A’ stand and cylinder.
There were a telephone call to me father and I dashed on and it were all still smoking when I got there and the engineer were in a terrible state of course. There were police there and photographers and one thing and another. They’d got the old lady away across the road to the hospital but they found she was dead. My first job, first thing they could think about were to go across the road and see if you can get that lump of engine out of that girls bedroom. I mean I know it sounds comical but it wasn’t just as comical at the time what with all the sadness with what had happened. The first job we did that afternoon was get that lump of metal out of that girls bedroom. It stuck through the bedroom floor with its legs hanging down into the living room, what a hell of a mess they had. So me mate and I went in and we didn’t know what the hell to do with this because you can’t just hang some blocks up and lift three or four hundredweight in somebody’s bedroom! So what we did, we cleared out the living room, took all the stuff that wasn’t damaged out of the way and then we got a load of skip lids and weft box lids and waste bags and piled ‘em up in the middle of the living room and just got up there wi’ a couple of saws and we cut the beams round it and let it drop into the living room and then dragged it out of the front door.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!

Re: STEAM ENGINES AND WATERWHEELS
For those people who are not familiar where Bishop's House Mill was located. Between Colne road and Briercliffe road where Lidl's is now.
You do not have the required permissions to view the files attached to this post.
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Thanks P.....
Not really China! I think it was because a true flywheel wasn't connected to anything and was thought to be 'on the fly'.
Then of course the whole performance started to get the mill running wi’ electric motors and diesel generating sets. As it were nearly Christmas like, things were a bit dicey. I went to McLaren’s at Leeds to see how many engines I could get and that were a funny afternoon out. I wanted generating sets, diesel engine and alternator. It were a funny afternoon because I had full authority to buy these eight sets they wanted to drive the mill. McLaren’s took me into their office and made me really welcome of course which they would do. We sat round in this boardroom wi’ all them blokes and they said like we’re terribly sorry but we can’t let you have these engines till sometime in January. I said I can’t order on that basis, I shall have to see what the mill directors say. So I were prepared to come back and see whether they said they could wait till the middle of January which were another three weeks. One of their blokes said would you like to have a look round the factory? They took me all round their works, marvellous works they had building all these sets. He said would you like to go into the test house? I said I would so they took me into the test house, me and me mate put ear muffs on cause there’s a hell of a din in there, you couldn’t talk or anything, and there were about twelve sets of these engines all in a row running on test. So we walked round and mee-mawed at one another. (Mee-mawing is mouthing words at each other without making a sound using exaggerated lip movements. This is the name the weavers, who use this technique all the time, give to it.) We came outside and took these ear muffs off and the young chap says it’s a fair order is that you know, all them engines are going to Russia. Well that did it wi’ me, being a broad Yorkshire man and one of us own mills stopped and all these people out of work and I says, you mean to tell me I can’t have any engines and all those are going to bloody Russia? Well, you are a bloody team aren’t you, well and truly. He just turned round and looked at me, went into the office, came out and he said you can have four tomorrow and we’ll deliver one a week until we’ve made the eight up. We got the top shop running just after Christmas.
Well, they were free standing generators, they were on skids. We put ‘em all into the old air raid shelters that had been built during the war, very low buildings as you know. Then we went to various places buying second-hand electric motors and new motors, whatever we could get, different speeds, different sizes. But the biggest fun were looking for pulleys. We did a simple job, we put the motors on the broad alley floor next to t’lineshaft. We put the motors on the floor and we drove the cross shafts with ordinary flat belts, six inch Fenner belts, right up on to the shafts. But pulleys, you’ve never seen anything like it, we’d four foot pulleys on some shafts and five foot pulleys on other shafts, we’d some wood pulleys on another shaft. Anywhere that stocked pulleys we were there looking for pulleys. There were nothing uniform about it, it looked a reight comic job and then of course we made the motor pulleys to suit the speed of the motor and whatever diameter of driven pulley we had on, anyhow, we got the place going. Now next door lower down in Thornber’s shed we put these diesels down in what had been a weft cellar but which they had cleared out, we put three sets down there to run their shop. A firm came on the scene from Manchester to do the millwrighting. We put the generators down there and they came in and I can’t explain what sort of a job they did. Whoever were in charge had never done any millwrighting before, he went half way across the shed and he put two foot pulleys on the cross shafts which down there ud be about an inch and a half diameter, in the middle of the bays. What I mean be that is between the shaft hangers which is a ten foot span. He plonks the pulleys right in the centre, puts the motors directly underneath at the end of a loom and tried to drive them straight up. So we let him go on with his job. Well, the first morning they tried to run… I can see that woman now, she started four looms up and I watched the belt pull the shaft down and get slacker and slacker. So this gentleman comes along and he tightens the belt until that bloody shaft were just like a bow and of course we had to scrap it all and start again and put all their drives on at the other end. (The cross shafts in a standard mill set up like Bancroft start at least three inch in diameter at the lineshaft end where the bevels are mounted and reduce to two inches at the far end. Some older sheds had lighter shafting and this must have been one of these.) Now we did a bit better job in Thornber’s shed, we put girders under the corbel stones and put the motors up in the air, but still we run ‘em with a flat belt on to the cross shaft as a temporary measure.
Now then, the engine repair job came on the carpet, we didn’t bother with that much until we got the mill running and then we started to get it all stripped and the debris outside and the tapes moved. The flywheel were in bits, there was nothing left of the flywheel only an odd arm or two and the second motion shaft was bent beyond recognition, it was a seven inch shaft and it had bent it like a piece of wire. There were some teeth out of the second motion pinion, teeth out of the jack wheel, segments were all gone they were smashed up. So Roberts were brought in, they’d made the engine in the first place. The Edwards air pump were all smashed up, the air pump body, the coffin bottom, all the pipes underneath, pipes from the high to the low were all smashed, one piston rod badly bent, slide smashed, they were open slides, one at each side and they were all smashed. All the lubricators and everything gone. Anyway, we got the engine house cleared out and got the second motion shaft and pinion out.
The flyshaft connecting rods and cranks were OK. There was nothing wrong with them at all. That fly shaft were dead true they said. We didn’t machine the flywheel, Roberts rebuilt that flywheel. We made all the bolts for it out of Low Moor Iron. Roberts made new castings for the flywheel. P&R Jackson from Manchester made the jack wheel segments and a new pinion. I turned the second motion shaft, we made the air pump and all the new pipes that went with it. We were about twelve month before we got running again. But I’d a lot of arguing about that job, you see I wanted to go modern. I mean it were a must that because it had been modernised in 1926. It had two new Corliss cylinders in and three new boilers. So I says let’s go all the way now, let’s make it into a rope drive. Well right away, wi’ being a gear drive they were very short centres between the flywheel shaft and the second motion. Impossible everyone said, impossible. Well I said, if that firm in front of the engine house ‘ud let us take eight looms away and build a wall there we could put a countershaft in and drive off a rope flywheel on to that countershaft and drive it back on to the second motion. I’d have loved to do that and it’ud have been a rope drive engine and we could have done it with Dawson’s ropes, that’s the modern type which you only need half the number, Speedonas, in fact we could have done the second drive with Fenner’s ropes on the short drive and it’d have run beautiful. Anyhow me father and th’engineer and one or two more, oh no, they wanted it gear drive. I wasn’t in agreement with this but I said right, if we’re going to make it gear drive let’s have machine cut wheels. Oh no, we’re having no machine cut wheels, we’ll make ‘em cast wheels like they were before, it’s run sixty or seventy years… you know how they were. So P&R Jacksons made these wheels, we get the second motion pulley at our shop for fitting to the second motion shaft and Roberts got all the jack wheel segments at their shop for fitting to the flywheel. I got the second motion pinion into the lathe and one of our turners was setting it up and getting it true, or trying to. He said I can’t get this bloody thing true Newton, it’s about three quarters of an inch out. So I said just set the lathe on for a minute, let’s watch it spin round instead of just chalking it round quietly in four places. I’ve never seen anything like it, it were just like an egg. What they’d done, these people that’d cast this wheel hadn’t the experience like they had in the old days, they’d cast it with a solid boss. What I mean by a solid boss, in the old days they used to put an inch of gap into the boss so’s when the wheel cooled the contraction ‘ud go into the gap of the boss and didn’t distort the rim and the teeth. Well, what had happened with it being a solid boss the arms had gone cold and dragged the rim in and it were like a blooming egg. You see they used to leave the outer rim in one piece and they split the boss and left an inch gap in it and then you used to fill that with lead afterwards, after you’d put the hoops on. They were hooped after you’d bored them and cut the keyways. What happened you see, when the molten metal went hard it contracted and didn’t pull the rim out of shape when the arms shortened, it just pulled the boss open a little bit more with it being split. But to cast it whole! Anyhow, we got P&R Jacksons to it and they were in a bit of a mess with this job. Me father says it doesn’t matter, you’ll have to make a new un. They couldn’t afford to make a new un, it’d bankrupt them, that were the excuse. So we turned the pinion true on the top of the teeth, but you couldn’t turn the bottom of the teeth you know. We took it back to them and they put it on their gear cutting machine and recut all the teeth till they were true in the bottom which is all wrong of course. (It’s all wrong because by recutting the teeth, Jacksons effectively reduced the pitch slightly, that is the distance between the centres of the teeth on the pitch diameter circle. If they had machined the jack wheel segments on the flywheel in the same way and reduced the distance between the centres of the second motion shaft and the flywheel shaft to regain perfect mesh all would have been well but by doing the pinion and not the jack wheel they had produced two gears of different pitch trying to mesh with each other.) It’s all wrong and if they’d made it machine cut in the first place it would never have happened. When we got it all together and started up you never heard such a noise in all your life. I’ll never forget it first time it went round, it were just like grinding a tool on an emery wheel, sparks coming out of the teeth. We chipped at that wheel every dinnertime for six months till I got that fed up of going every dinnertime, me and me mate, to chip it. We left the engineer with a load of chisels and a hand hammer and told him to chip it himself! He he he! It never did quieten, it were terrible. It ran like that for the rest of it’s days, very noisy. It were never a good job that flywheel, fly wheel itself were a good job but the gearing made ten times as much noise as it did originally through rotten teeth and it just ran on and on. It never gave any trouble as far as hot bearings or owt like that but the noise was terrible, you could hear it at the top of Burnley when it were running.”

1947. Newton Pickles and Leslie Green stood on the new casting for the second motion pinion at Bishop House Mill. This had just been delivered. It was cast by P R Jackson at Manchester and was out of truth.
Not really China! I think it was because a true flywheel wasn't connected to anything and was thought to be 'on the fly'.
Then of course the whole performance started to get the mill running wi’ electric motors and diesel generating sets. As it were nearly Christmas like, things were a bit dicey. I went to McLaren’s at Leeds to see how many engines I could get and that were a funny afternoon out. I wanted generating sets, diesel engine and alternator. It were a funny afternoon because I had full authority to buy these eight sets they wanted to drive the mill. McLaren’s took me into their office and made me really welcome of course which they would do. We sat round in this boardroom wi’ all them blokes and they said like we’re terribly sorry but we can’t let you have these engines till sometime in January. I said I can’t order on that basis, I shall have to see what the mill directors say. So I were prepared to come back and see whether they said they could wait till the middle of January which were another three weeks. One of their blokes said would you like to have a look round the factory? They took me all round their works, marvellous works they had building all these sets. He said would you like to go into the test house? I said I would so they took me into the test house, me and me mate put ear muffs on cause there’s a hell of a din in there, you couldn’t talk or anything, and there were about twelve sets of these engines all in a row running on test. So we walked round and mee-mawed at one another. (Mee-mawing is mouthing words at each other without making a sound using exaggerated lip movements. This is the name the weavers, who use this technique all the time, give to it.) We came outside and took these ear muffs off and the young chap says it’s a fair order is that you know, all them engines are going to Russia. Well that did it wi’ me, being a broad Yorkshire man and one of us own mills stopped and all these people out of work and I says, you mean to tell me I can’t have any engines and all those are going to bloody Russia? Well, you are a bloody team aren’t you, well and truly. He just turned round and looked at me, went into the office, came out and he said you can have four tomorrow and we’ll deliver one a week until we’ve made the eight up. We got the top shop running just after Christmas.
Well, they were free standing generators, they were on skids. We put ‘em all into the old air raid shelters that had been built during the war, very low buildings as you know. Then we went to various places buying second-hand electric motors and new motors, whatever we could get, different speeds, different sizes. But the biggest fun were looking for pulleys. We did a simple job, we put the motors on the broad alley floor next to t’lineshaft. We put the motors on the floor and we drove the cross shafts with ordinary flat belts, six inch Fenner belts, right up on to the shafts. But pulleys, you’ve never seen anything like it, we’d four foot pulleys on some shafts and five foot pulleys on other shafts, we’d some wood pulleys on another shaft. Anywhere that stocked pulleys we were there looking for pulleys. There were nothing uniform about it, it looked a reight comic job and then of course we made the motor pulleys to suit the speed of the motor and whatever diameter of driven pulley we had on, anyhow, we got the place going. Now next door lower down in Thornber’s shed we put these diesels down in what had been a weft cellar but which they had cleared out, we put three sets down there to run their shop. A firm came on the scene from Manchester to do the millwrighting. We put the generators down there and they came in and I can’t explain what sort of a job they did. Whoever were in charge had never done any millwrighting before, he went half way across the shed and he put two foot pulleys on the cross shafts which down there ud be about an inch and a half diameter, in the middle of the bays. What I mean be that is between the shaft hangers which is a ten foot span. He plonks the pulleys right in the centre, puts the motors directly underneath at the end of a loom and tried to drive them straight up. So we let him go on with his job. Well, the first morning they tried to run… I can see that woman now, she started four looms up and I watched the belt pull the shaft down and get slacker and slacker. So this gentleman comes along and he tightens the belt until that bloody shaft were just like a bow and of course we had to scrap it all and start again and put all their drives on at the other end. (The cross shafts in a standard mill set up like Bancroft start at least three inch in diameter at the lineshaft end where the bevels are mounted and reduce to two inches at the far end. Some older sheds had lighter shafting and this must have been one of these.) Now we did a bit better job in Thornber’s shed, we put girders under the corbel stones and put the motors up in the air, but still we run ‘em with a flat belt on to the cross shaft as a temporary measure.
Now then, the engine repair job came on the carpet, we didn’t bother with that much until we got the mill running and then we started to get it all stripped and the debris outside and the tapes moved. The flywheel were in bits, there was nothing left of the flywheel only an odd arm or two and the second motion shaft was bent beyond recognition, it was a seven inch shaft and it had bent it like a piece of wire. There were some teeth out of the second motion pinion, teeth out of the jack wheel, segments were all gone they were smashed up. So Roberts were brought in, they’d made the engine in the first place. The Edwards air pump were all smashed up, the air pump body, the coffin bottom, all the pipes underneath, pipes from the high to the low were all smashed, one piston rod badly bent, slide smashed, they were open slides, one at each side and they were all smashed. All the lubricators and everything gone. Anyway, we got the engine house cleared out and got the second motion shaft and pinion out.
