The eradication of Brucellosis was well under way and Demesne became our accredited dealing farm because it was so handy to Gisburn. I saw less of Richard and seldom went to Backridge, he still ran the cattle side of the job but most of my contact was with David. This didn’t seem too important at the time but I have to say there were times when I missed Richard’s skills in man management. He was a hard employer but had the knack of creating a good atmosphere with his men.
Another man whom was affected by the move was John Henry. He had been suffering from poor health, he was having trouble with his breathing and was diagnosed as having Farmer’s Lung. Funny thing about this was that it became a recognised industrial disease and when he went before the medical board for compensation they told him he had asthma! Par for the course. Actually one of his biggest problems was that he was loosing a lot of blood because he had haemorrhoids and when this was cured he improved dramatically but by this time he had decided that he was going to give up farming and go into the building trade. He and Ivy moved to Carleton and John lived there for many years, later as a widower and he died a couple of years ago. I was talking to my eldest daughter who lived in Clitheroe at the time and she told me she had seen Stephen, John Henry and Ivy’s son. She said he still had the scar on his forehead where I cut him open with a muck shovel one day in the Low Barn at Marton. I was giving John a hand to muck out one Wednesday morning and as I turned round to throw a shovel full of muck into the barrow I caught young Stephen on the forehead and gave him a very bad gash. I was terribly upset by this but John was very good about it, he said accidents happen, I can still see the blood pouring out of the lad’s head. When John Henry finished I lost my Wednesday morning mate.
David and I were going up to Lanark one Monday fairly early in 1973. David was driving as we climbed Beattock because we had just changed over at Marchbank where we sometimes dropped calves. We had just got into our stride again and were coming up towards the hotel that lies back from the road on the left when we saw a cloud of dust rising from the south bound carriageway and a large car rolling down the road, I think it was silver colour. As it rolled two bodies and a dog were thrown out. You could tell by the way the bodies hit the road that they were dead, the dog was unharmed and ran away to the north up our side of the carriageway. As I write this I can see the whole thing as clearly as if it was happening now, it was a bad accident and fairly obvious that there were more injured people in the car. David turned to me and said “It does you good to see something like that every now and again.” I told him that I couldn’t answer for him but it had done me no good at all. Later I enquired and all five people in the car were killed. I think it was the rate collector from Falkirk and a dentist friend of his. They were going, with some of their family to Southport to book their holidays and one of the ladies was driving. The car was a Bentley I think and as she was overtaking a slower vehicle she had touched the off side kerb on the carriageway, gone out of control and finished up bouncing off a large rock on the nearside verge. I’ve often wondered since what happened to that dog.
This accident had a very bad effect on me. I had always said that the road was a young man’s job and I would be out before I was forty. All this came flooding back and I had a dream again that had haunted me for quite a few nights after I had written Richard’s car off, it always ended with me in a car rolling over in the road. I was very unsettled and had a lot to think about.
A couple of weeks later I was in the Dog one Sunday having a Guinness with Billy Entwistle, Dan Smith and Jack Platt. Dan and Jack were old drivers from Wild’s Transport in Barlick. Jack asked me what I was going to do next seeing as how I had reached the peak of the profession, I had the biggest wagon, the longest hours and the most miles. They were pulling my leg of course but I gave them a serious reply, I told them I wanted out and the only job I really fancied was running the steam engine at Bancroft Shed I had seen when I was at home with a wing down. Billy Ent said that there was a good chance I could have it, they were looking for a firebeater and the engine tenter retired in July! I went straight home, had a word with Vera and she said she’d go down on Monday and arrange for me to go in and see the management on Wednesday before I went in to work. I went in and saw them and made it quite clear that what I wanted was the job of running the engine. This was agreed and I arranged to start a week the following Monday. I went down to Marton on the Wednesday but didn’t see Richard until the Thursday at Gisburn when I gave him a weeks notice. I don’t think he was all that surprised. I was told later that Wilf Bargh had asked him what he would do without me and he said they would set on two drivers and a mechanic. I don’t know whether this was true or not but it wasn’t far from what was needed.
Years later, Susan, my middle daughter rang me one evening from the Spread-Eagle at Sawley where she was working as a waitress. She said that Richard was speaking at a farmer’s dinner and his subject was the importance of having good men. She said I would have been proud to hear what he had to say about John Henry Pickles and me. That was nice.
On the following Saturday, after working a weeks notice, I left the wagon at Demesne and I think Mary drove me home. Fresh vistas were opening up, I was no longer a wagon driver, I had moved up in the world to being a firebeater!
One last story about the years with Richard. I think it would be about 1970 and I was getting fed up with smoking. I had a bad chest cold regularly and put it down to 40 fags a day, a few cigars and the odd pipe of tobacco. I was climbing the hill out of Coylton one morning after driving up non-stop by myself from Demesne and I threw all the smoking tackle out of the window, everything. Anyone who has tried to end an addiction knows what I went through. Apart from the physical symptoms I became incredibly bad tempered, to the point where Richard told me in Gisburn one day that if I didn’t start again he would sack me! I can’t remember how long I persevered, it seemed like a long time, but a few months later I was early back from Ayr one Tuesday and got into Barlick before 9pm because Ormerod’s sweets and tobacco shop opposite Trinity Church was still open. I went in and got an ounce of Erinmore Flake. When I got in the house I threw it on the table in the kitchen and without saying a word, Vera went upstairs and brought all my pipes down. She brewed a pot of tea for me as I sat there in the chair and had my first smoke for months, it was like heaven! Later she said that the packet of Erinmore was the best thing that had come through the door for months, everyone was pleased and I settled into addiction again, but only the pipe.
Many years later I tried again and did about three months but in the end my doctor told me that there was no way he was going to advise me to start smoking again but the headaches, bad sleep and other symptoms I was suffering were caused by stopping. I gave in, got some tobacco and vowed never to try it again. Funny thing is that I have wonderful health, never cough or get a cold and even the doctor has stopped nagging me now because I appear to have a high tolerance to whatever is bad about smoking. Personally I think it’s the pipe that makes the difference. I hate cigarettes and cigars.
[The good news for you is that we are leaving the road now and moving into a different kettle of fish altogether. Tomorrow we start at Bancroft Shed as a complete novice firebeater! Sorry for the last few days but we need a back story!]
STEAM ENGINES AND WATERWHEELS
-
Stanley

- Global Moderator

- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
BANCROFT SHED 1973 TO 1978
I went to Bancroft Shed that first morning and told George Bleasdale that the best way for him to treat me was as a complete novice. This was no less than the truth, I knew nothing about boilers except that you burned coal in them and made steam. I have to say that in the early days, George, though a bad-tempered old b****r was very good with me. It was in his own interest to have steam produced reliably, his job couldn’t go on without me so he gave me a good introduction to the job of firing the boiler. I hadn’t been there long when he changed his tune, I think the reality of retirement had started to dawn on him and I was the enemy within, he realised that I was the new engine tenter. There was some talk about him already having a man lined up for the job but the management weren’t having any. Sidney Nutter, who ran the office knew a bit about me and I rather think they fancied their chances were a bit better with me than with one of George’s protégés.
What I am going to say now sounds terrible but if I’m not going to tell the truth I might as well not bother. What George knew about the finer points of running a large steam engine could be written in a very slim book. I soon realised that apart from his growing antipathy towards me, there wasn’t going to be much I could learn from him. This didn’t seem too much of a problem, it would all be written down somewhere, all I had to do was find the books.
I attacked the library and inter-library loan and got hold of every book on steam raising and engines that I could lay my hands on. I read the lot and learned many interesting things about the maintenance and construction of chimneys, boilers and engines but nowhere was there any practical information on how you actually ran the damn things, it had never been written down! Evidently it had all been passed on by word of mouth or learned from experience and as there had never been a formal educational course or apprenticeship in running land-based boilers and engines, there was no literature.
In the course of looking for practical information I came across an interesting fact about the status of land-based steam engineers and boiler tenters. In 1897 a Bill was introduced in Parliament, the Steam engines and Boilers (Persons in Charge), which was intended to come into force on January 1st 1898. It wasn’t intended to apply to agriculture, locomotives or road engines but was to set standard qualifications which would lead to certification of engineers and boiler attendants on stationary plant rather like the existing structure of certification applying to marine boilers and engines. Unfortunately, there was a royal visit in London that day that was expected to lead to traffic problems and Parliament adjourned early before the Bill had been discussed. It lost its place in the timetable and was withdrawn on 12 July 1897. If it had gone forward, the craft of tending land based boilers and engines would have been given high status as was the case with marine engineers. However, this never happened and there was never any agreed qualification right to the end of the industry. Unfortunately, though interesting, this wasn’t getting me anywhere, I started to get a bit disheartened!