The flyshaft connecting rods and cranks were OK. There was nothing wrong with them at all. That fly shaft were dead true they said. We didn’t machine the flywheel, Roberts rebuilt that flywheel. We made all the bolts for it out of Low Moor Iron. Roberts made new castings for the flywheel. P&R Jackson from Manchester made the jack wheel segments and a new pinion. I turned the second motion shaft, we made the air pump and all the new pipes that went with it. We were about twelve month before we got running again. But I’d a lot of arguing about that job, you see I wanted to go modern. I mean it were a must that because it had been modernised in 1926. It had two new Corliss cylinders in and three new boilers. So I says let’s go all the way now, let’s make it into a rope drive. Well right away, wi’ being a gear drive they were very short centres between the flywheel shaft and the second motion. Impossible everyone said, impossible. Well I said, if that firm in front of the engine house ‘ud let us take eight looms away and build a wall there we could put a countershaft in and drive off a rope flywheel on to that countershaft and drive it back on to the second motion. I’d have loved to do that and it’ud have been a rope drive engine and we could have done it with Dawson’s ropes, that’s the modern type which you only need half the number, Speedonas, in fact we could have done the second drive with Fenner’s ropes on the short drive and it’d have run beautiful. Anyhow me father and th’engineer and one or two more, oh no, they wanted it gear drive. I wasn’t in agreement with this but I said right, if we’re going to make it gear drive let’s have machine cut wheels. Oh no, we’re having no machine cut wheels, we’ll make ‘em cast wheels like they were before, it’s run sixty or seventy years… you know how they were. So P&R Jacksons made these wheels, we get the second motion pulley at our shop for fitting to the second motion shaft and Roberts got all the jack wheel segments at their shop for fitting to the flywheel. I got the second motion pinion into the lathe and one of our turners was setting it up and getting it true, or trying to. He said I can’t get this bloody thing true Newton, it’s about three quarters of an inch out. So I said just set the lathe on for a minute, let’s watch it spin round instead of just chalking it round quietly in four places. I’ve never seen anything like it, it were just like an egg. What they’d done, these people that’d cast this wheel hadn’t the experience like they had in the old days, they’d cast it with a solid boss. What I mean by a solid boss, in the old days they used to put an inch of gap into the boss so’s when the wheel cooled the contraction ‘ud go into the gap of the boss and didn’t distort the rim and the teeth. Well, what had happened with it being a solid boss the arms had gone cold and dragged the rim in and it were like a blooming egg. You see they used to leave the outer rim in one piece and they split the boss and left an inch gap in it and then you used to fill that with lead afterwards, after you’d put the hoops on. They were hooped after you’d bored them and cut the keyways. What happened you see, when the molten metal went hard it contracted and didn’t pull the rim out of shape when the arms shortened, it just pulled the boss open a little bit more with it being split. But to cast it whole! Anyhow, we got P&R Jacksons to it and they were in a bit of a mess with this job. Me father says it doesn’t matter, you’ll have to make a new un. They couldn’t afford to make a new un, it’d bankrupt them, that were the excuse. So we turned the pinion true on the top of the teeth, but you couldn’t turn the bottom of the teeth you know. We took it back to them and they put it on their gear cutting machine and recut all the teeth till they were true in the bottom which is all wrong of course. (It’s all wrong because by recutting the teeth, Jacksons effectively reduced the pitch slightly, that is the distance between the centres of the teeth on the pitch diameter circle. If they had machined the jack wheel segments on the flywheel in the same way and reduced the distance between the centres of the second motion shaft and the flywheel shaft to regain perfect mesh all would have been well but by doing the pinion and not the jack wheel they had produced two gears of different pitch trying to mesh with each other.) It’s all wrong and if they’d made it machine cut in the first place it would never have happened. When we got it all together and started up you never heard such a noise in all your life. I’ll never forget it first time it went round, it were just like grinding a tool on an emery wheel, sparks coming out of the teeth. We chipped at that wheel every dinnertime for six months till I got that fed up of going every dinnertime, me and me mate, to chip it. We left the engineer with a load of chisels and a hand hammer and told him to chip it himself! He he he! It never did quieten, it were terrible. It ran like that for the rest of it’s days, very noisy. It were never a good job that flywheel, fly wheel itself were a good job but the gearing made ten times as much noise as it did originally through rotten teeth and it just ran on and on. It never gave any trouble as far as hot bearings or owt like that but the noise was terrible, you could hear it at the top of Burnley when it were running.”
1947. Newton Pickles and Leslie Green stood on the new casting for the second motion pinion at Bishop House Mill. This had just been delivered. It was cast by P R Jackson at Manchester and was out of truth.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Stanley: “I think I’ve heard someone say that. What we’re talking about now is a lost art. I know that people will say that there’s plenty of technology about nowadays to make things like that but the thing is that the technology isn’t available in ordinary foundries like it was then.”
Newton again, “It wasn’t available, it had gone. That period of gearing from the late 1800s to say about 1950 odd, the technique was there to make them wheels. If somebody had just rung me father up and asked him to go on and advise them there wouldn’t have been any problem making those wheels because he’d have just simply told ‘em, hey what you doing with that, make it with a split boss, you’ll have no joy if you make it whole. You see they’d got that used to making machine cut ones that didn’t need a split boss because they were machined all over before the teeth were cut. So they made a cast one, with cast teeth in it just the same way as they’d make one for machine cut teeth. That’s why I wanted to put machine cut gears in it. Victoria Mill at Earby had machine cut gears and they ran beautiful. But oh no, they wouldn’t, me father and the engineer and Teddy Wood from Proctor and Proctor, no they wouldn’t listen to me about putting machine cut gears on.
Then I had another flash in the pan wi’ ‘em. There were a mill in Rochdale somewhere that were steam turbine driven. A thousand horse turbine that had come to a standstill and I wanted to go and have a look at that. Anyhow we got as far as going to have a look at this turbine but no, it all fell through. When we came back, no, th’old do, let’s repair the old engine. But I were longing to have a do at putting that turbine in because I’d never had a do at one before. It were a two stage one, high and low pressure. It had run a spinning Mill at Rochdale, it were still in. We went to look at it and it were a bit on’t big side, I think it were 1500hp but they wanted about 900hp to run Bishop House comfortably. I said if you put that turbine in you could put a generator in and make all your own electric. There’d have been a fair amount of excavation to do in that engine house to put that turbine in, all the old beds would have had to come out and have a rebuild inside the house. No, they all talked about it, they had a director’s meeting, I didn’t go and it finished up we’d to repair the engine. There were one or two sheds locally driven with steam turbines, I’d one at Clitheroe run with a turbine, a single stage one and one before you get to Trawden, you know, where you turn down to the tram shed. You go down to Trawden in the bottom of the hill and there’s a village there Winewall, there was one on your left hand side, I went to that quite a lot. That was a turbine driven shop, Carr Manufacturing Company I think it was. They put an alternator on that turbine and took all the shafting down, took all the gearing out and we put all motors in the warehouse. It were a lovely job were that and they had a new roof put on the shed but then it didn’t run long before it had a sad end you know as usual.”
I asked Newton what was the best way to electrify a steam driven weaving shed. “The best way to electrify were to electrify the shafting unless you put new looms in because every mill you went to they were grumble, grumble, grumble about motors on these old looms were the weavers. They never seemed to run at the same speed two days together and th’old looms wanted to run at the same speed as you well know. There were nothing to beat an engine for weaving ordinary cotton because in bad weather they could just come into the engine house and say to you, just pull it down a bit, it’s frosty this morning and th’ends are snapping off and you could knock off a couple of revs. Then later, they’d come back and say it’s all right now and you could put it back to speed or vice versa. If they’d got some good stuff in they’d ask can we take it up one or two revs and then they can earn a bit more. You couldn’t do that wi’ electric motors, I don’t think electric motors on looms is any good only on automatics. Two things were deadly enemies in’t cotton trade in this area and that were electric motors on old looms and Uniflow Engines.”
I told Newton we were entering on dangerous territory here because many theoretical engineers have pointed out the benefits of the Uniflow engine.
“Dangerous territory, Aye! He he he! I’d better explain first what a Uniflow is. A Uniflow steam engine cylinder has two inlet valves at the top and it exhausts through ports midway down the bore, just like a two stroke engine but they are double acting, they steam from both ends in turn. (Through ports machined around the centre line which let the steam exhaust as soon as the piston passes them.) With a Uniflow, they run at terrible high compression, piston right up to the end of the cylinder, about a sixteenth of an inch clearance, very high superheat steam. (Because there is no conventional exhaust valve at the end of the cylinder, the compression starts to rise as soon as the piston passes the exhaust ports in the middle of the stroke.) When they start up they’re that efficient is a Uniflow you’ve to release the compression to get the bloody thing going for a start and if anybody listening to this tape ever heard a single cylinder gas engine run or a single cylinder diesel that’s how a Uniflow runs. Well you can just imagine that (cyclic irregularity) running down through the bevels on a lineshaft at starting and stopping times, thumping and banging when it tried to get over the compression at the centres and smashing bevel wheels. They used to tell me at Skipton, when I started going to one at Skipton, that they’d more new bevel wheels fitted than any other mill in Lancashire. That were Union Shed, they had a small Newton Bean and Mitchell Uniflow. The Uniflow engine banked most of the engine makers in this country because you’d to bore the cylinder barrel shaped to get it to run owing to the difference in expansion of metal in the cylinder between the ends and the centre. The ends were hotter than the centre in a Uniflow, never uniform heat. They found out eventually how to bore these cylinders barrel shaped, it’s a heck of job. They had to bore ‘em with a bar that had a sliding head which slid up a template and it followed this template and it bored it, I don’t know what they allowed, a sixteenth or an eighth of an inch bigger in the centre than at the ends. That was the only way they could get them to run on high superheat. Most of them ran at about 120/180 rpm and there was one at Burnley that were bought at the Wembley Exhibition that they reckoned was pretty good, pretty efficient. But I never come across a Uniflow that were any good direct driving a weaving shed. They may have been all right running an alternator and making electricity for running a mill but I never came across a Uniflow that had any efficiency about it at all. I used to go regularly to one at Holme Bridge near Huddersfield. The valve adjustment would be wrong, you could indicate it one day and it’d be perfectly all right, you could go to it the week after and it’d be all wrong again, all this expansion business and thump. It ‘ud thump like a steam hammer and just imagine all that superheat steam bashing into that cylinder, look at the bore of them, to get any power at all they had to be thirty inch bore were the cylinders ‘cause you’d no expansion, when that piston got to the centre that was it for that stroke. There were no such thing as lengthening your cut-off till it’d steam to the other end and give you more power. Your other end were leading before it had exhausted! They had cut off on ‘em but you couldn’t drive that engine on overload like we could say on yours at Bancroft, we could have driven that on until the cut-offs overlapped, past the centre of the cylinder. They couldn’t do that with a Uniflow, it blew straight down into the condenser.
They used to compound ‘em, what they did they used to make the high pressure cylinder a Uniflow and the low pressure orthodox with drop valves. So as it took the exhaust steam into the low pressure and that ran orthodox like a Corliss engine. They were no good, they were useless. All the engineering firms in the country had a bash at building ‘em. Roberts did and it nearly banked ‘em, they’d to scrap theirs. Burnley Ironworks made one, I think that went to India and that came back in buckets ready for going in the scrap furnace! Musgrave’s, it nearly put them out of business. There was a Belgian firm made a fair lot of success out of it at one time I believe but I never came across one of their engines. Newton Bean and Mitchell and Cole Marchant and Morley made one or two small ones. Now in the small ones I suppose they weren’t happen so bad but they were still no good for running gearing. No good at all.”
Newton again, “It wasn’t available, it had gone. That period of gearing from the late 1800s to say about 1950 odd, the technique was there to make them wheels. If somebody had just rung me father up and asked him to go on and advise them there wouldn’t have been any problem making those wheels because he’d have just simply told ‘em, hey what you doing with that, make it with a split boss, you’ll have no joy if you make it whole. You see they’d got that used to making machine cut ones that didn’t need a split boss because they were machined all over before the teeth were cut. So they made a cast one, with cast teeth in it just the same way as they’d make one for machine cut teeth. That’s why I wanted to put machine cut gears in it. Victoria Mill at Earby had machine cut gears and they ran beautiful. But oh no, they wouldn’t, me father and the engineer and Teddy Wood from Proctor and Proctor, no they wouldn’t listen to me about putting machine cut gears on.
Then I had another flash in the pan wi’ ‘em. There were a mill in Rochdale somewhere that were steam turbine driven. A thousand horse turbine that had come to a standstill and I wanted to go and have a look at that. Anyhow we got as far as going to have a look at this turbine but no, it all fell through. When we came back, no, th’old do, let’s repair the old engine. But I were longing to have a do at putting that turbine in because I’d never had a do at one before. It were a two stage one, high and low pressure. It had run a spinning Mill at Rochdale, it were still in. We went to look at it and it were a bit on’t big side, I think it were 1500hp but they wanted about 900hp to run Bishop House comfortably. I said if you put that turbine in you could put a generator in and make all your own electric. There’d have been a fair amount of excavation to do in that engine house to put that turbine in, all the old beds would have had to come out and have a rebuild inside the house. No, they all talked about it, they had a director’s meeting, I didn’t go and it finished up we’d to repair the engine. There were one or two sheds locally driven with steam turbines, I’d one at Clitheroe run with a turbine, a single stage one and one before you get to Trawden, you know, where you turn down to the tram shed. You go down to Trawden in the bottom of the hill and there’s a village there Winewall, there was one on your left hand side, I went to that quite a lot. That was a turbine driven shop, Carr Manufacturing Company I think it was. They put an alternator on that turbine and took all the shafting down, took all the gearing out and we put all motors in the warehouse. It were a lovely job were that and they had a new roof put on the shed but then it didn’t run long before it had a sad end you know as usual.”
I asked Newton what was the best way to electrify a steam driven weaving shed. “The best way to electrify were to electrify the shafting unless you put new looms in because every mill you went to they were grumble, grumble, grumble about motors on these old looms were the weavers. They never seemed to run at the same speed two days together and th’old looms wanted to run at the same speed as you well know. There were nothing to beat an engine for weaving ordinary cotton because in bad weather they could just come into the engine house and say to you, just pull it down a bit, it’s frosty this morning and th’ends are snapping off and you could knock off a couple of revs. Then later, they’d come back and say it’s all right now and you could put it back to speed or vice versa. If they’d got some good stuff in they’d ask can we take it up one or two revs and then they can earn a bit more. You couldn’t do that wi’ electric motors, I don’t think electric motors on looms is any good only on automatics. Two things were deadly enemies in’t cotton trade in this area and that were electric motors on old looms and Uniflow Engines.”
I told Newton we were entering on dangerous territory here because many theoretical engineers have pointed out the benefits of the Uniflow engine.
“Dangerous territory, Aye! He he he! I’d better explain first what a Uniflow is. A Uniflow steam engine cylinder has two inlet valves at the top and it exhausts through ports midway down the bore, just like a two stroke engine but they are double acting, they steam from both ends in turn. (Through ports machined around the centre line which let the steam exhaust as soon as the piston passes them.) With a Uniflow, they run at terrible high compression, piston right up to the end of the cylinder, about a sixteenth of an inch clearance, very high superheat steam. (Because there is no conventional exhaust valve at the end of the cylinder, the compression starts to rise as soon as the piston passes the exhaust ports in the middle of the stroke.) When they start up they’re that efficient is a Uniflow you’ve to release the compression to get the bloody thing going for a start and if anybody listening to this tape ever heard a single cylinder gas engine run or a single cylinder diesel that’s how a Uniflow runs. Well you can just imagine that (cyclic irregularity) running down through the bevels on a lineshaft at starting and stopping times, thumping and banging when it tried to get over the compression at the centres and smashing bevel wheels. They used to tell me at Skipton, when I started going to one at Skipton, that they’d more new bevel wheels fitted than any other mill in Lancashire. That were Union Shed, they had a small Newton Bean and Mitchell Uniflow. The Uniflow engine banked most of the engine makers in this country because you’d to bore the cylinder barrel shaped to get it to run owing to the difference in expansion of metal in the cylinder between the ends and the centre. The ends were hotter than the centre in a Uniflow, never uniform heat. They found out eventually how to bore these cylinders barrel shaped, it’s a heck of job. They had to bore ‘em with a bar that had a sliding head which slid up a template and it followed this template and it bored it, I don’t know what they allowed, a sixteenth or an eighth of an inch bigger in the centre than at the ends. That was the only way they could get them to run on high superheat. Most of them ran at about 120/180 rpm and there was one at Burnley that were bought at the Wembley Exhibition that they reckoned was pretty good, pretty efficient. But I never come across a Uniflow that were any good direct driving a weaving shed. They may have been all right running an alternator and making electricity for running a mill but I never came across a Uniflow that had any efficiency about it at all. I used to go regularly to one at Holme Bridge near Huddersfield. The valve adjustment would be wrong, you could indicate it one day and it’d be perfectly all right, you could go to it the week after and it’d be all wrong again, all this expansion business and thump. It ‘ud thump like a steam hammer and just imagine all that superheat steam bashing into that cylinder, look at the bore of them, to get any power at all they had to be thirty inch bore were the cylinders ‘cause you’d no expansion, when that piston got to the centre that was it for that stroke. There were no such thing as lengthening your cut-off till it’d steam to the other end and give you more power. Your other end were leading before it had exhausted! They had cut off on ‘em but you couldn’t drive that engine on overload like we could say on yours at Bancroft, we could have driven that on until the cut-offs overlapped, past the centre of the cylinder. They couldn’t do that with a Uniflow, it blew straight down into the condenser.
They used to compound ‘em, what they did they used to make the high pressure cylinder a Uniflow and the low pressure orthodox with drop valves. So as it took the exhaust steam into the low pressure and that ran orthodox like a Corliss engine. They were no good, they were useless. All the engineering firms in the country had a bash at building ‘em. Roberts did and it nearly banked ‘em, they’d to scrap theirs. Burnley Ironworks made one, I think that went to India and that came back in buckets ready for going in the scrap furnace! Musgrave’s, it nearly put them out of business. There was a Belgian firm made a fair lot of success out of it at one time I believe but I never came across one of their engines. Newton Bean and Mitchell and Cole Marchant and Morley made one or two small ones. Now in the small ones I suppose they weren’t happen so bad but they were still no good for running gearing. No good at all.”
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Re: STEAM ENGINES AND WATERWHEELS
Slightly off piste and into a subject I know very little about but I was once told that the Colne Rd area of Burnley ie: Bishop House Mill etc: was one of the last areas to move from DC electric to AC. The initial DC installation to drive the trams. Converter substations to AC being built to meet local domestic demand. This raises the question whether the need for mills to install their own generators was because of the limited power supply.
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
In the early days yes P. For the same reason many made their own gas for lighting. In later days it was done because it was cheaper to install and run. Remember also that the main use was lighting as most machinery was still shaft driven.
Stanley: “There’s another thing I’d like to ask you while I’ve got it in me head which you and I have talked about many a time, about theorists telling us what we ought to do and when you try it in practice it’s no bloody good. Now theoretically, it’s a marvellous thing to run an engine without a condenser and use the exhaust for process steam or heating.”
Newton: “It’s a waste of bloody time and money. We’d only one experience and that was at Dobson’s Dairy here in Barlick. Dobson’s Dairies, a little Hick Hargreaves compound and they decided that they wanted it bleeding. They’d read these technical books or some expert had been talking to the bosses and they wanted this engine bleeding and could we please take the steam from the low pressure after it finished in there and put it round the processing plant where they made the dried feed for cattle. These drawings came from somewhere so we did all this job and it cost a fortune. We altered all the pipes, disconnected them from the condenser and took it all the exhaust steam down to this processing plant through an eight inch pipe. Put all new slide valves in, specially made ones that ‘ud fit under the engine and then we get it going one Saturday morning. They tried and of course I came out because I knew it ‘ud be no damned good, you’d no vacuum, we’d only be drawing about ten inches of vacuum on the vacuum gauge when it were pulling back from the milk preparation plant. The engine were struggling and the Corliss gear on the high pressure cylinder were open about twice as wide as it ever had done before and of course that’s coal going up your boiler flue! About twice as much coal. Anyhow, I left it at that but on the Sunday they came down for me, would I go up there and have a look at it. What had happened they’d got a bit wrong with all these slide valves and they’d got one open and the other one shut. The air pump drew milk out of the preparation plant and it got into the boiler feed and filled the bloody boiler! When I got there the boiler were full of milk up to the junction valve! You never saw such a mess in all your life, everything were full of dried milk crust. So I suggested they did away with the plant for making cattle food, they could make it in the boiler no bother! We couldn’t get the manhole lid open at the bottom, we’d to knock it in wi’ a bloody tup! There were two feet of dried milk in the bottom of the boiler you’ve never seen owt like it in your life. High and low water valve float were about two foot thick! It took us two days to get that lot cleared out so that was the end of that they never used it any more. The slide valves were shut, the hand wheels taken off and they never used it any more. The fireman told me he’d burned about ten ton more coal in two days than what he’d been burning before and he was burning plenty before. He were making steam for the engine which were taking twice as much steam to run the place and it had a fair lot of load on at the time. They never used it any more. They talk about bleeding these Belliss and Morcoms you know, there’s a lot of it done. They run this exhaust steam from between the high and the low pressure cylinders through calorifiers for heating water or a bit of steam heating or something like that but Belliss only recommend taking about two or three pounds you know so you might as well not bother because it’s no damn good unless you only want the water aired. It’s all right off a turbine because that’s a different job altogether. A turbine’s only a casing full of steam when all’s said and done isn’t it, it’s only blowing a fan round. I’m not a turbine man, and I’m not reckoning to be, but I should still think you’d be better off with using your vacuum than what you are breaking it to borrow steam. The more vacuum you have the more efficient you’re running because that’s the bit God gives you for nowt is your vacuum.”
I know that much of what Newton says here about Uniflow engines and bleeding steam off the exhaust for process and heat will be regarded as heresy by many engineers. All I can say on the subject is that it may be significant that the last steam engines to survive in a commercial setting in any quantity were the tandem and cross compounds running on saturated steam at about 160psi and all the vacuum they could get. I don’t count high speed enclosed engines like Belliss and Morcom or turbines. I quite like the principles of them. If nothing else, Newton’s experience working on the engines is worth something and I am with him on this.
Years before I met Newton, when I was driving milk tankers for West Marton Dairy, I came across a similar problem at Settle Creamery. This was a new plant built by Clover Dairies from Hull and like all new plants they had their share of teething troubles. In those days we used to wash the tanks on the wagons out by getting in with a bucket of detergent, a long brush and a hosepipe. I was washing the tank one day and didn’t seem to be making any progress. When I got near the manhole where the light was better I found out why, the hosepipe was delivering a mixture of milk and water. I alerted the staff and when they went to investigate they found that the rubber diaphragm in a Saunder’s valve which controlled a permanent cold water connection into the main line of the evaporated milk plant had failed. It was allowing milk from the plant to be forced back into the water system which also fed the tank on the boiler house which held the feed water for the boiler. You’ve guessed it! The boiler was full of milk and water and it was very serious because it was a high performance multi-tube boiler that was far less tolerant of contamination than a Lancashire boiler. I think they were shut down for about a week.
Stanley: “There’s another thing I’d like to ask you while I’ve got it in me head which you and I have talked about many a time, about theorists telling us what we ought to do and when you try it in practice it’s no bloody good. Now theoretically, it’s a marvellous thing to run an engine without a condenser and use the exhaust for process steam or heating.”
Newton: “It’s a waste of bloody time and money. We’d only one experience and that was at Dobson’s Dairy here in Barlick. Dobson’s Dairies, a little Hick Hargreaves compound and they decided that they wanted it bleeding. They’d read these technical books or some expert had been talking to the bosses and they wanted this engine bleeding and could we please take the steam from the low pressure after it finished in there and put it round the processing plant where they made the dried feed for cattle. These drawings came from somewhere so we did all this job and it cost a fortune. We altered all the pipes, disconnected them from the condenser and took it all the exhaust steam down to this processing plant through an eight inch pipe. Put all new slide valves in, specially made ones that ‘ud fit under the engine and then we get it going one Saturday morning. They tried and of course I came out because I knew it ‘ud be no damned good, you’d no vacuum, we’d only be drawing about ten inches of vacuum on the vacuum gauge when it were pulling back from the milk preparation plant. The engine were struggling and the Corliss gear on the high pressure cylinder were open about twice as wide as it ever had done before and of course that’s coal going up your boiler flue! About twice as much coal. Anyhow, I left it at that but on the Sunday they came down for me, would I go up there and have a look at it. What had happened they’d got a bit wrong with all these slide valves and they’d got one open and the other one shut. The air pump drew milk out of the preparation plant and it got into the boiler feed and filled the bloody boiler! When I got there the boiler were full of milk up to the junction valve! You never saw such a mess in all your life, everything were full of dried milk crust. So I suggested they did away with the plant for making cattle food, they could make it in the boiler no bother! We couldn’t get the manhole lid open at the bottom, we’d to knock it in wi’ a bloody tup! There were two feet of dried milk in the bottom of the boiler you’ve never seen owt like it in your life. High and low water valve float were about two foot thick! It took us two days to get that lot cleared out so that was the end of that they never used it any more. The slide valves were shut, the hand wheels taken off and they never used it any more. The fireman told me he’d burned about ten ton more coal in two days than what he’d been burning before and he was burning plenty before. He were making steam for the engine which were taking twice as much steam to run the place and it had a fair lot of load on at the time. They never used it any more. They talk about bleeding these Belliss and Morcoms you know, there’s a lot of it done. They run this exhaust steam from between the high and the low pressure cylinders through calorifiers for heating water or a bit of steam heating or something like that but Belliss only recommend taking about two or three pounds you know so you might as well not bother because it’s no damn good unless you only want the water aired. It’s all right off a turbine because that’s a different job altogether. A turbine’s only a casing full of steam when all’s said and done isn’t it, it’s only blowing a fan round. I’m not a turbine man, and I’m not reckoning to be, but I should still think you’d be better off with using your vacuum than what you are breaking it to borrow steam. The more vacuum you have the more efficient you’re running because that’s the bit God gives you for nowt is your vacuum.”
I know that much of what Newton says here about Uniflow engines and bleeding steam off the exhaust for process and heat will be regarded as heresy by many engineers. All I can say on the subject is that it may be significant that the last steam engines to survive in a commercial setting in any quantity were the tandem and cross compounds running on saturated steam at about 160psi and all the vacuum they could get. I don’t count high speed enclosed engines like Belliss and Morcom or turbines. I quite like the principles of them. If nothing else, Newton’s experience working on the engines is worth something and I am with him on this.
Years before I met Newton, when I was driving milk tankers for West Marton Dairy, I came across a similar problem at Settle Creamery. This was a new plant built by Clover Dairies from Hull and like all new plants they had their share of teething troubles. In those days we used to wash the tanks on the wagons out by getting in with a bucket of detergent, a long brush and a hosepipe. I was washing the tank one day and didn’t seem to be making any progress. When I got near the manhole where the light was better I found out why, the hosepipe was delivering a mixture of milk and water. I alerted the staff and when they went to investigate they found that the rubber diaphragm in a Saunder’s valve which controlled a permanent cold water connection into the main line of the evaporated milk plant had failed. It was allowing milk from the plant to be forced back into the water system which also fed the tank on the boiler house which held the feed water for the boiler. You’ve guessed it! The boiler was full of milk and water and it was very serious because it was a high performance multi-tube boiler that was far less tolerant of contamination than a Lancashire boiler. I think they were shut down for about a week.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 32: THE WATERWORKS AT WHITEMOOR
Henry Brown and Sons were the maintenance source for much more than the mills. They were called in when anything mechanical had to be done and one of their regular customers was the local council who at that time owned the water and gas works. We had started off on the waterworks and then I asked Newton about pictures of spur wheels being turned at Wellhouse shop, there was more than one and I was getting confused which was which. I asked him about a picture of a double helical gear.
“No, the waterworks gear that smashed in bits was that narrow one, it’s on the faceplate of the old lathe we haven’t got now, about six foot six in diameter and I should say about seven inches wide. The double helical one would be either John Grey’s at Livingstone or it’d be Pendle Street Mill. A thousand to one it’d be Pendle Street. Oh it were a big un were Pendle Street and it’d be six feet diameter and above a foot wide, I think they were about three and a half inches pitch them teeth, second motion shaft broke off inside the first bearing. The one I told you about the other day was for the water works. I’ll start at the beginning.
The biggest job I ever had on me own before t’war (1939) were up at the waterworks. I’d always worked at t’waterworks for Dick (Wilfred Dixon), I’d run the engines, fired the boilers, done the bearings up on the bore hole pumps and the crank shaft bearings on the big pumps. I’d done ‘em for years, it were my job were that. Now in 1939, they had a big pile-up. A bucket came off one of the low well pumps which are 96 ft down. As it jammed it broke the spur wheel which were six feet diameter and eight inches wide. It twisted the engine crank shaft and bent it and it bent the crank shaft that worked the pumps, this was six or six and a half inches diameter in the journals. There were a pair of flange couplings on about three feet in diameter with six bolts in and two and a half inch keys and it twisted them half way round the bloody shaft when it jammed. It were a Timkins engine on the shallow well, about fifteen inch bore and two foot stroke and they ran it to a very fair speed because it were very low geared and it didn’t half do some damage. The engine were unusual because it had Meyer cut-off gear on it, they never used it but it was there. It smashed the spur wheel into pieces. Me and Bob (Fort) carried all the bits outside and there weren’t one piece we couldn’t lift by hand and that wheel when it were bolted together weighed over two tons. I got that job and me and Bob went up to it, father ordered the spur wheel, Roberts cast that (William Roberts, Phoenix Foundry, Nelson) and we machined it. It were the biggest thing I’d ever turned up to then were that, five feet had been the limit you know more or less and me dad just left me to it. It took us five weeks to get the bucket out without damaging the bore down in the well. We used two inch diameter draw bolts and girders across the top trying to pull it up. Now these buckets were constructed rather foolishly in my idea, to be working so far down, they were fourteen inches in diameter and ten inches deep. In the middle of it there were a bronze bucket and then on the outside they had a wrought iron ring and this was bored tapered and it fit on the bronze bucket and it had a nut underneath. I don’t know what their idea were of making it tapered but what had happened, they used to take these buckets out every two years themselves for inspection. They used to pull the rods up, look at the buckets and put them back. If the buckets wanted repairing they used to bring them to the shop and we used to put new outer rings on and then send them back. Well, what they’d done they’d taken them out that often and there was nothing wrong with them that they’d got slack and run ‘em for four years. What had happened, one of the taper rings had rusted thin and split and of course when the bucket went down the ring stopped in the bore didn’t it. The bucket expanded it just like a an expanding mandrel and jammed it solid. It took me and Bob a five weeks to get cleared up and move that bucket and when we did move it we had a lot of tension on. Me dad borrowed a hydraulic jack off Roberts for us and we had that and all the draw bolts and girders on the well top just like you’d draw an ordinary wheel off a shaft, but it were ninety six feet down. It went one afternoon and all us tackle jumped up in the air about ten feet with the tension we had on. It’s a good job we weren’t hanging over it when it went. We’d a big spanner on with a ten foot pipe on it and we were walking round like a blooming horse on a mill tightening these draw bolts and pumping the jack and it went! They jumped about ten foot did them girders with the stretch we had on the rods. They were steel rods and we’d elongated all the bolt holes to twice the diameter of the bolts, we had all them to renew when we put it back. I’d be there altogether about six months.”