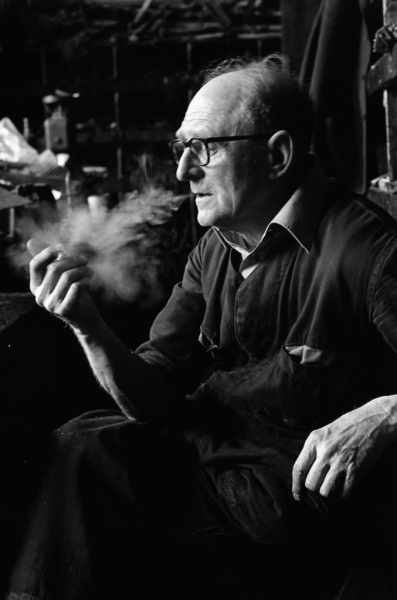
Then I heard about a man called Newton Pickles. He was the son of John Albert Pickles who was the founder of the engineering firm Henry Brown Sons and Pickles which was still working out of rented premises at Wellhouse Mill in Barlick and was the best firm of millwrights and engineers in the district. At one time they had over a hundred engines on their books and were capable of any repair. I went to see Newton and told him my problems, he told me not to worry, he would set me straight and all I had to do was ask him the questions. He was as good as his word and was to be a tower of strength for me. I can’t emphasise too much how expert he was (he died shortly after I wrote the first version of the memoir in 1999), how generous he was with his time and what a good friend he was every time I thought I was running into trouble. Men like this are very rare in this world and I was incredibly lucky that fate threw us together at just the right time. I know quite a bit about the subject now but I would never have got started if it hadn’t been for Newton Pickles. If you detect a bit of hero worship here, you’re right, as far as engineering is concerned I want to be Newton Pickles when I grow up!
I went to Bancroft Shed that first morning and told George Bleasdale that the best way for him to treat me was as a complete novice. This was no less than the truth, I knew nothing about boilers except that you burned coal in them and made steam. I have to say that in the early days, George, though a bad-tempered old b****r was very good with me. It was in his own interest to have steam produced reliably, his job couldn’t go on without me so he gave me a good introduction to the job of firing the boiler. I hadn’t been there long when he changed his tune, I think the reality of retirement had started to dawn on him and I was the enemy within, he realised that I was the new engine tenter. There was some talk about him already having a man lined up for the job but the management weren’t having any. Sidney Nutter, who ran the office knew a bit about me and I rather think they fancied their chances were a bit better with me than with one of George’s protégés.
What I am going to say now sounds terrible but if I’m not going to tell the truth I might as well not bother. What George knew about the finer points of running a large steam engine could be written in a very slim book. I soon realised that apart from his growing antipathy towards me, there wasn’t going to be much I could learn from him. This didn’t seem too much of a problem, it would all be written down somewhere, all I had to do was find the books.
I attacked the library and inter-library loan and got hold of every book on steam raising and engines that I could lay my hands on. I read the lot and learned many interesting things about the maintenance and construction of chimneys, boilers and engines but nowhere was there any practical information on how you actually ran the damn things, it had never been written down! Evidently it had all been passed on by word of mouth or learned from experience and as there had never been a formal educational course or apprenticeship in running land-based boilers and engines, there was no literature.
In the course of looking for practical information I came across an interesting fact about the status of land-based steam engineers and boiler tenters. In 1897 a Bill was introduced in Parliament, the Steam engines and Boilers (Persons in Charge), which was intended to come into force on January 1st 1898. It wasn’t intended to apply to agriculture, locomotives or road engines but was to set standard qualifications which would lead to certification of engineers and boiler attendants on stationary plant rather like the existing structure of certification applying to marine boilers and engines. Unfortunately, there was a royal visit in London that day that was expected to lead to traffic problems and Parliament adjourned early before the Bill had been discussed. It lost its place in the timetable and was withdrawn on 12 July 1897. If it had gone forward, the craft of tending land based boilers and engines would have been given high status as was the case with marine engineers. However, this never happened and there was never any agreed qualification right to the end of the industry. Unfortunately, though interesting, this wasn’t getting me anywhere, I started to get a bit disheartened!
Then I heard about a man called Newton Pickles. He was the son of John Albert Pickles who was the founder of the engineering firm Henry Brown Sons and Pickles which was still working out of rented premises at Wellhouse Mill in Barlick and was the best firm of millwrights and engineers in the district. At one time they had over a hundred engines on their books and were capable of any repair. I went to see Newton and told him my problems, he told me not to worry, he would set me straight and all I had to do was ask him the questions. He was as good as his word and was to be a tower of strength for me. I can’t emphasise too much how expert he was (he died shortly after I wrote the first version of the memoir in 1999), how generous he was with his time and what a good friend he was every time I thought I was running into trouble. Men like this are very rare in this world and I was incredibly lucky that fate threw us together at just the right time. I know quite a bit about the subject now but I would never have got started if it hadn’t been for Newton Pickles. If you detect a bit of hero worship here, you’re right, as far as engineering is concerned I want to be Newton Pickles when I grow up!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

Newton in the engine house.
On the broader front the transition from wagon driving to working at Bancroft completely changed my life. It’s hard to over emphasise the effect, both long and short term, it had on me. Looking back I can see now that there was a head of steam building up in me for change. As is so often true in situations like this, I only vaguely understood this at the time, I think I made as good a fist as I could of managing what was happening to me and think I recognise now some of the places where I went off course a bit but, having said this, I don’t really see how I could have done any better with the knowledge and resources I had at the time. Further, I have no certainty that if I’d done things differently the end result would have been any better. All I am certain of is this, I was dealt a hand of cards and played them as best I could and if I had to go back and do it all over again, I wouldn’t change a thing.
The first major change was that instead of climbing into my place of solitary confinement in the cab of the wagon each morning and assuming complete control of my immediate surroundings for as long as I stayed there, I walked down the field, climbed over the fence and became part of the wonderful mechanism called Bancroft Shed. I wasn’t the Lone Ranger any more, what I did affected everybody else and they in turn affected my life, it was a lot nearer to the real world, I know now that this was a very powerful engine of change for me but I hadn’t worked it out then.
The older I get the more I realise that the perceived quality of my life depends on the degree to which I have control. Show me a situation and I’ll demonstrate that if you pursue it to its roots it always ends up as an issue of control. In the wagon I had almost perfect control of my life, I was responsible for the existence of everybody and everything in my sphere of influence. If I made a wrong move I could die or destroy property or kill somebody. I believe that this is the factor that explains most of what people see as altered behaviour when driving a vehicle. I only had one master, the physical laws of the world, I couldn’t fight time, weight, gradient, weather or distance, these had to be managed but these variables are easily quantified, they are known, there are no surprises so my job, which was to work with them, became logical and there was a degree of certainty about the outcome which isn’t often met with in this world. I believe that this is why I like working with machines so much because the same rules apply. Conversely, it might be the explanation why I am so bad with human beings! Obviously I hate to admit this and can’t quite square up why this doesn’t apply to children and animals, I have no problems at all with them, perhaps it’s because they are working on a much simpler level and have more easily identifiable agendas. Then again, I might be talking about women! I think you have enough clues here to grasp the sense of what I am trying to convey, I’m not going to make what I would see as a mistake at this point by trying to take this analysis too far. It would be misleading because much of my refined thought about these matters is the result of circumstances which, at this point in my life, are still far in the future, I’ll only add one rider at this point, I think I was a slow developer!
I started at the mill in late spring 1973 and we were out of the heating season. The significance of this is that I was in plenty of time if I started at seven in the morning. Couple this with the fact that I was home by five o’clock in the evening and you have the first major change, I could be a proper member of the family again. My weekends became my own and the long summer evenings were available for all sorts of pleasant little tasks which I had never been able to attend to before. It was wonderful for me and I think an improvement for everybody else as well, certainly, at this distance in time, my impression is that it was a very happy time at Hey Farm. Mother had settled down well in her house in Avon Drive after father’s death and there was plenty of communication between us. My association with Drinkall’s hadn’t ended either, Richard asked me whether I’d take responsibility for maintenance of the wagons just as before and I was glad to do it. For a start, it was a useful supplement to our income and I enjoyed the work and the continued contact with my friends.
There was another consequence which followed working at the mill. I started to build a new orbit of friends and acquaintances. People who know me are often surprised at my lack of knowledge of Barlick and its inhabitants between 1960 and 1973. Not surprising really when you consider that the only times I was in the town was during the hours of darkness! A bit of an exaggeration I know but beyond purely family contacts, I didn’t live in the town I just slept there if I was lucky, my home town was mainland Britain. This all changed, I came into contact with everyone in the mill for a start off, then there were the regular visitors at the boiler house. In this respect, Bancroft was like the industries I knew as a child, if you were an outsider and wanted to visit your friend or relation during working hours you just walked in the mill and had a conversation. There was no security, no barrier, you just walked in, children would come in to see their Aunts, I even saw a mail order delivery man come in one day to deliver a parcel to a weaver! George and I in particular were a law unto ourselves, if we wanted ten minutes to go to the shop or run an errand we covered for each other and went and did whatever we had to do. The boiler house was almost like a local meeting place, my mates would call in and have a word if they were passing and I have had many a cup of tea sat on a stone ledge in the mill yard while the job took care of itself. All this was a tremendous change, when you’re driving you have to exercise total concentration for hours at a stretch. Vera will tell you that I didn’t even like to talk while I was driving the family, I couldn’t afford the distraction. I could have a five minute spell and a crack any time I wanted and relax when I was running the boiler.