I asked Newton how he knew exactly what was wrong.
“I went down the well and took the clack box lids off so I could get inside and have a look with a light. The well was eight feet in diameter and it’s 96 feet deep then of course you’ve got a 300ft borehole next to it as well. Now how did I get down, they kept the 300ft bore hole pump running 24 hours a day to keep the Low well empty, the head of the well, we kept that empty and I went down there. One particular day when we were putting it back together I’d been down all morning and it got to dinner time and they shouted down are you coming up for dinner? I said I’d stop down, I’d got the valves back in and there was only the lids to get back on. It was a hell of a big lid, I should say it’d be four foot be two foot and I had it on another jinny (Set of lifting tackle.) I was on one jinny which was a small one in a bosun’s chair and I had a signal rope that I used to pull once for ‘up’, twice for ‘down’ and three times for get me up quick! I wanted a different spanner of some sort and I shouted but they couldn’t hear me so they stopped the 300ft bore hole pump and I’ve never been as scared in me blinking life. In the bottom of the well there were bits of rock juts up you know and I used to get off me bosun’s chair and stand on them. All at once the water started boiling up between these bloody rocks and I was never as scared in me bloody life. I screamed out and I heard the labourer, Henry, he came from the gasworks and he stuttered, I heard him shout “Get the bl…bloody engine running, he’s going to be drowned!” The water got up to me chest and I were trying to climb up a two foot pipe, the big delivery pipe off the pumps. Anyway, they got the engine running and it held it and then it went down. Of course, they’d to bring me up then, I were bloody wet through, I had to go home and get changed. But by gum, I’ve never been as frightened, silliest trick in’t world to stop that engine.
We straightened the crankshaft and we filled the key ways up and planed new keyways in the shaft which I told you was twisted half a turn round and we made a new short shaft from the end of the crank to the wall. We straightened the crankshaft in the shafting lathe, red hot and with two jacks under it. It were five and a half or six inch in diameter about ten foot long with two cranks on. It were forged just like a loom crank but about ten times as big with round jigs (Curved sets between the forging hammer and the shaft to make it roughly round.) and it were only turned on the crank pins and the journals where the bearings were. Beautifully forged it were, bent like a loom crank if you can picture one of them, a round bar loom crank. Say about ten times as big. It had been forged out of a straight bar of mild steel in a press, probably a home made press. Then we made a new short shaft for the wall because it were too short to straighten it. We put a new set of couplings on and all.
Henry Brown and Sons were the maintenance source for much more than the mills. They were called in when anything mechanical had to be done and one of their regular customers was the local council who at that time owned the water and gas works. We had started off on the waterworks and then I asked Newton about pictures of spur wheels being turned at Wellhouse shop, there was more than one and I was getting confused which was which. I asked him about a picture of a double helical gear.
“No, the waterworks gear that smashed in bits was that narrow one, it’s on the faceplate of the old lathe we haven’t got now, about six foot six in diameter and I should say about seven inches wide. The double helical one would be either John Grey’s at Livingstone or it’d be Pendle Street Mill. A thousand to one it’d be Pendle Street. Oh it were a big un were Pendle Street and it’d be six feet diameter and above a foot wide, I think they were about three and a half inches pitch them teeth, second motion shaft broke off inside the first bearing. The one I told you about the other day was for the water works. I’ll start at the beginning.
The biggest job I ever had on me own before t’war (1939) were up at the waterworks. I’d always worked at t’waterworks for Dick (Wilfred Dixon), I’d run the engines, fired the boilers, done the bearings up on the bore hole pumps and the crank shaft bearings on the big pumps. I’d done ‘em for years, it were my job were that. Now in 1939, they had a big pile-up. A bucket came off one of the low well pumps which are 96 ft down. As it jammed it broke the spur wheel which were six feet diameter and eight inches wide. It twisted the engine crank shaft and bent it and it bent the crank shaft that worked the pumps, this was six or six and a half inches diameter in the journals. There were a pair of flange couplings on about three feet in diameter with six bolts in and two and a half inch keys and it twisted them half way round the bloody shaft when it jammed. It were a Timkins engine on the shallow well, about fifteen inch bore and two foot stroke and they ran it to a very fair speed because it were very low geared and it didn’t half do some damage. The engine were unusual because it had Meyer cut-off gear on it, they never used it but it was there. It smashed the spur wheel into pieces. Me and Bob (Fort) carried all the bits outside and there weren’t one piece we couldn’t lift by hand and that wheel when it were bolted together weighed over two tons. I got that job and me and Bob went up to it, father ordered the spur wheel, Roberts cast that (William Roberts, Phoenix Foundry, Nelson) and we machined it. It were the biggest thing I’d ever turned up to then were that, five feet had been the limit you know more or less and me dad just left me to it. It took us five weeks to get the bucket out without damaging the bore down in the well. We used two inch diameter draw bolts and girders across the top trying to pull it up. Now these buckets were constructed rather foolishly in my idea, to be working so far down, they were fourteen inches in diameter and ten inches deep. In the middle of it there were a bronze bucket and then on the outside they had a wrought iron ring and this was bored tapered and it fit on the bronze bucket and it had a nut underneath. I don’t know what their idea were of making it tapered but what had happened, they used to take these buckets out every two years themselves for inspection. They used to pull the rods up, look at the buckets and put them back. If the buckets wanted repairing they used to bring them to the shop and we used to put new outer rings on and then send them back. Well, what they’d done they’d taken them out that often and there was nothing wrong with them that they’d got slack and run ‘em for four years. What had happened, one of the taper rings had rusted thin and split and of course when the bucket went down the ring stopped in the bore didn’t it. The bucket expanded it just like a an expanding mandrel and jammed it solid. It took me and Bob a five weeks to get cleared up and move that bucket and when we did move it we had a lot of tension on. Me dad borrowed a hydraulic jack off Roberts for us and we had that and all the draw bolts and girders on the well top just like you’d draw an ordinary wheel off a shaft, but it were ninety six feet down. It went one afternoon and all us tackle jumped up in the air about ten feet with the tension we had on. It’s a good job we weren’t hanging over it when it went. We’d a big spanner on with a ten foot pipe on it and we were walking round like a blooming horse on a mill tightening these draw bolts and pumping the jack and it went! They jumped about ten foot did them girders with the stretch we had on the rods. They were steel rods and we’d elongated all the bolt holes to twice the diameter of the bolts, we had all them to renew when we put it back. I’d be there altogether about six months.”
I asked Newton how he knew exactly what was wrong.
“I went down the well and took the clack box lids off so I could get inside and have a look with a light. The well was eight feet in diameter and it’s 96 feet deep then of course you’ve got a 300ft borehole next to it as well. Now how did I get down, they kept the 300ft bore hole pump running 24 hours a day to keep the Low well empty, the head of the well, we kept that empty and I went down there. One particular day when we were putting it back together I’d been down all morning and it got to dinner time and they shouted down are you coming up for dinner? I said I’d stop down, I’d got the valves back in and there was only the lids to get back on. It was a hell of a big lid, I should say it’d be four foot be two foot and I had it on another jinny (Set of lifting tackle.) I was on one jinny which was a small one in a bosun’s chair and I had a signal rope that I used to pull once for ‘up’, twice for ‘down’ and three times for get me up quick! I wanted a different spanner of some sort and I shouted but they couldn’t hear me so they stopped the 300ft bore hole pump and I’ve never been as scared in me blinking life. In the bottom of the well there were bits of rock juts up you know and I used to get off me bosun’s chair and stand on them. All at once the water started boiling up between these bloody rocks and I was never as scared in me bloody life. I screamed out and I heard the labourer, Henry, he came from the gasworks and he stuttered, I heard him shout “Get the bl…bloody engine running, he’s going to be drowned!” The water got up to me chest and I were trying to climb up a two foot pipe, the big delivery pipe off the pumps. Anyway, they got the engine running and it held it and then it went down. Of course, they’d to bring me up then, I were bloody wet through, I had to go home and get changed. But by gum, I’ve never been as frightened, silliest trick in’t world to stop that engine.
We straightened the crankshaft and we filled the key ways up and planed new keyways in the shaft which I told you was twisted half a turn round and we made a new short shaft from the end of the crank to the wall. We straightened the crankshaft in the shafting lathe, red hot and with two jacks under it. It were five and a half or six inch in diameter about ten foot long with two cranks on. It were forged just like a loom crank but about ten times as big with round jigs (Curved sets between the forging hammer and the shaft to make it roughly round.) and it were only turned on the crank pins and the journals where the bearings were. Beautifully forged it were, bent like a loom crank if you can picture one of them, a round bar loom crank. Say about ten times as big. It had been forged out of a straight bar of mild steel in a press, probably a home made press. Then we made a new short shaft for the wall because it were too short to straighten it. We put a new set of couplings on and all.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
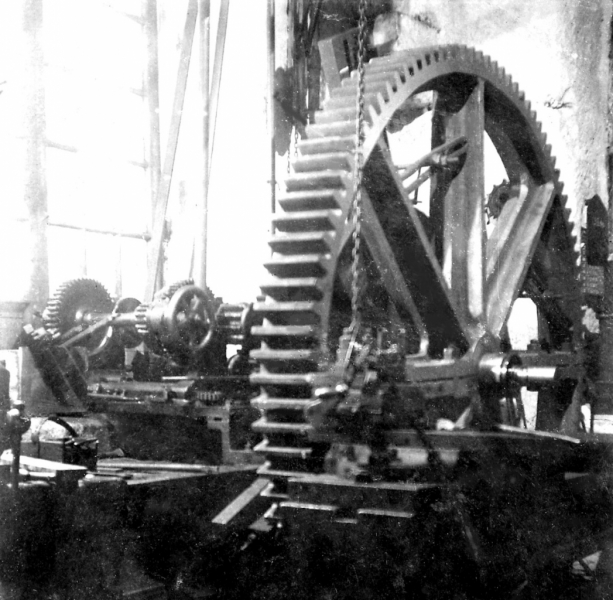
The Whitemoor jack wheel on the lathe in Wellhouse Shop in October 1939.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Sorry about the glitch yesterday lads.... The server had a brain fart. I have put it right!
Now this spur wheel, we got it all together and it were the same month as I was married, middle of August 1939. We get this spur wheel on and I got it in gear and set it where we had had it before. We set the pedestals, we didn’t put bolts in the coupling. I said to Bob, we’ll just wind th’engine round now and it went round about a quarter of a turn and jammed. I says there’s something radically wrong here! Wind it round the other way so we wound it round the wrong way, I barred th’engine back, it had a barring rack in the wall and a round backed bar to pinch it through the flywheel arms. We barred it back and it went about three quarters of a turn backwards way before it jammed again. Then I chalked across the teeth where it had gone to and we barred it round again the right way until it jammed and then marked the teeth again in that position. This left a segment of about sixteen teeth where it wouldn’t come through. So we barred it back to where we could see it and we just stood in front of it, I says to Bob, My God, look at ‘em! All the teeth were stepping up, sixteen of them. So I rang me father up and he came up, took one look at it and said this wheel’s no good Newton. We’d never noticed it when it was in the lathe you know but there were one period when me father says to me it looks as though it’s leaning over does that wheel Newton. Well I says, no blooming wonder the weight that’s on that faceplate, it’s only a four-inch spindle in it! (Just as a matter of interest, Newton once said to me while he was watching me turning something at home “Me dad always said that once the workpiece is a bigger diameter than the spindle you’re losing accuracy” I have never forgotten that because when you think about it he’s right. The old lathe he was talking about was certainly struggling) He said it’s springing a long way then, keep away from it. That must have been what he had seen, them teeth out of square when it was going round. Anyway he rang Roberts up and they sent a man on to have a look at it. There weren’t many words said and they went away and I carried on with what I had to do, I’d still to couple up down the bottom of the well. Me father came up one morning and said come on, take me to Nelson we’ve to go and see Arthur Roberts. When we got to see Arthur Roberts he wouldn’t believe us, he said they never made any wheels like that. Me father says, you’ve made one yonder! He wouldn’t believe us because his foreman had come to look at it you know and Arthur wouldn’t believe that them teeth were like that. Well he says, if we can’t do sommat with that wheel it’ll finish us. They hadn’t been busy for a long, long while and if they had another to make at the price that was… Well, me father says, we can do sommat wi’ it, we can chip them teeth, there’s nobody going to bother about it as long as the wheel goes round and doesn’t make too much noise. He were a bit of an autocratic man were Arthur Roberts and he says, oh well, get them chipped Johnny! Me father says my lads aren’t chipping them teeth, you made the bloody wheel you mun chip it. He were getting a bit annoyed about the job, no he says, my two aren’t chipping that when they’ve other work to do an all so thy man mun chip it. All right says Arthur we’ll send someone on. Well the day after an old chap landed, a thin old chap he were about sixty years old. He gets sat down and starts chipping, he chipped all day and he’d done about one. Well I reckoned it up, that’s sixteen days for sixteen teeth if he comes on Sunday! I said to Bob, get t’chisels sharpened, let’s get started. So we shoved him off his buffet and got t’square across, you know from’t machined face, drew lines across and we started and we soon had ‘em off. He did a bit and we did a lot and within two or three days we had ‘em all chipped and it were going through. It didn’t growl in that one position you know, it were a reight good job and it never ailed owt no more.”
Stanley: “When you talk about this a lot of people nowadays won’t realise that going back into the old days, working with materials like cast iron and wrought iron, the techniques were very similar to woodworking in many ways. If you had a big keyway to cut out you just got a chisel and you chopped it out.”
“Oh, it was all hand work and these new alloy steel chisels are useless. If you took one of them to an old fitter he’d throw it at you. They’re bloody useless, he’d say I can’t chip wi’ a shovel! They don’t know how to draw one out for a start, you see they try to make them so as they last longer don’t they but we never did, we got a chisel and it had to be sharp and it cut till you took it back to the blacksmith and got it drawn out again. It didn’t matter if it broke, you’d say now then Harold, to t’blacksmith, that only stood up about half an hour and he’d say reight, we’ll run ‘em a bit further this time. There were a big variation in steel but we used to have ‘em right down to a feather edge. And you could chip away all day. They were all made of cast tool steel but even then it varied a lot did t’steel. You could harden steel to a certain colour off one bar and harden next bar the same and one ud go for hours and hours and t’next un ud happen break on the second blow. It were an art were that but you’d find out by trial and error, if it were a brittle bar you ran ‘em off a bit deeper blue.” (Newton is talking about hardening and tempering steel. On the second heat to temper the tool the colour of the metal told you how hard it was, from straw which was very brittle to dark blue which was softer but less likely to shatter.)
Stanley: “Yes, I have a set at home that I had made out of an old rock drill from the quarry. Jimmy Thompson made ‘em for me at Marton and by heck, them’s good chisels, drawn reight down”. (They were so good that Jimmy kept two out of the four he made out of the bar for himself. His test of a chisel was to see if they would cut the foot of the anvil which was solid Swedish steel and not steel faced like an English anvil. All those out of the drill passed with flying colours.)