Another delight during good weather was that you could always take time to go for a walk out to the lodge where we stored the water for the condenser on the engine and have a look at the moorhens and ducks. If I lifted my eyes I was looking at Hey Farm land with our cattle grazing quietly away in the field, I wasn’t confined at all. In bad weather I still got plenty of exercise because it was essential that as firebeater I knew what was going on in the mill so that I could assess steam demand. I used to go and have a walk round frequently during the day to see who was doing what and there was plenty of opportunity for a crack with the weavers or the tacklers while on my rounds and this passed the time on nicely.
Mind you, increased contact with people had disadvantages as well! I can’t remember how it came about but I met the husband of one of the teachers at Church School, Raymond Rance. We got talking and it turned out that he was in a bit of trouble, he and his father were in partnership as builders and they had taken on what was, for them, quite a big contract. At this time Burnley Council was widening the main road from the Prairie at Reedley to Duke Bar and as part of the contract they had demolished the end two houses of every row butting on to the road on the left hand side going towards Burnley. Raymond and his dad had the job of building a new skin on the end of each row of houses and repairing the roofs. They only had two to do before they got paid but had run out of credit and materials. Raymond wasn’t a mate of mine but there was a connection in that his wife was teaching our children so I offered to help him out. I said he could buy the timber that I had bought when I was thinking of doing the roof of the farm, I told him he could have it for what I paid for it plus 50%. It was still cheap because I had bought it at a very good price and timber prices had risen sharply in the two years it had been sitting sheeted up in the garden. I said that if it helped he could have it and pay me when they drew off the Council. He accepted with glee and took the timber away.
A couple of months afterwards I was walking up Folly Lane past Folly Cottages where he lived and I met him in the road. I asked him when he would be able to pay me and he said he wasn’t going to give me any money, he said there was nothing I could do about it and so there was no point bothering him. To say I was surprised would be to put it mildly! I told him that I suspected he had just made the biggest mistake of his life and that if he didn’t bring the money to Hey Farm by five that evening I would take steps which would astound him! He never came so the following day I went to see Keith McCann my solicitor and asked him what it would cost me to bankrupt Rance. “Not a lot. You can join in with the others!” So I did and it cost me £40. Rance and his father went down on the 26th of June 1975 for £18,462 and had no assets to cover this, everything was in their wives’ names. The thing that really annoyed me when I got the Summary of Statement of the case and the Official Receiver’s Observations was that they admitted knowing they were insolvent in August 1974, well before I helped them out. I see Rance occasionally in the town and wonder how anybody can be as bare faced as he is, I did him a good turn when he needed it and he dumped all over me. I have a theory that it all levels out in the end and I wouldn’t like to be in his shoes when it does. One thing is sure and certain, Vera and I lost out but we never lost any sleep, Vera was devastated at the time, she couldn’t believe that anyone could be so heartless. Seeing her lose her faith like that hurt me more than the money and I will never, ever, forgive Mr Raymond Rance. Funnily enough, this incident did me a favour later but we’ll come to that at the proper time.
There is a later consequence to add here. I happened to be sat in the Cross Keys pub one evening talking to Alan Parker my old tanker driver mate from West Marton and there was what I call a ‘boomer’ at the next table, someone talking so loudly that his voice was distracting us from our conversation. The gist of what he was saying was how clever he had been in his business dealings and how much money he was making. I hadn’t recognised the voice but at one point I turned in my chair to see who the loud mouth was. You’ve guessed it, it was Raymond Rance. I leaned over and in a loud voice informed him that seeing as how he was doing so well, he might like to ease his conscience by giving me the £280 he had cheated me out of over 25 years ago when I helped him out of a tight spot, and by the way, 25 years interest at bank rate would be nice as well. He never said a word, just got up and walked out. Everyone was looking at me as though I had done something terrible so I informed everyone within earshot what had happened and that if they were thinking of trusting Raymond, have another think about it because the man was a crook. I don’t think I was being petty, it had to be said and I know that if I hadn’t said something there and then I’d regret it all my life. To the best of my knowledge he is still alive and perhaps someone will bring this to his attention. It isn’t too late Raymond and I have all the original paperwork, live with it or remedy it!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
When I went to Bancroft I was 37 years old. Apart from the long term problem of a back damaged by too much lifting in the early days I was in good health. I was as strong as a horse, I had no problem lifting 300 lbs and would throw a 45 gallon drum of oil upright from a horizontal position by myself, these drums weighed over 500 lbs. Firing the boiler involved a lot of shovelling of coal, I would think nothing of shifting five tons of coal into the bunker after the coal wagon had tipped, we couldn’t get it all in straight from the wagon and there was usually some to tidy up afterwards so that the boiler house door could be shut and locked.
On the whole then, the transition went well. I never for one minute questioned my decision to move and I don’t think it caused any problems at home either, what we had to report was progress, everything in the garden was looking fine!
THE WORK AT BANCROFT
Bancroft Shed was built by James Nutter with the profits he made from manufacturing in the room and power system whereby he rented accommodation in other local mills. Like other local manufacturers he found himself in a position at the beginning of the 20th century where he could afford to build his own mill and this was an economic proposition as the long term cost was less than paying rent. He started to build in 1914, the last weaving shed to be built in Barlick. Due to the war the shed wasn’t finished until March 1920 when it was opened with all due ceremony and started to produce cloth. You’ll notice as I tell this story that some mills are referred to as mills and others as sheds. Almost without exception the distinction is that a mill is a factory that once included spinning in its activities and a shed was built solely for weaving. In the early days of the industry mills often spun their own yarn but as the industry developed firms began to specialise to reduce costs and spinning died out in Barlick, it was cheaper to buy the yarn in from South Lancashire than manufacture it. Bancroft never had any spinning and so was always known as a mill but named Bancroft Shed. (In 2009 I published a book called ‘Bancroft Shed’ which describes what went on in the shed and the people who worked there. If you want the inside story go to Lulu.com and buy it. Alternatively there is a copy in the local library.)
The prime necessity for a steam driven mill is a reliable supply of water for the condenser pond. This water is used to cool the condenser on the engine which is essential to economic running. The pond or lodge was in effect a heat sink for the condenser. The water supply at Bancroft was Gillian’s Beck, the same beck that ran through the field at Hey Farm.
The main element of a mill like Bancroft is the large, single storey weaving shed sunk into the hillside. This was fronted by a two storey section which had the warehouse on the bottom floor and yarn and beam preparation departments upstairs. On the left hand end of the mill was an office block and on the right hand, the engine house with the boiler house and chimney behind. The construction of the building was absolutely typical, cast iron frame, stone walls and blue slate roofs. The lodge lay in front of the mill and there was space down the right hand side next to the boiler house and chimney for a large coal reserve in case there was any interruption in fuel supply.
The engine house was about the size of a small chapel and looked very much like one because of its large window in the north end. This window had a very practical purpose, if removed it would permit egress for the largest part of the engine in case of the need for repairs. Behind the engine house was the boiler house which contained the coal bunker which would hold about twenty tons of coal, the Lancashire boiler, the economisers and a smaller, disused Cornish boiler which had been installed after WWII to increase steam capacity but had never been a success because of lack of draught from the chimney. The 130ft high chimney stood behind the boiler house and was the exhaust for the gases produced when coal was burnt in the boiler to raise steam.
The man who looked after the engine was traditionally known as the ‘tenter’ or watcher. The man who fired the boiler was known locally as the ‘firebeater’, in other areas he would be called a stoker.
My job as firebeater was to raise steam by burning coal in the boiler to supply all the needs of the mill keeping a constant pressure of about 140psi. The problem the firebeater continually had to solve was that the demand for steam fluctuated because it was used for process and heating as well as driving the engine. The demand from the engine could alter suddenly if the lights had to be put on because we generated our own electricity and this could increase the load on the engine by 20%. I soon learned that the secret was anticipation and the more I knew about what was happening in the mill or the weather outside the better the estimates I could make of future demand. I had to predict ahead because one of the characteristics of a Lancashire boiler is that it is slow to react, if I wanted more steam I had to act 15 minutes before the demand came on. Once I had cracked the routine and the technicalities, which didn’t take long, the job became easy and a joy because you always had to be thinking ahead. It became a matter of pride to me that steam didn’t vary by more than five pounds unless there was an entirely unforeseen circumstance.
The engine fascinated me. If ever there was an example of pure, concentrated engineering, a working steam engine has to come somewhere near it. It embodied all the laws of thermodynamics, gas theory and mechanics. It was, on the surface, so simple and yet the more you studied it the more complicated it became. Imagine peeling an onion and on each succeeding skin you find writing, by layer three you are the stage of ‘Gone With the Wind’, a couple of layers later you are on a complete copy of the Bible and shortly after that you are expecting the complete ‘Encyclopaedia Britannica’! I remember reading a report once of the retirement speech of Churchward, one of the great railway Chief Engineers, he said it was a pity he was retiring because after 50 years in the job he felt he was on the verge of understanding the simple slide valve! I think I know what he meant, I’m sure this applies to many more situations in life, if not all, but the steam engine brings it home to you very forcibly.

My new world!
On the whole then, the transition went well. I never for one minute questioned my decision to move and I don’t think it caused any problems at home either, what we had to report was progress, everything in the garden was looking fine!
THE WORK AT BANCROFT
Bancroft Shed was built by James Nutter with the profits he made from manufacturing in the room and power system whereby he rented accommodation in other local mills. Like other local manufacturers he found himself in a position at the beginning of the 20th century where he could afford to build his own mill and this was an economic proposition as the long term cost was less than paying rent. He started to build in 1914, the last weaving shed to be built in Barlick. Due to the war the shed wasn’t finished until March 1920 when it was opened with all due ceremony and started to produce cloth. You’ll notice as I tell this story that some mills are referred to as mills and others as sheds. Almost without exception the distinction is that a mill is a factory that once included spinning in its activities and a shed was built solely for weaving. In the early days of the industry mills often spun their own yarn but as the industry developed firms began to specialise to reduce costs and spinning died out in Barlick, it was cheaper to buy the yarn in from South Lancashire than manufacture it. Bancroft never had any spinning and so was always known as a mill but named Bancroft Shed. (In 2009 I published a book called ‘Bancroft Shed’ which describes what went on in the shed and the people who worked there. If you want the inside story go to Lulu.com and buy it. Alternatively there is a copy in the local library.)
The prime necessity for a steam driven mill is a reliable supply of water for the condenser pond. This water is used to cool the condenser on the engine which is essential to economic running. The pond or lodge was in effect a heat sink for the condenser. The water supply at Bancroft was Gillian’s Beck, the same beck that ran through the field at Hey Farm.
The main element of a mill like Bancroft is the large, single storey weaving shed sunk into the hillside. This was fronted by a two storey section which had the warehouse on the bottom floor and yarn and beam preparation departments upstairs. On the left hand end of the mill was an office block and on the right hand, the engine house with the boiler house and chimney behind. The construction of the building was absolutely typical, cast iron frame, stone walls and blue slate roofs. The lodge lay in front of the mill and there was space down the right hand side next to the boiler house and chimney for a large coal reserve in case there was any interruption in fuel supply.
The engine house was about the size of a small chapel and looked very much like one because of its large window in the north end. This window had a very practical purpose, if removed it would permit egress for the largest part of the engine in case of the need for repairs. Behind the engine house was the boiler house which contained the coal bunker which would hold about twenty tons of coal, the Lancashire boiler, the economisers and a smaller, disused Cornish boiler which had been installed after WWII to increase steam capacity but had never been a success because of lack of draught from the chimney. The 130ft high chimney stood behind the boiler house and was the exhaust for the gases produced when coal was burnt in the boiler to raise steam.
The man who looked after the engine was traditionally known as the ‘tenter’ or watcher. The man who fired the boiler was known locally as the ‘firebeater’, in other areas he would be called a stoker.
My job as firebeater was to raise steam by burning coal in the boiler to supply all the needs of the mill keeping a constant pressure of about 140psi. The problem the firebeater continually had to solve was that the demand for steam fluctuated because it was used for process and heating as well as driving the engine. The demand from the engine could alter suddenly if the lights had to be put on because we generated our own electricity and this could increase the load on the engine by 20%. I soon learned that the secret was anticipation and the more I knew about what was happening in the mill or the weather outside the better the estimates I could make of future demand. I had to predict ahead because one of the characteristics of a Lancashire boiler is that it is slow to react, if I wanted more steam I had to act 15 minutes before the demand came on. Once I had cracked the routine and the technicalities, which didn’t take long, the job became easy and a joy because you always had to be thinking ahead. It became a matter of pride to me that steam didn’t vary by more than five pounds unless there was an entirely unforeseen circumstance.
The engine fascinated me. If ever there was an example of pure, concentrated engineering, a working steam engine has to come somewhere near it. It embodied all the laws of thermodynamics, gas theory and mechanics. It was, on the surface, so simple and yet the more you studied it the more complicated it became. Imagine peeling an onion and on each succeeding skin you find writing, by layer three you are the stage of ‘Gone With the Wind’, a couple of layers later you are on a complete copy of the Bible and shortly after that you are expecting the complete ‘Encyclopaedia Britannica’! I remember reading a report once of the retirement speech of Churchward, one of the great railway Chief Engineers, he said it was a pity he was retiring because after 50 years in the job he felt he was on the verge of understanding the simple slide valve! I think I know what he meant, I’m sure this applies to many more situations in life, if not all, but the steam engine brings it home to you very forcibly.
My new world!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Ernie Roberts, tackler and gent!
A favourite calling shop in my peregrinations round the mill was the tackler’s cabin in the warehouse. The tacklers were the men who tuned the looms and kept them in order for the weavers, they each had their own set of looms, about 100 each, and knew the looms and the weavers intimately. I soon made a very good friend in Ernie Roberts, he was a marvellous bloke who had been ‘woven out’ five times. In other words he had been working at a mill where they were closing down and because of the nature of the job, the looms gradually reduce in number until there are none left, something like a slow death. Despite this, Ernie was still in the industry and had retained his sense of humour. He eventually reached the stage where his house was paid for and he could retire gracefully. After six months of well-earned rest he got a brain tumour and died a horrible death. It was so bloody unfair. It reinforced my oft-repeated contention that someone, somewhere has a very strange sense of humour!
I spent a lot of time with Ernie before he died and he was one of the first people I taped when I decided to record the industry. He told me some marvellous stories about his war service but two stand out in particular. Ernie was in Signals, he said that apart from shooting on the range he never fired his rifle once in anger! He was in India and Burma and on the quiet he had a hard war. He told me once that he and his mate Charlie were in a slit trench and there was a lot of ‘incoming mail’. As they cowered down with shells and mortars bombs raining down on their position Charlie said to him “Do you know what blood smells like?” Ernie said he didn’t and asked Charlie why he had put the question. “Because if it smells like shit, th’art wounded!” Another time, they were paraded and a man came and addressed them about the necessity to take imaginative measures to beat the Japanese. At the end of his speech he asked for volunteers, Charlie was about to take one pace forward when Ernie grabbed his shirt. “Stay where you are, this b****r’s mad!” It turned out that his name was Orde Wingate and he was calling for volunteers for the Chindits. He and his volunteers marched off into the jungle to almost certain death and very few of them survived, Ernie was dead right. Charlie came to a sad end. Ernie had been in his dugout most of the night and Charlie came to relieve him, “Sheath your sword Roberts, you’ve done enough for one night!” Ernie went to the cookhouse for a cup of tea but before he had finished it the dugout Charlie was in got a direct hit from a mortar bomb and he was killed.
Ernie got Black Water Fever. He was sent back to a forward hospital for assessment and one of the first examinations was of his stool. Ernie went off to a small canvas tent with a tin to produce the sample, one of the main indicators of Black Water Fever is very thin, black, evil-smelling motions, hence the name. He filled his tin and two blokes who were in there from a Highland regiment wrinkled their noses when they saw it and asked what it was. Ernie told them and added that it was a Blighty Ticket, in other words he would be invalided home as there was no cure. Five minutes later he emerged from the tent ten shillings richer having provided the other two with a sample. They all went home together. Ernie had what he called bootlace diarrhoea until the day he died, there are still people walking round carrying the burdens of the war like Ernie Roberts and Bill Robertshaw and we should never forget.
Back at the farm we were now without any form of transport. I decided we had better do something about this and so I bought two moribund Ford Anglias. The idea was to make one good car out of the two so I set to work in my spare time. I partially succeeded in the end but have to admit that even when I had finished, our ‘new’ car left a lot to be desired. Nevertheless, we were mobile and visits to my sister in Stockport and shopping trips to Burnley became possible. It’s perhaps indicative of how little I thought about the result that there is no picture of it in my negative files!
At this time I would occasionally go to work in the car if it was raining or if I had an errand to run during the day. I was going up towards the mill one morning and met Raymond Rance coming the opposite way in a brand new Morris Marina! This absolutely incensed me. Here I was, doing everything right and as honest as the day was long and there was Rance, who still owed me for the timber he had stolen off me and gone bankrupt into the bargain, riding round in a new car while I was trailing round in a scrapper! I couldn’t help tending towards the conclusion that something was wrong somewhere. A few days afterwards, Vera and I had been shopping somewhere Burnley way and as we returned home over Whitemoor Vera asked me why the car was making a funny noise. I told her I suspected it had broken in two and the noise she could hear was the gearbox dragging on the floor. I got it home, had a look underneath and welded in a temporary solution but my mind was racing now!