“We got the wheel straightened out and running and that was the end of that job, it never ailed anything no more all the rest of its life. We did a fair bit at the waterworks, we were allus there. He used to ring up did Wilfred Dixon and say send Newton up to take t’crank pins up on’t crankshaft. Least bit of a tap or a squelch and he’d want us to take a few thou off the joints, they were marine ends were them. There were two engines in there. There were a Timkins engine that were put in when them wells were sunk, at far side, it were that one that stripped the spur wheel. It ran the shallow well and had a governor on with a Stephenson’s link for the cut off and two eccentrics (Meyer cut-off gear). The other one were a Burnley Ironworks and it were a bonny engine, a very simple engine like your tape engine up at Bancroft but bigger of course. That were put in at t’other side to run the deep well pump which were three hundred and odd feet deep. But when they found out like, eh, that engine’s close to that well, why not put a clutch on there. So I think me father did that job in the early days, they lengthened the shaft and put a clutch in so they could run both low well, which were ninety odd feet deep and the deep well, or bore hole you see. Well that engine would run ‘em both. It were the Burnley Ironworks they stopped while I were down the well, when the water started boiling through them rocks, I can see it now I can tell you. Have you ever tried to climb up a two foot pipe with scabs and carbuncles on and big flanges? Grief, I were scared aye.”
Newton was always prone to a bad chest if he got a cold after that incident and years later his doctor told him that it was Legionnaire’s Disease quite possibly contracted down the well but nobody knew about it at the time.
Newton again, “In my time, as well as the two steam engines in the top shop they had a big National Gas engine about forty horse power for running the top deep well pump, in’t spare engine house up at t’top. I think that were put in after the Great War and that were three hundred and odd feet deep. The National engine were run off a suction plant. In those days it belonged to the Local Council like the gasworks. I think if you go up to Letcliffe Park you’ll find cores with some dates on. I can’t remember what it were when the bore hole was sunk at the back, that were three hundred and odd feet deep. Aye, t’cores that come out of the top deep bore hole, it’s a big hole is that top one, I think it’s about fourteen inch in diameter. (The cores are there in the park to this day.)
I’ve had t’buckets out of that some stock o’ times and the rods, you pull them up for ever. I had ‘em up twice about ten years ago. I’d been running your engine for George Bleasdale for nine week and I went straight up from there to the waterworks to pull t’bore hole rods up and one broke. And by gum we were lucky to catch it the first time, it broke about half way down and we noosed it the first do wi’t wire sling and noose and grabbed it. You know you can frig about, you can’t see owt and t’bore holes full of water you know, up t’tube, nearly to t’top if it’s been a wet season and I grabbed it t’first time, we were lucky. We pulled it out and replaced two bad rods. It had to come from Liverpool had t’timber to make the rods on. We put it all back together and it ran one summer out and part of one winter and then one morning they came for me, would I go it wouldn’t pump and it were a funny job. When I got up there they wouldn’t start it up to see why it wouldn’t pump. They’d been running all morning they said and it wouldn’t pump but they said we don’t want to run it again there might be another rod broken. I said them rods were sound what we put back down. Anyhow, me and Bob and Jimmy, we pulled ‘em all out again and there were nowt wrong wi’t rods and nothing wrong with the bucket so they said well it must have been dry. I said dry be damned, it wanted priming! Never known to be dry, it wanted priming, it were air-locked. You see, it were a tricky thing you know, we were brought up with it, there were a two inch bypass pipe came back from the top reservoir. Before we started that bore hole we used to open that two inch valve and it used to pump itself if you understand what I mean. Pump and go back, pump and go back (With the head of water on the by pass) until it got rid of all the air and filled the header pipe up. Now whether they’d opened that I don’t know but t’water board came to the conclusion it’s an old-fashioned thing, let’s put a submersible in there and that were the end of it. We shifted all the gearing and they put a submersible down and we made all new plates for the top and that’s the end of it. It’s running electrically now which were t’best thing really because before it had to be manned at all times. It were run wi’t electric motor of course the gas engine had gone, the steam engines had gone, it were the only one left which were run from t’big electric motor through gearing. So they put a submersible down they don’t take any looking after you know. It’s only the other week the buckets were taken from the shop, I think they’ve gone to a museum the foot valve and delivery bucket. Aye, it were a grand plant you know as it was originally, it were something to see them engines grumbling away in a dry summer, 24 hours a day.”
One last story about the waterworks that Newton told me off-tape. A new labourer was put in charge of the works one weekend and part of his job was to chlorinate the water in the top reservoir before it went out into the mains and service reservoirs. This was done by tipping a bucket of dilute chlorine compound in every day, no fancy automation then! Only problem was the labourer hadn’t been listening when they told him what to do, he put a bucketful of neat compound in and made everyone’s lives a misery for a few days till it wore off.
I could go on much longer with Newton’s accounts of the work that Brown and Pickles did but I fear it would be repetitious. In the latter days much of their work was in the heritage sector because they understood the old machinery that had to be refurbished. There was the refurbishment of the Stott Park Bobbin Mill at Lakeside at the bottom of Windermere. The removal of the large suspension wheel from Glasshouses Mill at Pately Bridge which was later re-installed at Quarry Bank at Styal. The removal of the Finsley View engine from Harle Syke now installed in the Science Museum and many other jobs, some of which I was associated with. However, we would soon degenerate into a list of projects rather than hearing the meat of what could go wrong and how it could be put right. I hope that I have conveyed to you some sense of the immense reservoir of skill that was Henry Brown Sons and Pickles. To go back to the preface, firms like Brown and Pickles, and there were many of them, were the essential bedrock of service that the textile industry needed to survive. They were experienced, resourceful and competent. They knew the needs of the industry and catered for them. No study of the textile industry could be complete without knowledge of these firms.
When they finished and the Wellhouse shop was demolished one of their old apprentices, Jack Gissing, who had started his own engineering firm bought them out and retained some of the machinery. Henry Brown Sons and Pickles still exists as part of the local firm, Gissing and Lonsdale on Wellhouse Road. Their main works includes the Havre Park foundry building that Johnny built for Henry Brown and Sons all those years ago. The Ouzledale Foundry is still in production at Long Ing. I hope I’ve given you some clues to the foundation of these enterprises and an example of how one man, Johnny Pickles, could leave his mark on the town.

593ft core from the later deep well in Letcliffe Park.
Now this spur wheel, we got it all together and it were the same month as I was married, middle of August 1939. We get this spur wheel on and I got it in gear and set it where we had had it before. We set the pedestals, we didn’t put bolts in the coupling. I said to Bob, we’ll just wind th’engine round now and it went round about a quarter of a turn and jammed. I says there’s something radically wrong here! Wind it round the other way so we wound it round the wrong way, I barred th’engine back, it had a barring rack in the wall and a round backed bar to pinch it through the flywheel arms. We barred it back and it went about three quarters of a turn backwards way before it jammed again. Then I chalked across the teeth where it had gone to and we barred it round again the right way until it jammed and then marked the teeth again in that position. This left a segment of about sixteen teeth where it wouldn’t come through. So we barred it back to where we could see it and we just stood in front of it, I says to Bob, My God, look at ‘em! All the teeth were stepping up, sixteen of them. So I rang me father up and he came up, took one look at it and said this wheel’s no good Newton. We’d never noticed it when it was in the lathe you know but there were one period when me father says to me it looks as though it’s leaning over does that wheel Newton. Well I says, no blooming wonder the weight that’s on that faceplate, it’s only a four-inch spindle in it! (Just as a matter of interest, Newton once said to me while he was watching me turning something at home “Me dad always said that once the workpiece is a bigger diameter than the spindle you’re losing accuracy” I have never forgotten that because when you think about it he’s right. The old lathe he was talking about was certainly struggling) He said it’s springing a long way then, keep away from it. That must have been what he had seen, them teeth out of square when it was going round. Anyway he rang Roberts up and they sent a man on to have a look at it. There weren’t many words said and they went away and I carried on with what I had to do, I’d still to couple up down the bottom of the well. Me father came up one morning and said come on, take me to Nelson we’ve to go and see Arthur Roberts. When we got to see Arthur Roberts he wouldn’t believe us, he said they never made any wheels like that. Me father says, you’ve made one yonder! He wouldn’t believe us because his foreman had come to look at it you know and Arthur wouldn’t believe that them teeth were like that. Well he says, if we can’t do sommat with that wheel it’ll finish us. They hadn’t been busy for a long, long while and if they had another to make at the price that was… Well, me father says, we can do sommat wi’ it, we can chip them teeth, there’s nobody going to bother about it as long as the wheel goes round and doesn’t make too much noise. He were a bit of an autocratic man were Arthur Roberts and he says, oh well, get them chipped Johnny! Me father says my lads aren’t chipping them teeth, you made the bloody wheel you mun chip it. He were getting a bit annoyed about the job, no he says, my two aren’t chipping that when they’ve other work to do an all so thy man mun chip it. All right says Arthur we’ll send someone on. Well the day after an old chap landed, a thin old chap he were about sixty years old. He gets sat down and starts chipping, he chipped all day and he’d done about one. Well I reckoned it up, that’s sixteen days for sixteen teeth if he comes on Sunday! I said to Bob, get t’chisels sharpened, let’s get started. So we shoved him off his buffet and got t’square across, you know from’t machined face, drew lines across and we started and we soon had ‘em off. He did a bit and we did a lot and within two or three days we had ‘em all chipped and it were going through. It didn’t growl in that one position you know, it were a reight good job and it never ailed owt no more.”
Stanley: “When you talk about this a lot of people nowadays won’t realise that going back into the old days, working with materials like cast iron and wrought iron, the techniques were very similar to woodworking in many ways. If you had a big keyway to cut out you just got a chisel and you chopped it out.”
“Oh, it was all hand work and these new alloy steel chisels are useless. If you took one of them to an old fitter he’d throw it at you. They’re bloody useless, he’d say I can’t chip wi’ a shovel! They don’t know how to draw one out for a start, you see they try to make them so as they last longer don’t they but we never did, we got a chisel and it had to be sharp and it cut till you took it back to the blacksmith and got it drawn out again. It didn’t matter if it broke, you’d say now then Harold, to t’blacksmith, that only stood up about half an hour and he’d say reight, we’ll run ‘em a bit further this time. There were a big variation in steel but we used to have ‘em right down to a feather edge. And you could chip away all day. They were all made of cast tool steel but even then it varied a lot did t’steel. You could harden steel to a certain colour off one bar and harden next bar the same and one ud go for hours and hours and t’next un ud happen break on the second blow. It were an art were that but you’d find out by trial and error, if it were a brittle bar you ran ‘em off a bit deeper blue.” (Newton is talking about hardening and tempering steel. On the second heat to temper the tool the colour of the metal told you how hard it was, from straw which was very brittle to dark blue which was softer but less likely to shatter.)
Stanley: “Yes, I have a set at home that I had made out of an old rock drill from the quarry. Jimmy Thompson made ‘em for me at Marton and by heck, them’s good chisels, drawn reight down”. (They were so good that Jimmy kept two out of the four he made out of the bar for himself. His test of a chisel was to see if they would cut the foot of the anvil which was solid Swedish steel and not steel faced like an English anvil. All those out of the drill passed with flying colours.)
“We got the wheel straightened out and running and that was the end of that job, it never ailed anything no more all the rest of its life. We did a fair bit at the waterworks, we were allus there. He used to ring up did Wilfred Dixon and say send Newton up to take t’crank pins up on’t crankshaft. Least bit of a tap or a squelch and he’d want us to take a few thou off the joints, they were marine ends were them. There were two engines in there. There were a Timkins engine that were put in when them wells were sunk, at far side, it were that one that stripped the spur wheel. It ran the shallow well and had a governor on with a Stephenson’s link for the cut off and two eccentrics (Meyer cut-off gear). The other one were a Burnley Ironworks and it were a bonny engine, a very simple engine like your tape engine up at Bancroft but bigger of course. That were put in at t’other side to run the deep well pump which were three hundred and odd feet deep. But when they found out like, eh, that engine’s close to that well, why not put a clutch on there. So I think me father did that job in the early days, they lengthened the shaft and put a clutch in so they could run both low well, which were ninety odd feet deep and the deep well, or bore hole you see. Well that engine would run ‘em both. It were the Burnley Ironworks they stopped while I were down the well, when the water started boiling through them rocks, I can see it now I can tell you. Have you ever tried to climb up a two foot pipe with scabs and carbuncles on and big flanges? Grief, I were scared aye.”
Newton was always prone to a bad chest if he got a cold after that incident and years later his doctor told him that it was Legionnaire’s Disease quite possibly contracted down the well but nobody knew about it at the time.
Newton again, “In my time, as well as the two steam engines in the top shop they had a big National Gas engine about forty horse power for running the top deep well pump, in’t spare engine house up at t’top. I think that were put in after the Great War and that were three hundred and odd feet deep. The National engine were run off a suction plant. In those days it belonged to the Local Council like the gasworks. I think if you go up to Letcliffe Park you’ll find cores with some dates on. I can’t remember what it were when the bore hole was sunk at the back, that were three hundred and odd feet deep. Aye, t’cores that come out of the top deep bore hole, it’s a big hole is that top one, I think it’s about fourteen inch in diameter. (The cores are there in the park to this day.)
I’ve had t’buckets out of that some stock o’ times and the rods, you pull them up for ever. I had ‘em up twice about ten years ago. I’d been running your engine for George Bleasdale for nine week and I went straight up from there to the waterworks to pull t’bore hole rods up and one broke. And by gum we were lucky to catch it the first time, it broke about half way down and we noosed it the first do wi’t wire sling and noose and grabbed it. You know you can frig about, you can’t see owt and t’bore holes full of water you know, up t’tube, nearly to t’top if it’s been a wet season and I grabbed it t’first time, we were lucky. We pulled it out and replaced two bad rods. It had to come from Liverpool had t’timber to make the rods on. We put it all back together and it ran one summer out and part of one winter and then one morning they came for me, would I go it wouldn’t pump and it were a funny job. When I got up there they wouldn’t start it up to see why it wouldn’t pump. They’d been running all morning they said and it wouldn’t pump but they said we don’t want to run it again there might be another rod broken. I said them rods were sound what we put back down. Anyhow, me and Bob and Jimmy, we pulled ‘em all out again and there were nowt wrong wi’t rods and nothing wrong with the bucket so they said well it must have been dry. I said dry be damned, it wanted priming! Never known to be dry, it wanted priming, it were air-locked. You see, it were a tricky thing you know, we were brought up with it, there were a two inch bypass pipe came back from the top reservoir. Before we started that bore hole we used to open that two inch valve and it used to pump itself if you understand what I mean. Pump and go back, pump and go back (With the head of water on the by pass) until it got rid of all the air and filled the header pipe up. Now whether they’d opened that I don’t know but t’water board came to the conclusion it’s an old-fashioned thing, let’s put a submersible in there and that were the end of it. We shifted all the gearing and they put a submersible down and we made all new plates for the top and that’s the end of it. It’s running electrically now which were t’best thing really because before it had to be manned at all times. It were run wi’t electric motor of course the gas engine had gone, the steam engines had gone, it were the only one left which were run from t’big electric motor through gearing. So they put a submersible down they don’t take any looking after you know. It’s only the other week the buckets were taken from the shop, I think they’ve gone to a museum the foot valve and delivery bucket. Aye, it were a grand plant you know as it was originally, it were something to see them engines grumbling away in a dry summer, 24 hours a day.”
One last story about the waterworks that Newton told me off-tape. A new labourer was put in charge of the works one weekend and part of his job was to chlorinate the water in the top reservoir before it went out into the mains and service reservoirs. This was done by tipping a bucket of dilute chlorine compound in every day, no fancy automation then! Only problem was the labourer hadn’t been listening when they told him what to do, he put a bucketful of neat compound in and made everyone’s lives a misery for a few days till it wore off.