I went to several people who’s opinions I respected and told them of my problem and what I had in mind as a solution. They all agreed that I was thinking correctly and so, after consulting with Vera I sold the big field to our neighbour, young Sid Demain and went out and bought a brand new 12 seater diesel Land Rover Safari! It cost £4,800, more than twice what I had paid for the farm but was a wonderful investment, we were really mobile now. My idea was that it would be a safe if not speedy vehicle, it would have plenty of room for the kids and it could be used for other purposes as well. I could see that the mill wasn’t going to last for ever and a good utility vehicle like this would make an ideal mobile workshop. Old Arthur Entwistle thoroughly approved and we got to the stage where we went on visits to see him and Amy and eventually stayed at his son’s house as well.
Shortly after I got the Land Rover I did something which even I find hard to believe now. Vera came out to the workshop one Saturday morning a couple of months after we had got the motor and found me lifting the engine out of it! She asked me what I was doing and I said I wasn’t satisfied with the engine, they had built it wrong and so I was going to strip it down, rebuild it and see if it was any better! She didn’t argue, she left me to it but I can well imagine that even Vera thought I’d gone too far this time. It took me two days but I completely stripped the engine and rebuilt it with one or two adjustments to my own specifications. I should say at this point I wasn’t working completely in the dark. For some time I had been reconditioning Rover diesel engines for Walt Johnson at Crawshawbooth where I had bought the motor and had gained a lot of insight into the basic faults of the engine. Walt always said my rebuilds were better than Rover’s. When I had it laced up together again I took it out for a run and what a difference! It ran quieter, had more power and used less diesel, game set and match to Stanley! (Could it have been an issue of control?)
I had just about settled in at the mill when in December 1973 we had the fuel crisis and the three day week. There were power cuts and we were using oil lamps at times at the farm. We got right down to the bottom of the stock pile and I was burning coal which was sent over from the United States after the war. It was lousy stuff, I had to mix it with good coal to get it to burn! The paradox was that we were immune to power cuts as long as we had coal but it was strictly rationed. We never knew when coal was coming, we just had to take our turn. One day a wagon drew into the yard and asked if we were Bankfield Mill. I assumed temporary deafness and said yes and we backed him in and tipped his load. It was Sutton Manor Pit washed singles from over St Helens way and was wonderful steam coal. Of course I knew that he’d made a mistake, Bankfield Shed was the Rolls Royce factory and we had pinched 20 tons of their coal! It took about five days for the penny to drop but by that time it was too late to do anything about it, we had burned it. I left it to the management to sort out and carried on as best as I could.
The next milestone was July 1974 when George retired and I became engineer. We had advertised for a firebeater and a young lad called Ben Gregory applied and I gave him the job. He knew nothing but was young and prepared to learn. It was the Annual Wakes Week holidays, I was master of all I surveyed in the engine house and had my own labourer! It struck me at the time that there must be thousands of people in the country who would have given their eye teeth to have my job. We were one of the last engines to run and tenters were a dying breed. Another thought that came to me was that I must be the youngest bloke left in the country running an engine commercially and that one day, with a bit of luck, I would be the last!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

My new domain. A bit bigger than the cab of a wagon but I still had a good view!
ENGINEER AT BANCROFT SHED
The first thing I had to do when George retired was supervise the annual shut down and maintenance work on the boiler and engine. The boiler was under statutory insurance and had to be inspected at least every 14 months, in effect this meant every year at Barlick holidays. The insurance surveyor would let me know what items he wanted to inspect and I would have them stripped out and ready for him when he came. At the same time I would prepare the boiler for the flue men who came in to clean all the flue dust out of the flues round the boiler. If any scaling needed doing in the boiler they would do this as well. The object of the exercise was to have all the flues and the interior of the boiler clean and in fit condition to inspect by about Wednesday of the first week of the holidays, this gave time for any repairs or replacements before the mill opened again.
The first part of this was to blow the boiler down on the last day of work before the holidays started. We used to do this as soon as the weavers were out of the shed. This was often before official stopping time because it was an accepted fact that as soon as the weavers had their holiday pay in their hands they were off. Many a time we didn’t start again after dinner, this was a good thing for me and the firebeater as it gave us a good start.
By the time the weavers were gone, the firebeater would have drawn his fires and ashed out, in other words, all the clinker and ash was removed from the two furnaces. Then I would go on the top of the boiler and open the low water safety valve, propping the lever up with a couple of bricks, this allowed the steam in the boiler to escape to the open air through a three inch diameter pipe. This made a tremendous roar and signalled to the whole of Barlick that we were on holiday! I have a story for you about this. I forget exactly which year it was but it was the last day before the annual fortnight’s break and we were doing our usual routine, draw the fires and ash out before dinner because there would be no one working after as they’d drawn their pay. I was sat in the engine house having a brew and a sandwich when Jim Pollard the weaving manager, came in. He looked a bit harassed so I asked him what was up. He said the weavers were having a dispute with the management about holiday pay and the upshot was that until this was settled, they wouldn’t be going home as they were frightened of losing their pay. In other words I had to run the engine after lunch!
I told Jim we had a bit of a problem, we had drawn the fires. He said we’d have to relight them but there was no way I was going to do this. I went down and had a look and we had plenty of water and about 120psi on so I shut the dampers to stop the draught cooling the boiler and told Jim we’d run as long as we had steam, there wasn’t time to relight. He went off into the mill and we started up at 13:30 as usual. The point of this story is that we ran until 15:30 with no fire in, even I was amazed how little steam the engine was using. It reinforced a theory I had held for a long time that the place the heat went to was keeping the settings hot and making up heat losses, the engine hardly used any! We got away with this because as the pressure dropped the superheated water in the boiler effervesced and released more steam. This was the great advantage of the Lancashire boiler, its great water capacity made it slow to react to firing but ensured that there was a tremendous reserve of steam which could be used to iron out fluctuations in demand. If a situation arose where you were hard pressed to make steam as fast as it was used, you simply shut down the feed water and allowed the water level in the boiler to drop slowly. Governing the boiler with the feed pump against a fire adjusted to its most efficient level was the most economical way to run the boiler but depended on having a very reliable pump.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Anyway, back to our closing down routine. When the pressure had dropped to about 60psi I would go into the boiler house and open the blow-down valve under the front of the boiler. This allowed what water was left in the boiler to drain away under pressure, as the water drained out it carried much of the sediment which builds up in the boiler out with it. At the same time I would go out to the dam and open the clough which let all the water in the dam flow away down the beck, this took a lot of muck out of the dam with it.
While this was happening the firebeater and I would be having a brew. As soon as things quietened down we would go on top of the boiler and open the large manhole on top of the boiler and lift the lid out of the way with a block and tackle. This was a ticklish job because as soon as you opened the lid, scalding vapour would pour out until all the water had dried off the inside of the boiler. The trick was to knock the lid in and leave it hanging on the tackle until things had cooled down a bit. Then we would take a similar manhole out from the front of the boiler at the bottom and check that all the chimney dampers were wide open. At this point we left the boiler with cold air circulating through all the flues and through the water space of the boiler itself, the object was to have the boiler and settings cool enough next morning for the flue men to get in and do their stuff. I would often come back last thing at night and knock the flue doors off under the front plates so as to encourage better circulation through the side and sole flues. The cooler it was for my flue men the better the job they would do for me, remember that the brickwork in the settings and the flue dust in the flues was still red-hot at this point.
The following morning Ben and I were in for eight o’clock and had everything opened up ready for the arrival of Mr Charles Sutton of Brierfield who’s firm, Weldone would clean the flues. His son Pat worked with him together with Jack who was no relation but had been with them for years. Charlie Sutton was one of the world’s great characters, Jack, his man was possibly the hardest man I have ever seen and Pat his son was a good worker but didn’t have his heart in the job. I don’t blame him, flueing is one of the worst jobs in the world. Later he joined the army and went in the Military Police, he’s a bobby in Clitheroe now.

Daniel Meadows did pics of them flueing. This gives a good idea of what a horrible job it was.
There’s nothing complicated about what fluers do. They go into the flues, gather up the flue dust which is the fine ash carried over by the draught through the firebox which settles in the flue spaces round the boiler and bucket it or shovel it out of the nearest hole to the outside world. Two men work in the flues and one outside carrying away in the barrow to the ash heap outside. We piled the flue dust separately as when it was weathered it was ideal for laying stone flags and we used to give it away to anyone who wanted some. Incidentally, we provided another service free while we were running, if your dog or cat died we would cremate it in the fires! The only thing about this was that we wouldn’t do a cremation within fourteen days of flueing because it wasn’t fair on the fluers, the smell hung in the flues for over a week despite the high temperatures. Charlie used to tell us that in the old days other things got cremated in the flues as well, he reckoned he once found melted gold in the downtake of a boiler and said that more than one nagging wife had left the world that way!