I could go on much longer with Newton’s accounts of the work that Brown and Pickles did but I fear it would be repetitious. In the latter days much of their work was in the heritage sector because they understood the old machinery that had to be refurbished. There was the refurbishment of the Stott Park Bobbin Mill at Lakeside at the bottom of Windermere. The removal of the large suspension wheel from Glasshouses Mill at Pately Bridge which was later re-installed at Quarry Bank at Styal. The removal of the Finsley View engine from Harle Syke now installed in the Science Museum and many other jobs, some of which I was associated with. However, we would soon degenerate into a list of projects rather than hearing the meat of what could go wrong and how it could be put right. I hope that I have conveyed to you some sense of the immense reservoir of skill that was Henry Brown Sons and Pickles. To go back to the preface, firms like Brown and Pickles, and there were many of them, were the essential bedrock of service that the textile industry needed to survive. They were experienced, resourceful and competent. They knew the needs of the industry and catered for them. No study of the textile industry could be complete without knowledge of these firms.
When they finished and the Wellhouse shop was demolished one of their old apprentices, Jack Gissing, who had started his own engineering firm bought them out and retained some of the machinery. Henry Brown Sons and Pickles still exists as part of the local firm, Gissing and Lonsdale on Wellhouse Road. Their main works includes the Havre Park foundry building that Johnny built for Henry Brown and Sons all those years ago. The Ouzledale Foundry is still in production at Long Ing. I hope I’ve given you some clues to the foundation of these enterprises and an example of how one man, Johnny Pickles, could leave his mark on the town.
593ft core from the later deep well in Letcliffe Park.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
CHAPTER 33: JOHNNY’S ORNAMENTAL TURNING LATHES
This chapter could be seen as yet another piece of hero worship, and I admit, my admiration for Johnny Pickles as a practical engineer and machinist has no bounds. However, what I am going to look at here is a form of industrial archaeology, but not one that I have ever seen mentioned before. I am sure someone has come across what I am going to tell you but if they did they were practical men and perhaps didn’t have the time or the broader knowledge to realise how significant it was and tell us about it. I’ve got myself into enough trouble there haven’t I, I’ve set myself up to be some sort of pioneer. I’d better get on with it.
Twenty years ago I had a small task over at Rochdale, I committed myself to moving the Whitelees beam engine from an endangered position to the safety of the Ellenroad Engine house at Newhey and getting it back in steam for the first time in forty years. I’ll tell the story of that somewhere else, what is pertinent here is that in the process of dismantling and re-erecting the engine I was following the old fitters from John Petrie’s who first made and erected it in 1842 and so I was in a position to admire their skills and find their mistakes. This implies no criticism, I don’t know what the circumstances were and whatever the faults the engine ran virtually trouble free for over a century. My point is that just like a dirt archaeologist carefully peeling away layers of soil, I was doing the same thing when I worked on the Whitelees. As for the mistakes, before anyone gets the idea that I am setting myself up to be perfect I have a story for you…
I visited Ellenroad one day with some friends to see the engines running and at one point I was stood next to the Whitelees as it did its 40rpm (All the engines I have refurbished run at their designed speed but that’s yet another story.) and someone tugged at my sleeve. It was the volunteer who was running the engine for the public. Once he had ascertained that I was the bloke who had built the engine he asked me did I know I had made a mistake. I told him that if he’d only found one he hadn’t been looking hard enough. I knew of three major errors but considering I built and commissioned it in less than three months with just two lads and a pensioner to help me and with the added disadvantage that we only had one drawing and that was inaccurate I hadn’t done too badly. If he wanted to rectify my mistakes he was welcome, it was no longer my problem and I didn’t want to know.
My friend, who had heard all this, asked me if I hadn’t been a bit hard on the old bloke but I said no, I’ve never seen an engine that hadn’t got some mistakes and my build of the Whitelees was no less flawed than any other. We are human and fallible and that’s why I don’t criticise John Petrie’s fitters in 1842, I know that under pressure things can go wrong. The point was that like the old fitters I had achieved the object of getting it running on time and within the budget and it is still running. Right, I think I’ve established the principle that there is useful archaeology in old machines, time I got round to Johnny and the lathes.
I never met Johnny but as soon as I became involved at Bancroft as engineer I realised that I had a problem, the knowledge that I wanted access to had never been written down. There was plenty of theory in the old books but hardly any practical advice on the day-to-day running of large steam engines. I had the core mechanical knowledge gained from years working with heavy diesels and this served me well but what I needed was information about steam engines. I found that source in Newton Pickles and it was the start of a friendship that endured right up to his death in 2000. In the course of that relationship I found that Newton was that rarest of beasts, an able man who was willing to share his knowledge and teach me. Like all of us he had his faults but that was never a barrier between us. Over the years I ran Bancroft he was a constant source of advice and encouragement to the point where he told me one day that there were signs I might make a half decent engine tenter. Praise indeed. One thing we were both good at was talking and listening and it was the realisation of how much Newton had in his head that would vanish when he died that triggered me to start the Lancashire Textile Project. Again, that’s another story…
During the course of our conversations he told me so much about his dad that I began to get a feel for the bloke. I got hold of a lot of bound volumes of The Model Engineer and found that Johnny was known in engineering circles all over Britain. He exhibited his work frequently and was a source of advice and practical help in solving machining problems that people came up against. I mentioned before that he fitted up a Drummond round bed lathe to make the volute cylinders that amateur clockmakers needed when making a fusee movement clock and made dozens on request. In Newton’s workshop I saw a copy of a Birch OT lathe that Johnny made in 1927 and which Newton used right up to his death. Every now and then Newton would have a clear out in his workshop and like many practical men he didn’t see any point in keeping things that he had no further use for. I didn’t let him throw anything away, I begged the bits off him and put them in the treasure chest on the principle that if you keep a thing long enough a use for it will arise. This is why I have the cylinder and motion that Newton made in his youth for a traction engine. Johnny pointed out that he’d got the positioning of the studs holding the slide valve cover wrong so Newton chucked it in the drawer and abandoned the project. Many of the bits and pieces were from Johnny’s workshop and neither Newton or I had any clear idea what they had been made for. The treasure box filled up over the years.
The traction engine cylinder that Newton ditched after his father pointed out that it was bad practice to put a stud directly in the corners of the slide valve cover. Probably made around 1935.
This chapter could be seen as yet another piece of hero worship, and I admit, my admiration for Johnny Pickles as a practical engineer and machinist has no bounds. However, what I am going to look at here is a form of industrial archaeology, but not one that I have ever seen mentioned before. I am sure someone has come across what I am going to tell you but if they did they were practical men and perhaps didn’t have the time or the broader knowledge to realise how significant it was and tell us about it. I’ve got myself into enough trouble there haven’t I, I’ve set myself up to be some sort of pioneer. I’d better get on with it.
Twenty years ago I had a small task over at Rochdale, I committed myself to moving the Whitelees beam engine from an endangered position to the safety of the Ellenroad Engine house at Newhey and getting it back in steam for the first time in forty years. I’ll tell the story of that somewhere else, what is pertinent here is that in the process of dismantling and re-erecting the engine I was following the old fitters from John Petrie’s who first made and erected it in 1842 and so I was in a position to admire their skills and find their mistakes. This implies no criticism, I don’t know what the circumstances were and whatever the faults the engine ran virtually trouble free for over a century. My point is that just like a dirt archaeologist carefully peeling away layers of soil, I was doing the same thing when I worked on the Whitelees. As for the mistakes, before anyone gets the idea that I am setting myself up to be perfect I have a story for you…
I visited Ellenroad one day with some friends to see the engines running and at one point I was stood next to the Whitelees as it did its 40rpm (All the engines I have refurbished run at their designed speed but that’s yet another story.) and someone tugged at my sleeve. It was the volunteer who was running the engine for the public. Once he had ascertained that I was the bloke who had built the engine he asked me did I know I had made a mistake. I told him that if he’d only found one he hadn’t been looking hard enough. I knew of three major errors but considering I built and commissioned it in less than three months with just two lads and a pensioner to help me and with the added disadvantage that we only had one drawing and that was inaccurate I hadn’t done too badly. If he wanted to rectify my mistakes he was welcome, it was no longer my problem and I didn’t want to know.
My friend, who had heard all this, asked me if I hadn’t been a bit hard on the old bloke but I said no, I’ve never seen an engine that hadn’t got some mistakes and my build of the Whitelees was no less flawed than any other. We are human and fallible and that’s why I don’t criticise John Petrie’s fitters in 1842, I know that under pressure things can go wrong. The point was that like the old fitters I had achieved the object of getting it running on time and within the budget and it is still running. Right, I think I’ve established the principle that there is useful archaeology in old machines, time I got round to Johnny and the lathes.
I never met Johnny but as soon as I became involved at Bancroft as engineer I realised that I had a problem, the knowledge that I wanted access to had never been written down. There was plenty of theory in the old books but hardly any practical advice on the day-to-day running of large steam engines. I had the core mechanical knowledge gained from years working with heavy diesels and this served me well but what I needed was information about steam engines. I found that source in Newton Pickles and it was the start of a friendship that endured right up to his death in 2000. In the course of that relationship I found that Newton was that rarest of beasts, an able man who was willing to share his knowledge and teach me. Like all of us he had his faults but that was never a barrier between us. Over the years I ran Bancroft he was a constant source of advice and encouragement to the point where he told me one day that there were signs I might make a half decent engine tenter. Praise indeed. One thing we were both good at was talking and listening and it was the realisation of how much Newton had in his head that would vanish when he died that triggered me to start the Lancashire Textile Project. Again, that’s another story…
During the course of our conversations he told me so much about his dad that I began to get a feel for the bloke. I got hold of a lot of bound volumes of The Model Engineer and found that Johnny was known in engineering circles all over Britain. He exhibited his work frequently and was a source of advice and practical help in solving machining problems that people came up against. I mentioned before that he fitted up a Drummond round bed lathe to make the volute cylinders that amateur clockmakers needed when making a fusee movement clock and made dozens on request. In Newton’s workshop I saw a copy of a Birch OT lathe that Johnny made in 1927 and which Newton used right up to his death. Every now and then Newton would have a clear out in his workshop and like many practical men he didn’t see any point in keeping things that he had no further use for. I didn’t let him throw anything away, I begged the bits off him and put them in the treasure chest on the principle that if you keep a thing long enough a use for it will arise. This is why I have the cylinder and motion that Newton made in his youth for a traction engine. Johnny pointed out that he’d got the positioning of the studs holding the slide valve cover wrong so Newton chucked it in the drawer and abandoned the project. Many of the bits and pieces were from Johnny’s workshop and neither Newton or I had any clear idea what they had been made for. The treasure box filled up over the years.
The traction engine cylinder that Newton ditched after his father pointed out that it was bad practice to put a stud directly in the corners of the slide valve cover. Probably made around 1935.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Newton’s second wife Olive, a lovely woman, got cancer and died after a long and painful decline during the 1980s. At that time I was doing the Ellenroad engine at Newhey and consulted with Newton regularly but after Olive died he went absent off parade. I was busy and didn’t realise what was happening until his daughter Joyce rang me one day and told me that they were getting worried about her dad, he was very depressed, drinking heavily and the family were at their wit’s end. I went down to see Newton and it was all true, after a very painful half hour with him I retreated and started plotting. At the time I was getting quite a few castings made for the Ellenroad engine by a bloke called Geoff Smith who had a foundry in Keighley. Geoff was an old friend of both Newton and his dad and when I went to him and told him my plan he was more than helpful. In my treasure chest I had some patterns which either Newton or his dad had made for their version of a Stuart 5A steam engine. I took the patterns to Geoff and asked him to cast me six sets off the patterns, he did this and only charged me £300, a bargain even then. (The same castings now cost £1,000 a set.) I went down to see Newton, played hell with him about his drinking and told him I had a job for him. I told him that I wanted him to show me how to make a steam engine, gave him one set of castings and said that I’d build one following what he did. Six months later Newton had cut the drinking down to almost nothing, we both had a working engine, I was a good rough turner and Newton asked for the patterns back and started to build engines like there was no tomorrow. He built one with a bigger cylinder and gave me a set of castings so I could do the same, then he made a compound out of two sets of castings. He got married again shortly afterwards and never came out of the shed until he died. He got heavily into clock-making and I had a good laugh at him one day when I went round and found him going quietly spare in his shed. He had made a chiming grandfather clock movement for his wife Beryl and was having terrible problems with the chimes. He told me that the only reason he decided to make it was because his dad had never made a chiming clock and now he knew why! Needless to say, after a couple of rebuilds and modifications he got it right.
Newton and I were on an even keel again and it was during this period that we had our adventure re-starting the Ellenroad engine. He rang me up one day and told me that he knew where there was a Birch Lathe like the one his father had copied and it was for sale. We piled in my car, shot off to Gargrave and lo and behold, there was a lightly rusted but complete small Birch lathe in the garage. I offered the lady as much as I could afford for it and she agreed to sell it remarking that I had offered more for the one lathe than the other people had offered her for all the other stuff. I asked her what the ‘other stuff’ was and she said it was all in the cellar, did I want to have a look? I think you can guess what my answer was, we grabbed the key and opened the door and I stuck my head in. It wasn’t really a cellar, it was the undercroft under a modern bungalow and had a small door three feet square. You’ve got to imagine Howard Carter shining his light through the small hole in the wall when they found King Tut’s tomb. Newton was scrabbling at my back wanting a look see and asking me what was in there. I told him that the first thing that grabbed my attention was the headstock of the five inch OT lathe that Johnny started building in 1952 to make his gears for turret clocks. Newton asked me how I knew and I said because it’s got ‘J A Pickles’ stamped on the dividing plate of the tangential dividing gear which he had built into the headstock. I also told him that there was something else which I was pretty sure was the six inch astronomical reflector that Johnny had made. It was a gold mine and I had to go back and re-open negotiations…
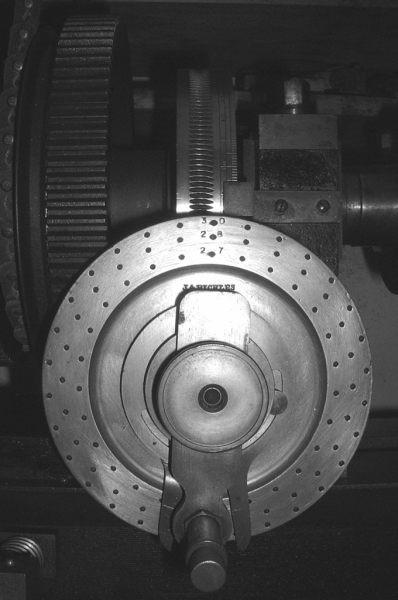
The dividing plate I saw when I peered into the undercroft.....
Newton and I were on an even keel again and it was during this period that we had our adventure re-starting the Ellenroad engine. He rang me up one day and told me that he knew where there was a Birch Lathe like the one his father had copied and it was for sale. We piled in my car, shot off to Gargrave and lo and behold, there was a lightly rusted but complete small Birch lathe in the garage. I offered the lady as much as I could afford for it and she agreed to sell it remarking that I had offered more for the one lathe than the other people had offered her for all the other stuff. I asked her what the ‘other stuff’ was and she said it was all in the cellar, did I want to have a look? I think you can guess what my answer was, we grabbed the key and opened the door and I stuck my head in. It wasn’t really a cellar, it was the undercroft under a modern bungalow and had a small door three feet square. You’ve got to imagine Howard Carter shining his light through the small hole in the wall when they found King Tut’s tomb. Newton was scrabbling at my back wanting a look see and asking me what was in there. I told him that the first thing that grabbed my attention was the headstock of the five inch OT lathe that Johnny started building in 1952 to make his gears for turret clocks. Newton asked me how I knew and I said because it’s got ‘J A Pickles’ stamped on the dividing plate of the tangential dividing gear which he had built into the headstock. I also told him that there was something else which I was pretty sure was the six inch astronomical reflector that Johnny had made. It was a gold mine and I had to go back and re-open negotiations…
The dividing plate I saw when I peered into the undercroft.....