Once the flues were dealt with, this took about four hours, Charlie and his men had a brew and then started on the scale. A boiler is like a kettle and if the water isn’t properly treated, scale builds up on the internal surfaces and interferes with heat transmission and inspection. Ideally, a sixteenth of an inch is just right, this actually protects the boiler plates. When I took over at Bancroft we had a bad scale build up and we had to spend a day and a half chipping inside the boiler to get it in good enough condition to inspect, I made a mental note to sort out the water treatment and get the scale down. It was over 120 degrees Fahrenheit in the boiler and scaling is hard work in a confined space. I could do about an hour but Jack could go on for ever it seemed. My earlier assessment of how hard he was is based on things like this, he just didn’t give up!
While this was happening the firebeater and I would be having a brew. As soon as things quietened down we would go on top of the boiler and open the large manhole on top of the boiler and lift the lid out of the way with a block and tackle. This was a ticklish job because as soon as you opened the lid, scalding vapour would pour out until all the water had dried off the inside of the boiler. The trick was to knock the lid in and leave it hanging on the tackle until things had cooled down a bit. Then we would take a similar manhole out from the front of the boiler at the bottom and check that all the chimney dampers were wide open. At this point we left the boiler with cold air circulating through all the flues and through the water space of the boiler itself, the object was to have the boiler and settings cool enough next morning for the flue men to get in and do their stuff. I would often come back last thing at night and knock the flue doors off under the front plates so as to encourage better circulation through the side and sole flues. The cooler it was for my flue men the better the job they would do for me, remember that the brickwork in the settings and the flue dust in the flues was still red-hot at this point.
The following morning Ben and I were in for eight o’clock and had everything opened up ready for the arrival of Mr Charles Sutton of Brierfield who’s firm, Weldone would clean the flues. His son Pat worked with him together with Jack who was no relation but had been with them for years. Charlie Sutton was one of the world’s great characters, Jack, his man was possibly the hardest man I have ever seen and Pat his son was a good worker but didn’t have his heart in the job. I don’t blame him, flueing is one of the worst jobs in the world. Later he joined the army and went in the Military Police, he’s a bobby in Clitheroe now.
Daniel Meadows did pics of them flueing. This gives a good idea of what a horrible job it was.
There’s nothing complicated about what fluers do. They go into the flues, gather up the flue dust which is the fine ash carried over by the draught through the firebox which settles in the flue spaces round the boiler and bucket it or shovel it out of the nearest hole to the outside world. Two men work in the flues and one outside carrying away in the barrow to the ash heap outside. We piled the flue dust separately as when it was weathered it was ideal for laying stone flags and we used to give it away to anyone who wanted some. Incidentally, we provided another service free while we were running, if your dog or cat died we would cremate it in the fires! The only thing about this was that we wouldn’t do a cremation within fourteen days of flueing because it wasn’t fair on the fluers, the smell hung in the flues for over a week despite the high temperatures. Charlie used to tell us that in the old days other things got cremated in the flues as well, he reckoned he once found melted gold in the downtake of a boiler and said that more than one nagging wife had left the world that way!
Once the flues were dealt with, this took about four hours, Charlie and his men had a brew and then started on the scale. A boiler is like a kettle and if the water isn’t properly treated, scale builds up on the internal surfaces and interferes with heat transmission and inspection. Ideally, a sixteenth of an inch is just right, this actually protects the boiler plates. When I took over at Bancroft we had a bad scale build up and we had to spend a day and a half chipping inside the boiler to get it in good enough condition to inspect, I made a mental note to sort out the water treatment and get the scale down. It was over 120 degrees Fahrenheit in the boiler and scaling is hard work in a confined space. I could do about an hour but Jack could go on for ever it seemed. My earlier assessment of how hard he was is based on things like this, he just didn’t give up!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I soon sorted the water treatment out by sacking our supplier and getting a specialised firm in. This brought another good man into the engine house, Charlie Southwell who owned his own company in Manchester. He was a good man and showed me how to test the boiler water myself, something that had never been done before at Bancroft. By testing the water regularly and constantly adjusting the amount of water treatment I soon got on top of the scale problem and we never had to scale the boiler again.

Charlie Southwell testing the boiler water quality.
Unless there was a repair to do to the brickwork in the flues, Charlie Sutton and the lads were finished by the end of the day and the flues were spotless, they did a wonderful job. All Ben and I had to do was clean up in the boiler house and then attack any jobs that needed doing to get us ready for the inspector. Most of the old inspectors were retired marine engineers, they were fully trained and certificated and were a good reservoir for the insurance companies to draw on. At that time we were insured with Commercial Union and, the inspector was Ron Ellerby from Dewsbury. He knew his job, knew the boiler and had evidently made up his mind to trust me. This meant that he didn’t want everything doing by the book every year, he used his head and just did a selection of jobs. This was the sensible way to go about looking after the boiler and I think he appreciated the fact that I was asking his advice instead of regarding him as an enemy which was the way George had treated him. All he asked for that first year was to have the feed valve stripped for inspection, this was only a small job. The main part of his inspection was the internal inspection and ‘hammer test’. This consisted of tapping the rivet heads with a small hand hammer. A ¾ lb. hammer was plenty big enough, all he was listening for was a difference in note which would alert him to a cracked or loose rivet. Exactly the same inspection used to be given to the tyres on the wheels of railway wagons, the ‘wheel tapper’ would go down the train tapping the wheels with a long handled hammer, any discrepancy in the note given off alerted him to a fault.
We got through the inspection with no faults and could then start to lace the boiler up again. We cleaned all the mating surfaces on the joints of the manholes and any fittings we had taken off, fitted new packings and re-made the joints. A bit of care here could save a lot of work later, the better a joint was prepared the less trouble to deal with it the next time it came off and you had no leaks in between. We would give the boiler a dose of water treatment through the lid before shutting it up by chucking a couple of buckets of compo in and then fill it with water to working level with the fire hose. In between these jobs, Ben and I had drawn all the fire bars out and cleaned them up and inspected them. You wouldn’t believe how much space two mouthfuls of fire bars took up when stacked in the bunker bottom! It usually took us the rest of the week to get the boiler ready for steaming.
One interesting side issue here was the fact that we used sheets of special jointing compound to pack flanged steam joints. Newton told me that on the railways no packing was allowed, the mating faces were perfectly prepared and simply painted with a mixture of red lead and a light oil derived from condensing the volatiles from hot wood. Funnily enough this oil was the same thing that we used to call Driffield Oil which was used as a disinfectant and lubricant when calving cows. The railway companies did this to avoid the danger of blown packings on the footplate which could be very dangerous as there was no escape for the crew if this happened in such a confined space as the cab of a loco at speed.
Once we had dealt with the boiler there might be odd jobs to do on the engine and repairs in the rest of the mill. We usually managed to get two or three days off but that was our holiday! On the Saturday before we were due to start I would come in and light a fire in the boiler. I wouldn’t use the stokers but just build a big slow fire by hand firing and leave it with the dampers just cracked open to smoulder for 24 hours to warm the boiler slowly. Steam built up slowly and warmed the main steam line to the engine. We had a bypass on this pipe which when open, allowed steam to travel from the steam main into the high pressure cylinder, from there it could wander through into the rest of the engine. Any condensation drained away through the cylinder drains which were left open. The result was that as the boiler warmed up, so did the engine.
On the Sunday we would steam the boiler to 150psi and roll the engine over once it was warm. A good practice to follow here was to roll the engine over with the barring engine for a couple of revolutions, this ensured that there were no surprises like a cylinder full of condensate because a drain was choked. Once we had done this the main valve was opened and the engine run for five minutes and all the oils checked. We then knew we were ready for the following morning when all the weavers were back from holiday. The boiler was left with a full head of water and steam and about 25 shovels of coal in each furnace smouldering away to make up for heat loss during the night. This was called ‘banking’ the boiler. Because the settings were cold we had to make sure we were at work in good time on the first day back at work and started with a full boiler, steam as high as we could get it and good fires in the furnaces. By the middle of the week when the settings had got hot things were a lot easier. The fires in the boiler wouldn’t be let out again until the next holiday which was September, this was when the firebeater and I tried to get a weeks holiday in because we didn’t flue then. George always used to have it done but I reckoned there wasn’t enough dust from three months summer firing to warrant it.
Charlie Southwell testing the boiler water quality.
Unless there was a repair to do to the brickwork in the flues, Charlie Sutton and the lads were finished by the end of the day and the flues were spotless, they did a wonderful job. All Ben and I had to do was clean up in the boiler house and then attack any jobs that needed doing to get us ready for the inspector. Most of the old inspectors were retired marine engineers, they were fully trained and certificated and were a good reservoir for the insurance companies to draw on. At that time we were insured with Commercial Union and, the inspector was Ron Ellerby from Dewsbury. He knew his job, knew the boiler and had evidently made up his mind to trust me. This meant that he didn’t want everything doing by the book every year, he used his head and just did a selection of jobs. This was the sensible way to go about looking after the boiler and I think he appreciated the fact that I was asking his advice instead of regarding him as an enemy which was the way George had treated him. All he asked for that first year was to have the feed valve stripped for inspection, this was only a small job. The main part of his inspection was the internal inspection and ‘hammer test’. This consisted of tapping the rivet heads with a small hand hammer. A ¾ lb. hammer was plenty big enough, all he was listening for was a difference in note which would alert him to a cracked or loose rivet. Exactly the same inspection used to be given to the tyres on the wheels of railway wagons, the ‘wheel tapper’ would go down the train tapping the wheels with a long handled hammer, any discrepancy in the note given off alerted him to a fault.