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
We sat down and had another cup of tea and I told the lady what we had found. She didn’t fully understand what we were talking about but when I offered her more than twice as much as I had offered her for the Birch lathe if I could have the five inch lathe and all the lathe parts she had scattered about she bit my hand off. I told her that it was actually worth a lot more but I was giving her as much as I could afford but she said that nobody else had come anywhere near what I was giving her and could she please have it in £50 notes! We promised to come back the following day with the money and a trailer and went home.
The next day I handed the money over, the old lady retired to the house and Newton and I started work. We soon had the Birch lathe in manageable lumps and on the trailer. Then we dived in the cellar and retrieved the headstock of the 1952 lathe together with a lot of gears and the ‘A’ frame legs for the bed. It was then that I realised that we had a problem, there was no sign of the bed, saddle and tailstock.
My biggest fear was that it was with a lot of other stuff in the summerhouse at the end of the garden because everything in there was heavily rusted. We had a good root but there was no sign of it. I went to the house and told the lady what my problem was, she said “Oh it’s probably in the garage.” and gave me the key. I opened the door of the garage and we went in. It was another treasure trove. The first thing I saw was a lovely vintage Bentley, then I saw that behind it was the most perfect Austin Ruby Post Office van you could imagine, brass carriage handles on the doors and perfectly restored. This was great but no good to me. We rooted round in the back of the garage and found enough brass five inch garden railway rails to make a large set-up but still no bed. It was Newton that found it, it was pushed under the Bentley and though dirty and lightly rusted it was OK. Much relieved we loaded it on the trailer with some other parts that we found alongside it and went home well pleased. Newton was as pleased as I was because he knew that at some point Johnny had sold the lathe to someone for a fiver but never knew where it went.
The 1956 lathe back at Addingham in the shed. I’d given it a first clean up and had boxes full of bits which I knew were important but didn’t fully understand.
At that time I had a big workshop and soon had both lathes set up with motors on but realised that I had too many lathes. Newton had always said that when he died I could have first refusal on the 1927 lathe his dad had built so I sold the Birch to a man in the hills behind Hebden Bridge. I always remember the day I delivered it to him because he was so pleased to have it as well he might be, they were as rare as hen’s teeth. He was a retired tool room man and when I arrived he was in his shed making some bits for his current project. I asked if I could have a look at the part he had just finished and it was perfect, beautiful tool finish, just perfect. I told him that if I had my way he’d be taken out and shot because when I saw something as perfect as that all I wanted to do was go home and scrap my lathes. He laughed and told me not to give up, I had to remember that he’d spent his life turning and if he hadn’t learned by now he never would do. Good advice and I never forgot it.
Shortly afterwards I had to flit out of my shed, got very busy earning a living and the contents of my shed went into storage for over ten years. Eventually I landed up where I am now with the back kitchen converted to a workshop, very small but big enough and centrally heated. Newton spit feathers when he saw my new set-up and said he had always wanted to get out of the shed in the yard. Anyone who has a workshop will know what he means, the big enemy is condensation with varying temperature and I had no such problem, bone dry and 50F all through the winter. I had the five inch lathe set up in the corner but it sat there reproaching me for 15 years because I never got round to setting it up to run.

The 1956 lathe sat waiting for TLC for 15 years but in 2008 I finally got round to it.
The next day I handed the money over, the old lady retired to the house and Newton and I started work. We soon had the Birch lathe in manageable lumps and on the trailer. Then we dived in the cellar and retrieved the headstock of the 1952 lathe together with a lot of gears and the ‘A’ frame legs for the bed. It was then that I realised that we had a problem, there was no sign of the bed, saddle and tailstock.
My biggest fear was that it was with a lot of other stuff in the summerhouse at the end of the garden because everything in there was heavily rusted. We had a good root but there was no sign of it. I went to the house and told the lady what my problem was, she said “Oh it’s probably in the garage.” and gave me the key. I opened the door of the garage and we went in. It was another treasure trove. The first thing I saw was a lovely vintage Bentley, then I saw that behind it was the most perfect Austin Ruby Post Office van you could imagine, brass carriage handles on the doors and perfectly restored. This was great but no good to me. We rooted round in the back of the garage and found enough brass five inch garden railway rails to make a large set-up but still no bed. It was Newton that found it, it was pushed under the Bentley and though dirty and lightly rusted it was OK. Much relieved we loaded it on the trailer with some other parts that we found alongside it and went home well pleased. Newton was as pleased as I was because he knew that at some point Johnny had sold the lathe to someone for a fiver but never knew where it went.
The 1956 lathe back at Addingham in the shed. I’d given it a first clean up and had boxes full of bits which I knew were important but didn’t fully understand.
At that time I had a big workshop and soon had both lathes set up with motors on but realised that I had too many lathes. Newton had always said that when he died I could have first refusal on the 1927 lathe his dad had built so I sold the Birch to a man in the hills behind Hebden Bridge. I always remember the day I delivered it to him because he was so pleased to have it as well he might be, they were as rare as hen’s teeth. He was a retired tool room man and when I arrived he was in his shed making some bits for his current project. I asked if I could have a look at the part he had just finished and it was perfect, beautiful tool finish, just perfect. I told him that if I had my way he’d be taken out and shot because when I saw something as perfect as that all I wanted to do was go home and scrap my lathes. He laughed and told me not to give up, I had to remember that he’d spent his life turning and if he hadn’t learned by now he never would do. Good advice and I never forgot it.
Shortly afterwards I had to flit out of my shed, got very busy earning a living and the contents of my shed went into storage for over ten years. Eventually I landed up where I am now with the back kitchen converted to a workshop, very small but big enough and centrally heated. Newton spit feathers when he saw my new set-up and said he had always wanted to get out of the shed in the yard. Anyone who has a workshop will know what he means, the big enemy is condensation with varying temperature and I had no such problem, bone dry and 50F all through the winter. I had the five inch lathe set up in the corner but it sat there reproaching me for 15 years because I never got round to setting it up to run.
The 1956 lathe sat waiting for TLC for 15 years but in 2008 I finally got round to it.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Time rolled by and in January 2001 Newton died in his sleep. A big shock to Beryl his new wife and a great loss to us all. His workshop was broken up and the 1927 lathe sank beyond my ken. It never worried me, I just wrote it off and got on with a happy retirement until one day about two years ago I got a telephone call from a local business man I knew who lives on the outskirts of Barlick. He said he had something in his garage and he didn’t know what it was but thought I could help him so I went down. He opened the garage door and at the back of the garage there was an object completely covered with a dust sheet. As soon as I saw it I said that’s Johnny Pickles’ copy of the Birch lathe that he made in 1927. The bloke was surprised to say the least, he asked me how I could tell when it was covered up, I told him I didn’t know but I would bet my pension that was what it was. He uncovered it and there it was, dirty, lightly rusted but relatively complete. It even had the surface plate with it that I had given Newton many years ago after I won two in a deal. He said the lathe belonged to his son who had bought it after Newton died but wanted to get rid of it as he had no use for it. The father wanted the room in his garage because his thing was classic motor bikes and he was just about to start doing one up. He said they wanted it to stay in Barlick and asked me if I wanted to buy it. I told him I’d love to but I couldn’t afford it because it was worth over £2,000 to the right buyer and I couldn’t afford it. He asked me what I could pay and I said £150. He said he’d have a word with his son. It was an honest but ridiculously low offer and I never expected to get it. Well, at least I knew that the lathe hadn’t been scrapped and would go to a good home so I walked away and wrote the matter off. I was sad to miss it but things could be worse.

My first sight of the 1927 Birch lathe for many years.
About six months later I was walking through Barlick one day and someone shouted to me from a passing car. “Does that offer for the lathe still stand?” I didn’t even think for a moment, “Yes, of course it does”. On Monday the following week a van pulled up in the back street and the bloke climbed out with some heavy lifting tackle in the shape of a strapping young lad. Where are we putting it? There was only one place it could go because the workshop was full, we carried it in and put it on the sideboard in the front room. Folding money changed hands and I was the proud owner of both the lathes Johnny had made. As my father used to say, there is a providence that looks after drunken men and idiots…

Johnny using the 1927 copy of the Birch lathe in his shed at Federation Street.
My first sight of the 1927 Birch lathe for many years.
About six months later I was walking through Barlick one day and someone shouted to me from a passing car. “Does that offer for the lathe still stand?” I didn’t even think for a moment, “Yes, of course it does”. On Monday the following week a van pulled up in the back street and the bloke climbed out with some heavy lifting tackle in the shape of a strapping young lad. Where are we putting it? There was only one place it could go because the workshop was full, we carried it in and put it on the sideboard in the front room. Folding money changed hands and I was the proud owner of both the lathes Johnny had made. As my father used to say, there is a providence that looks after drunken men and idiots…
Johnny using the 1927 copy of the Birch lathe in his shed at Federation Street.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
This where the archaeology starts, I knew that the gods had given me the clearest possible instruction, I had to set to and refurbish both lathes and get them back to as near the condition they were in when they were built as possible. I also had the strong conviction that Johnny would be stood behind me with his bowler on the back of his head and a fag in his mouth watching every move. Fanciful? Perhaps it is, but believe you me I was always conscious that whatever I did it would have to satisfy him. I started on the 1927 lathe. I should just mention here that we know that Johnny had a six inch treadle lathe at home in 1929 because he moved it to his new enterprise after Henry Brown and Sons folded. What I also knew from Newton was that in 1926 Johnny wanted a small lathe to make clock gears on. He couldn’t afford to buy what he wanted, a small Birch OT lathe so he built one himself. This is the lathe I refer to as the 1927 lathe because that’s the date stamped on the bed near the headstock with his name.
The first thing I did was make the decision that no matter what it cost me I wanted to use the original motors that Johnny bought to drive them, I had them both because they were on another lathe that I bought off Newton when he was moving to his small shed in the yard at Damside Cottages when he married Beryl. These were both Horace Green’s motors made at Cononley, the best electric motors ever made in my opinion. There were two, a small one third horse for the 1927 lathe and a one horse as big as a two gallon bucket for the five inch. I sent them both off to a firm at Nelson for complete overhaul. Before I did this I found one of the Green family and even though they had long since gone out of the electric motor business, driven out by cheap motors from abroad, he still had all the original records and gave me all the build and test details for both motors, a good start and I passed them on to the sparks in Nelson with the motors.
The next job was a proper assessment of the 1927 lathe. I put a modern motor on it and fired it up. Disaster! The chuck wambled about on the mandrel like a drunken man. I immediately assumed worst case, that the mandrel had received a heavy blow and it was bent. Funny thing was there was no evidence for this so I did some measuring up. It turned out the mandrel was fine, the problem was in the mounting of the chuck. It was one that Newton had fitted and there is no way he made it like that. All I could put it down to was a green casting that had distorted as the casting stresses came out of it after machining. It was a brand new Polish chuck that I remembered buying for Newton when I was getting some for myself and it must have gone out of truth between Newton’s death and when I got it. No big problem, I made a new back for it out of an old casting and did a check measurement, near tool room accuracy.
I went through the whole lathe, cleaning and adjusting where necessary and replacing some of the obvious parts that it needed like a new cross slide nut and missing handles. During this process I inspected everything Johnny had done and found nothing that couldn’t be described as perfect from the design and finish of the castings to the quality of machining in the manufacture. I soon had it clean and tight with an accurate chuck that worked. The next thing was to address the missing parts. In my treasure box I had the original tangential dividing head that fitted on the back of the headstock, I recognised it from pictures I have of the lathe. Search as I might I couldn’t find the worm wheel that mounted on the mandrel and didn’t know what size it was. After a lot of thought I arrived at the conclusion that it was the same set up as that on the big lathe, a 180 tooth wheel which has obvious advantages if you are doing things like marking scales in degrees for a telescope or microscope, both items that I knew Johnny had made. I’d never cut a worm wheel before so I had to dig into the treasure box again and bring out a dividing head that Johnny had made which could be adapted to go on my horizontal milling machine. Once that was done I needed a hob to cut the gear, another dig in the treasures and I found the hob that Johnny had made to cut the original gear. Problem solved, a bit of experimenting and I taught myself how to cut worm wheels. Not long after we had a fully functioning dividing head on the lathe. The same thing applied to the gears for the screw-cutting gear train. Many of the originals were missing. Another modification of another dividing head Johnny had made and I was set up to teach myself gear cutting on the vertical miller. I made an interesting discovery while I was cutting the gears, for some reason I couldn’t get the pitch right and eventually I realised it was because Johnny must have got some metric pitch gears cheap somewhere and saved himself time by using them in the gear train. See what I mean about archaeology? I had wondered why the original gear wheels were polished smooth, not something Johnny would have done. He liked his tool finish. I discovered that Johnny had made a profile plate that mounted on a bracket on the back of the bed and an attachment for the cross slide to make it into a profile turning attachment. I was puzzled by a dovetail machined into one side of the saddle but then realised that it was for mounting a fixture to hold a parting tool upside down at the back of the workpiece. I haven’t made that as yet but it is noted.
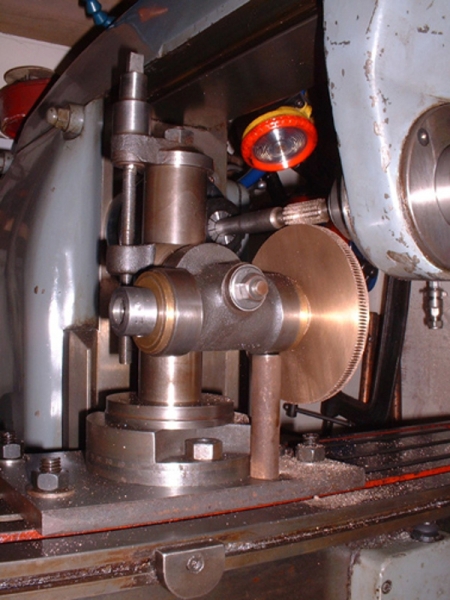
A learning curve. First I had to modify the Potts type milling attachment from the treasure box, then I found I had the hob Johnny had made to make the original worm wheel. All I had to do then was do some calculations, cut a blank and make the worm wheel. Nowt to it…

The new worm wheel matched to the tangential dividing gear on the 1927 lathe.
The first thing I did was make the decision that no matter what it cost me I wanted to use the original motors that Johnny bought to drive them, I had them both because they were on another lathe that I bought off Newton when he was moving to his small shed in the yard at Damside Cottages when he married Beryl. These were both Horace Green’s motors made at Cononley, the best electric motors ever made in my opinion. There were two, a small one third horse for the 1927 lathe and a one horse as big as a two gallon bucket for the five inch. I sent them both off to a firm at Nelson for complete overhaul. Before I did this I found one of the Green family and even though they had long since gone out of the electric motor business, driven out by cheap motors from abroad, he still had all the original records and gave me all the build and test details for both motors, a good start and I passed them on to the sparks in Nelson with the motors.
The next job was a proper assessment of the 1927 lathe. I put a modern motor on it and fired it up. Disaster! The chuck wambled about on the mandrel like a drunken man. I immediately assumed worst case, that the mandrel had received a heavy blow and it was bent. Funny thing was there was no evidence for this so I did some measuring up. It turned out the mandrel was fine, the problem was in the mounting of the chuck. It was one that Newton had fitted and there is no way he made it like that. All I could put it down to was a green casting that had distorted as the casting stresses came out of it after machining. It was a brand new Polish chuck that I remembered buying for Newton when I was getting some for myself and it must have gone out of truth between Newton’s death and when I got it. No big problem, I made a new back for it out of an old casting and did a check measurement, near tool room accuracy.
I went through the whole lathe, cleaning and adjusting where necessary and replacing some of the obvious parts that it needed like a new cross slide nut and missing handles. During this process I inspected everything Johnny had done and found nothing that couldn’t be described as perfect from the design and finish of the castings to the quality of machining in the manufacture. I soon had it clean and tight with an accurate chuck that worked. The next thing was to address the missing parts. In my treasure box I had the original tangential dividing head that fitted on the back of the headstock, I recognised it from pictures I have of the lathe. Search as I might I couldn’t find the worm wheel that mounted on the mandrel and didn’t know what size it was. After a lot of thought I arrived at the conclusion that it was the same set up as that on the big lathe, a 180 tooth wheel which has obvious advantages if you are doing things like marking scales in degrees for a telescope or microscope, both items that I knew Johnny had made. I’d never cut a worm wheel before so I had to dig into the treasure box again and bring out a dividing head that Johnny had made which could be adapted to go on my horizontal milling machine. Once that was done I needed a hob to cut the gear, another dig in the treasures and I found the hob that Johnny had made to cut the original gear. Problem solved, a bit of experimenting and I taught myself how to cut worm wheels. Not long after we had a fully functioning dividing head on the lathe. The same thing applied to the gears for the screw-cutting gear train. Many of the originals were missing. Another modification of another dividing head Johnny had made and I was set up to teach myself gear cutting on the vertical miller. I made an interesting discovery while I was cutting the gears, for some reason I couldn’t get the pitch right and eventually I realised it was because Johnny must have got some metric pitch gears cheap somewhere and saved himself time by using them in the gear train. See what I mean about archaeology? I had wondered why the original gear wheels were polished smooth, not something Johnny would have done. He liked his tool finish. I discovered that Johnny had made a profile plate that mounted on a bracket on the back of the bed and an attachment for the cross slide to make it into a profile turning attachment. I was puzzled by a dovetail machined into one side of the saddle but then realised that it was for mounting a fixture to hold a parting tool upside down at the back of the workpiece. I haven’t made that as yet but it is noted.
A learning curve. First I had to modify the Potts type milling attachment from the treasure box, then I found I had the hob Johnny had made to make the original worm wheel. All I had to do then was do some calculations, cut a blank and make the worm wheel. Nowt to it…
The new worm wheel matched to the tangential dividing gear on the 1927 lathe.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
One of the essential accessories for an OT lathe is an ornamental slide turning rest. I had one in the treasure box but had always assumed that because of its size it was made for the big lathe. I had a rethink, tried it out and it fitted the 1927 lathe so that was stripped and refurbished.
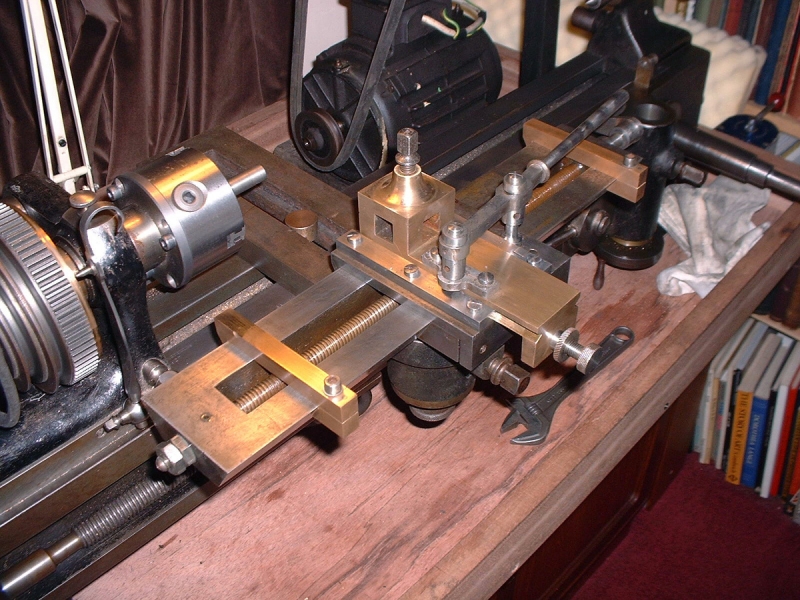
The ornamental slide turning rest refurbished and fitted. Another step forward. Notice that the original Horace Green motor is back on the lathe, a small point but important to me.
I carried on like this until I had all the original accessories in order and working again, drill chucks, a chuck with an adjustable centre for turning eccentrically, face plates, tailstock chuck in fact everything you need for an OT lathe. All it needed now was the original motor. By this time it had got to a bit of a joke, the sparks in Nelson were getting very embarrassed by the fact they kept putting my motors on one side to deal with breakdowns. Over twelve months later the motors were delivered to me, completely rewound and tested and when I asked them how much they wanted they said they couldn’t for shame charge me anything, about £200 worth of work for free! You see there is still some goodwill out there if you can find it. One final thing, I found out later that the Science Museum in London had the epicycloidal chucks that Johnny made for this lathe. They had been donated by Johnny in about 1950, probably as a loan. I asked for them back because they will only fit the lathe they were made for but they refused. I haven’t dropped that idea yet… The 1927 lathe was finished, perched there on the sideboard, every gentleman should have a lathe in their front room! The funny thing is that everyone who has seen it agrees that it is such a beautiful object they could live with it themselves, even people who have never seen a lathe before.

The ornamental slide turning rest refurbished and fitted. Another step forward. Notice that the original Horace Green motor is back on the lathe, a small point but important to me.
I carried on like this until I had all the original accessories in order and working again, drill chucks, a chuck with an adjustable centre for turning eccentrically, face plates, tailstock chuck in fact everything you need for an OT lathe. All it needed now was the original motor. By this time it had got to a bit of a joke, the sparks in Nelson were getting very embarrassed by the fact they kept putting my motors on one side to deal with breakdowns. Over twelve months later the motors were delivered to me, completely rewound and tested and when I asked them how much they wanted they said they couldn’t for shame charge me anything, about £200 worth of work for free! You see there is still some goodwill out there if you can find it. One final thing, I found out later that the Science Museum in London had the epicycloidal chucks that Johnny made for this lathe. They had been donated by Johnny in about 1950, probably as a loan. I asked for them back because they will only fit the lathe they were made for but they refused. I haven’t dropped that idea yet… The 1927 lathe was finished, perched there on the sideboard, every gentleman should have a lathe in their front room! The funny thing is that everyone who has seen it agrees that it is such a beautiful object they could live with it themselves, even people who have never seen a lathe before.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
It was obvious what had to come next, the five inch lathe that Johnny started to make in 1952 which had been sitting waiting for attention for twenty years. The first thing I did to get me in the mood was to completely strip and refurbish the medallion machine that Johnny had made for this lathe. This is a wonderfully complicated mechanism that fastens onto the bed of the lathe and, taking advantage of the fact that the lathe has two spindles, can be used for making copies of medallions or cameos in ivory or soft metal. It’s beautifully made and would serve as an ornament in any front room but is also a fully functioning device. By the way, amongst the treasures that came with the Birch lathe from Gargrave was a box full of ivory off-cuts, I think it’s legal to own them because of their age. Once I’d fettled the medallion machine I got down and dirty with the lathe. A complete clean-up, gather all the bits together, put a countershaft on the ceiling to drive it and mount an independent overhead drive for the milling and drilling tools used in the tool holder and other accessories. The enormous single phase one horse motor had to be mounted on the wall and wired up properly and all the belts fitted. One of the things that distinguishes this lathe is the large range of change-wheels for the screwcutting gear. Newton told me that the reason why there are so many is that Johnny got loom change wheels from the loom manufacturers and adapted them for his lathe. His aim was to be able to cut any thread he ever encountered and I think he perhaps succeeded.
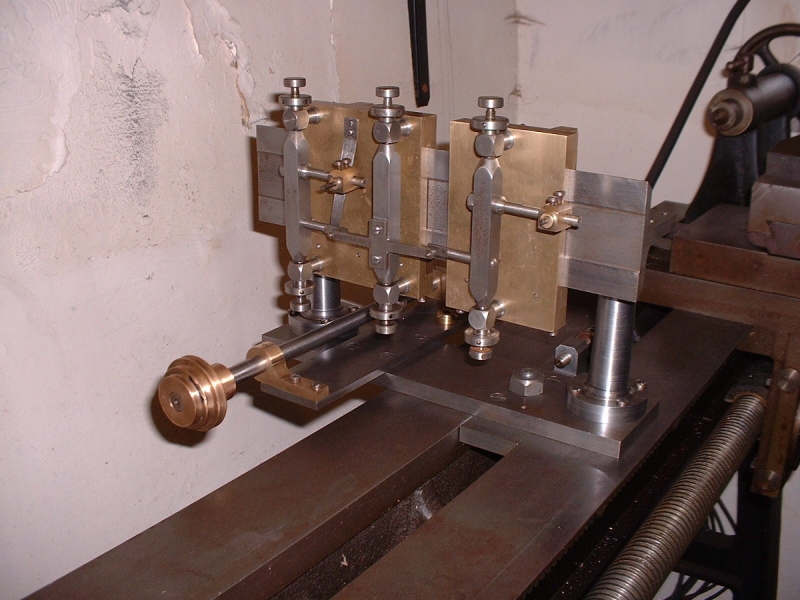
The refurbished medallion machine on the bed of the 1956 lathe.
One thing about both these lathes which Newton had told me about but I didn’t fully realise until I got them going is the fact that a belt driven lathe with stepped pulleys for speed changing makes a better cut than a geared headstock. It makes sense when you think about it, it is such a smooth drive, even the best designed gears tend to induce variations in the drive which are most obvious when you are cutting across the face of a large workpiece. Both lathes run very smoothly and are a joy to use, proper turner’s lathes.
So what did I learn about Johnny from my lathe archaeology? Not a lot actually, it was more a case of a complete reinforcement of everything I had learned about him over the years. After going through his work in this much detail I am completely confident in saying that my hero-worship isn’t misplaced, he was a exactly what Newton had carved on his gravestone at Kelbrook church, ‘engineer and master craftsman’. Not a bad epitaph.
The 1956 lathe in 2009. It has its original Horace Green motor driving through a lineshaft. The overhead gear is driven by a separate motor and clutch unit that I think Johnny found but never fitted. I think the old bloke would be pleased to see that someone valued his work sufficiently to bring it back to full working life. The nicest thing of all is that it runs beautifully, turns well and is a very valuable addition to Stanley’s Shed!
The refurbished medallion machine on the bed of the 1956 lathe.
One thing about both these lathes which Newton had told me about but I didn’t fully realise until I got them going is the fact that a belt driven lathe with stepped pulleys for speed changing makes a better cut than a geared headstock. It makes sense when you think about it, it is such a smooth drive, even the best designed gears tend to induce variations in the drive which are most obvious when you are cutting across the face of a large workpiece. Both lathes run very smoothly and are a joy to use, proper turner’s lathes.
So what did I learn about Johnny from my lathe archaeology? Not a lot actually, it was more a case of a complete reinforcement of everything I had learned about him over the years. After going through his work in this much detail I am completely confident in saying that my hero-worship isn’t misplaced, he was a exactly what Newton had carved on his gravestone at Kelbrook church, ‘engineer and master craftsman’. Not a bad epitaph.
The 1956 lathe in 2009. It has its original Horace Green motor driving through a lineshaft. The overhead gear is driven by a separate motor and clutch unit that I think Johnny found but never fitted. I think the old bloke would be pleased to see that someone valued his work sufficiently to bring it back to full working life. The nicest thing of all is that it runs beautifully, turns well and is a very valuable addition to Stanley’s Shed!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Re: STEAM ENGINES AND WATERWHEELS
If you had got it running you could have saved £28 by threading your bolts for the chuck.
Ever thought of getting Big Kev to do a video and put it on YouTube. That would be worth watching.
Ever thought of getting Big Kev to do a video and put it on YouTube. That would be worth watching.
Re: STEAM ENGINES AND WATERWHEELS
Have you considered the reverse option? Donating the lathe to the science museum on your demise? A permanent and fitting testimony to the memory of Johnny.Stanley wrote: ↑05 Jun 2018, 03:20 One final thing, I found out later that the Science Museum in London had the epicycloidal chucks that Johnny made for this lathe. They had been donated by Johnny in about 1950, probably as a loan. I asked for them back because they will only fit the lathe they were made for but they refused. I haven’t dropped that idea yet…

Re: STEAM ENGINES AND WATERWHEELS
Wonderful photo. Did he always wear his best suit and Bowler hat with a woodbine, for lathe work or was it a Sunday?
Born to be mild
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
P, I could have threaded them on any of my lathes, two things against that. I couldn't have made a socket cap or high tensile which is what these bolts are.
China, I told them if they let me have the chucks they could have the lathe they fitted when I die but they weren't interested so bugger 'em. I have given it to son in law Mo when I die together with all the other tackle and books.
David, those were his working clothes, remember he owned the firm.....
One fact I haven't mentioned is that I am using a fine thread because it's lower geared and you can get them tighter than a coarser one.
Kev is welcome to make a video any time he likes!
EPILOGUE
There is much more I could tell you about the skill and dedication of the men who made the textile industry possible but I think I may have done enough. If I have managed to give you a clear picture of Henry Brown Sons and Pickles and the men who worked there I am pleased. If I have also managed to convey to you my admiration for the way they tackled any problem and stuck at it until the job was done I’m delighted. Heavy maintenance like this is not dead, it still goes on but now as then it is largely unrecorded. Our comfortable lives and the industries that support our economy wouldn’t be possible without the ‘heavy gang’ working through the night. If I’ve made you aware of them and the role they play I have succeeded beyond my dreams. Thank you for listening to me and Newton.

Olive and Newton in 1978. He is making a bush for me on the Wilson Lathe at Wellhouse shop I later bought off him and used for many years.
China, I told them if they let me have the chucks they could have the lathe they fitted when I die but they weren't interested so bugger 'em. I have given it to son in law Mo when I die together with all the other tackle and books.
David, those were his working clothes, remember he owned the firm.....
One fact I haven't mentioned is that I am using a fine thread because it's lower geared and you can get them tighter than a coarser one.
Kev is welcome to make a video any time he likes!
EPILOGUE
There is much more I could tell you about the skill and dedication of the men who made the textile industry possible but I think I may have done enough. If I have managed to give you a clear picture of Henry Brown Sons and Pickles and the men who worked there I am pleased. If I have also managed to convey to you my admiration for the way they tackled any problem and stuck at it until the job was done I’m delighted. Heavy maintenance like this is not dead, it still goes on but now as then it is largely unrecorded. Our comfortable lives and the industries that support our economy wouldn’t be possible without the ‘heavy gang’ working through the night. If I’ve made you aware of them and the role they play I have succeeded beyond my dreams. Thank you for listening to me and Newton.
Olive and Newton in 1978. He is making a bush for me on the Wilson Lathe at Wellhouse shop I later bought off him and used for many years.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!