We got through the inspection with no faults and could then start to lace the boiler up again. We cleaned all the mating surfaces on the joints of the manholes and any fittings we had taken off, fitted new packings and re-made the joints. A bit of care here could save a lot of work later, the better a joint was prepared the less trouble to deal with it the next time it came off and you had no leaks in between. We would give the boiler a dose of water treatment through the lid before shutting it up by chucking a couple of buckets of compo in and then fill it with water to working level with the fire hose. In between these jobs, Ben and I had drawn all the fire bars out and cleaned them up and inspected them. You wouldn’t believe how much space two mouthfuls of fire bars took up when stacked in the bunker bottom! It usually took us the rest of the week to get the boiler ready for steaming.
One interesting side issue here was the fact that we used sheets of special jointing compound to pack flanged steam joints. Newton told me that on the railways no packing was allowed, the mating faces were perfectly prepared and simply painted with a mixture of red lead and a light oil derived from condensing the volatiles from hot wood. Funnily enough this oil was the same thing that we used to call Driffield Oil which was used as a disinfectant and lubricant when calving cows. The railway companies did this to avoid the danger of blown packings on the footplate which could be very dangerous as there was no escape for the crew if this happened in such a confined space as the cab of a loco at speed.
Once we had dealt with the boiler there might be odd jobs to do on the engine and repairs in the rest of the mill. We usually managed to get two or three days off but that was our holiday! On the Saturday before we were due to start I would come in and light a fire in the boiler. I wouldn’t use the stokers but just build a big slow fire by hand firing and leave it with the dampers just cracked open to smoulder for 24 hours to warm the boiler slowly. Steam built up slowly and warmed the main steam line to the engine. We had a bypass on this pipe which when open, allowed steam to travel from the steam main into the high pressure cylinder, from there it could wander through into the rest of the engine. Any condensation drained away through the cylinder drains which were left open. The result was that as the boiler warmed up, so did the engine.
On the Sunday we would steam the boiler to 150psi and roll the engine over once it was warm. A good practice to follow here was to roll the engine over with the barring engine for a couple of revolutions, this ensured that there were no surprises like a cylinder full of condensate because a drain was choked. Once we had done this the main valve was opened and the engine run for five minutes and all the oils checked. We then knew we were ready for the following morning when all the weavers were back from holiday. The boiler was left with a full head of water and steam and about 25 shovels of coal in each furnace smouldering away to make up for heat loss during the night. This was called ‘banking’ the boiler. Because the settings were cold we had to make sure we were at work in good time on the first day back at work and started with a full boiler, steam as high as we could get it and good fires in the furnaces. By the middle of the week when the settings had got hot things were a lot easier. The fires in the boiler wouldn’t be let out again until the next holiday which was September, this was when the firebeater and I tried to get a weeks holiday in because we didn’t flue then. George always used to have it done but I reckoned there wasn’t enough dust from three months summer firing to warrant it.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Ben needed a lot of watching for the first few weeks, he wasn’t the liveliest lad in the world and I didn’t really trust him yet. I had my own job in the engine house to attend to and to tell you the truth, could ill afford the time watching my firebeater, it was a stressful time for me. The job of engine tenter carries a lot of responsibility, if you don’t get it right, everybody suffers because they lose pay. On the other hand, if you get it right, the weaving goes better and everybody is happy because the wages go up. On top of all this, starting, controlling and tending for a large machine like a steam engine is a stressful job on its own, when you start it in the morning you are very conscious of the fact that you are handling enough power to kill you if you don’t get it right. It’s not so bad once you get used to it but I can tell you I was fairly hyped up that first week! I soon settled into the collar however and began to get up to mischief!
The first thing to realise about Bancroft as a workplace is that it was run on the same lines as any shed like it in the 19th century. The buildings and the machinery were an anachronism, anybody who worked in the first steam driven weaving shed in Barlick in 1827 would have recognised the place and been completely at home. The old hierarchies had been preserved as well, weaving was controlled by the tacklers, Ernie Roberts, Roy Wellock and Ernie Macro in the large cabin and Steve Clark and Albert Gornall in the small one. The winding department was presided over by the winding master, Frank Bleasdale, George’s brother, who had two winders, Judy Northage, and Jean Smith. Warp preparation was divided between Fred Roberts who ran the Barber knotting machine and Jim Pollard who did the drawing in. Tape sizing was done by the tapers, Norman Gray and Joe Nutter. Power and maintenance was the province of the engineer. Overall production was controlled by the weaving manager Jim Pollard. The office was run by Sidney Nutter with part time help on making up days from Eughtred Nutter, his cousin. The mill was owned by K.O. Boardman’s of Stockport and the managing director who came in two or three days a week was Peter Birtles. Incidentally, there was a coincidence here, Peter’s doctor when he was young was Tommy O’Connell same as me, he told me that Tommy was still alive and living in Heaton Moor.
The engine house was always seen as the single most important part of the mill. If the engineer didn’t come in and start on time nobody else could do anything, this wasn’t true of any other job in the mill. The consequence was that the engineer was always left alone, he was a law unto himself and all anybody cared about was whether the engine started to time and ran without trouble. This meant that a lot of people coveted the job and it soon became evident that there were pockets of resentment inside the mill directed against this outsider who had popped up from nowhere and pinched the plum! It sounds a bit petty I know but this was the mechanism that was at work, it took me a while to identify this but I soon worked out where the flack was coming from and dealt with it.
Another factor was that there was a big backlog of maintenance that hadn’t been attended to. Some of it was major stuff like the fact that we hadn’t any reliable way of putting feed water in the boilers. For years George had been making do and we were getting to the stage where a lot of the pigeons were coming home to roost. A lot of these faults were costing money. A good example was the boiler feed, if we could get it right we could save about five tons of coal a week in winter because we could increase the temperature of the feed water to the boiler. I decided not to tackle everything at once but to get settled in.
The engine house was about a hundred feet long and fifty feet wide. The walls were glazed brick up to about six feet high and it was warm and well lit. Even nicer, there was a good view of the fields outside so I could run the engine and watch my cattle grazing before I sold the field to Young Sid Demaine. There were carpets down along both sides of the engine, these were to give a good grip on the floor and also tended to trap dust and grit which was a good thing because it was better there than in the bearings. My first job was to move all George’s stuff out of the engine house and put it in the garage. He had a desk, a sofa and all sorts of spare parts for his car. There were also lots of plant pots which he had used for growing tomatoes and flowers in the engine house. All this was chucked out and we had a good clean up, I installed a better desk out of the warehouse and an easy chair in the corner. While the engine was running I couldn’t leave it for more than about five or ten minutes at a time so a bit of comfort was essential.
I relied a lot on Ben Gregory my firebeater. He was learning well and had got to the stage where I could leave him alone to make steam while I got on with my jobs in the engine house, however, we were approaching the heating season and I knew that this would be the testing time for him. A north light shed is about the worst building in the world to heat, the weaving process is very sensitive to humidity, the warps give a lot of trouble if they are too dry so no form of forced heating, such as fans, could be used. We heated the shed by two inch steam pipes at boiler pressure slung about eight feet off the ground and running back and forth across the shed. This meant that any heat put in the shed went straight up into the roof. It was painful to try to get the shed to 55 degrees by starting time. You put steam in the shed and watched the temperature drop for the first two hours as the hot air rose and forced the cold air down! I have seen us have to start steaming the shed at one o’clock in the morning when the weather was really cold so it was going to be essential that Ben was able to get up in the morning. This was a problem waiting to happen so, though it worried me, I had to wait and see.
The first thing to realise about Bancroft as a workplace is that it was run on the same lines as any shed like it in the 19th century. The buildings and the machinery were an anachronism, anybody who worked in the first steam driven weaving shed in Barlick in 1827 would have recognised the place and been completely at home. The old hierarchies had been preserved as well, weaving was controlled by the tacklers, Ernie Roberts, Roy Wellock and Ernie Macro in the large cabin and Steve Clark and Albert Gornall in the small one. The winding department was presided over by the winding master, Frank Bleasdale, George’s brother, who had two winders, Judy Northage, and Jean Smith. Warp preparation was divided between Fred Roberts who ran the Barber knotting machine and Jim Pollard who did the drawing in. Tape sizing was done by the tapers, Norman Gray and Joe Nutter. Power and maintenance was the province of the engineer. Overall production was controlled by the weaving manager Jim Pollard. The office was run by Sidney Nutter with part time help on making up days from Eughtred Nutter, his cousin. The mill was owned by K.O. Boardman’s of Stockport and the managing director who came in two or three days a week was Peter Birtles. Incidentally, there was a coincidence here, Peter’s doctor when he was young was Tommy O’Connell same as me, he told me that Tommy was still alive and living in Heaton Moor.
The engine house was always seen as the single most important part of the mill. If the engineer didn’t come in and start on time nobody else could do anything, this wasn’t true of any other job in the mill. The consequence was that the engineer was always left alone, he was a law unto himself and all anybody cared about was whether the engine started to time and ran without trouble. This meant that a lot of people coveted the job and it soon became evident that there were pockets of resentment inside the mill directed against this outsider who had popped up from nowhere and pinched the plum! It sounds a bit petty I know but this was the mechanism that was at work, it took me a while to identify this but I soon worked out where the flack was coming from and dealt with it.
Another factor was that there was a big backlog of maintenance that hadn’t been attended to. Some of it was major stuff like the fact that we hadn’t any reliable way of putting feed water in the boilers. For years George had been making do and we were getting to the stage where a lot of the pigeons were coming home to roost. A lot of these faults were costing money. A good example was the boiler feed, if we could get it right we could save about five tons of coal a week in winter because we could increase the temperature of the feed water to the boiler. I decided not to tackle everything at once but to get settled in.
The engine house was about a hundred feet long and fifty feet wide. The walls were glazed brick up to about six feet high and it was warm and well lit. Even nicer, there was a good view of the fields outside so I could run the engine and watch my cattle grazing before I sold the field to Young Sid Demaine. There were carpets down along both sides of the engine, these were to give a good grip on the floor and also tended to trap dust and grit which was a good thing because it was better there than in the bearings. My first job was to move all George’s stuff out of the engine house and put it in the garage. He had a desk, a sofa and all sorts of spare parts for his car. There were also lots of plant pots which he had used for growing tomatoes and flowers in the engine house. All this was chucked out and we had a good clean up, I installed a better desk out of the warehouse and an easy chair in the corner. While the engine was running I couldn’t leave it for more than about five or ten minutes at a time so a bit of comfort was essential.
I relied a lot on Ben Gregory my firebeater. He was learning well and had got to the stage where I could leave him alone to make steam while I got on with my jobs in the engine house, however, we were approaching the heating season and I knew that this would be the testing time for him. A north light shed is about the worst building in the world to heat, the weaving process is very sensitive to humidity, the warps give a lot of trouble if they are too dry so no form of forced heating, such as fans, could be used. We heated the shed by two inch steam pipes at boiler pressure slung about eight feet off the ground and running back and forth across the shed. This meant that any heat put in the shed went straight up into the roof. It was painful to try to get the shed to 55 degrees by starting time. You put steam in the shed and watched the temperature drop for the first two hours as the hot air rose and forced the cold air down! I have seen us have to start steaming the shed at one o’clock in the morning when the weather was really cold so it was going to be essential that Ben was able to get up in the morning. This was a problem waiting to happen so, though it worried me, I had to wait and see.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
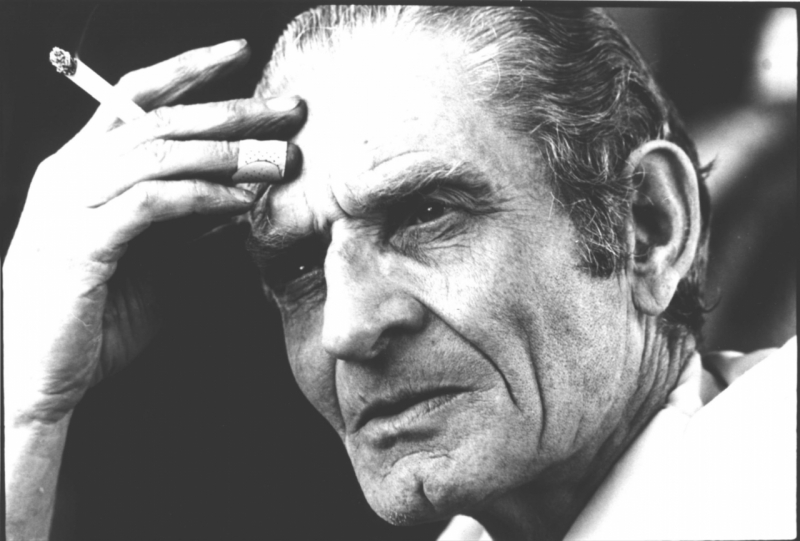
Jim Pollard the weaving manager. Master of his craft and a good man to work with.
Jim Pollard the weaving manager and I got on well from the start. I talked with him a lot and he gave me clues as to how things could be improved. The main area I concentrated on in the first instance was to get the engine running as smoothly as possible. The more steadily the engine ran, the better the looms wove and the more pay the weavers earned. It seemed to me that if I could gain an improvement there I would have treasures in heaven and my job in other areas would be a lot easier. I spent hours just sitting there smoking and weighing the engine up. When I was absolutely sure I understood how the engine worked and what the adjustments on the valve gear controlled I started tuning the engine up. Newton took a lot of interest in this, he was really pleased that I actually cared how the place ran and he soon found me an indicator which used to belong to a very good engineer who ran Wellhouse, it cost me £20 but was well worth it. In another place I’ll have a lot to say about how indicators are much over-rated but they have their uses and I started indicating the engine regularly, identifying changes that could be made in the valve events, making the adjustment and then checking again. My final arbiter was always how steadily the engine ran and what reports I got from the weavers.

My secret weapon, Billy Lambert who was an ex-tackler and a very good weaver.
My main man in the shed was a weaver on the ‘pensioners side’, these were sets of looms containing eight looms each under the lineshaft which were mainly run by people over retiring age, the rest of the sets were ten looms each. He was nicknamed ‘Billy Two Rivers’ (Billy Lambert) and used to be a tackler but had injured his neck and gone back to weaving. He knew his job and I used to go in and have a word with him every morning as to how it was running, I’d take notice of what he said and then go back and make slight adjustments to speed. My adjustments to the valves meant that the engine was running smoother and the final improvement was to give the driving ropes a good dressing. Cotton driving ropes are a wonderful, shock free, flexible drive, if properly looked after they could last forty or fifty years. The main problem was that they wore on the pulleys as they drove.
There has always been a controversy about rope drives, some engineers say they drive best and wear longest if the ropes rotate as they drive in the grooves because this evens the wear out. In order to get ropes to do this you have to have the drives slightly out of line to encourage the ropes to roll in the groove. The flywheel and second motion pulley at Bancroft were perfectly aligned and the ropes didn’t roll, this didn’t seem to harm them, some of them were original from when the mill was built in 1919. The best way to give them some protection was to dress them with a mixture of tallow and graphite. I used to set the barring engine on at dinnertime and as it slowly turned the engine I would smear rope grease on the ropes as they passed me until I had given them all a good coat well rubbed in. Funnily enough the grip in the grooves of the flywheel and second motion pulley was improved by lubricating them, I had to slow the engine down slightly when I first greased them. However, after a couple of days running they had polished up and slipped slightly. This made the drive even more smooth and the weavers benefited in the shed. The net result of these adjustments and maintenance was that after about six weeks Jim told me that the average wage in the shed had gone up by £1.50 a week, this on a top wage of £35 so everybody, including the management, was pleased. This was the foundation for the rest of the campaign to get the essential maintenance up to date, the management started to realise it was worth listening to me.
The next target was to get the cellar sorted out and improve our boiler feed arrangements. Ben and I gave the cellar a good clean out and disinfected it. George had been in the habit of peeing down the side of the flywheel into the cellar instead of going out in the cold to the lavatory. The space under the flywheel stank so we scrubbed it out, whitewashed it and shifted all the rubbish. I examined the pumps and came to the conclusion we needed to completely alter the way we fed water to the boiler. This meant a new pump and refurbishment of the old Pearn three throw. I started to hunt round for a pump.
We made our own electricity at Bancroft and in early October as we started to come into the heating season the load on the boiler went up. I started to get complaints from Fred Roberts about there not being enough power to run the Barber knotting machine. This ran on 110 volts DC and any drop in the alternator supply made a big difference to his voltage level. It ran OK off the mains but wouldn’t perform off the engine. His version of it was that I was frightened of the engine and was running it too slow! Not surprisingly this got my back up and I told him that things were no different than they had been for the last twenty years, there was a fault somewhere and I would find it.
I had a fair idea that there was a fault because the electronic adding machine in the office wouldn’t work properly off engine power so I suspected the voltage was down. According to the instruments on the big switch board in the engine house all was OK but I spent £85 on a heavy duty Avometer and did some tests of my own. I found that instead of turning out 450 volts on three phase we were only doing 390, the voltmeter on the board was way out. I tried altering the resistance to the exciter but couldn’t get more than 410 volts so I sent for the sparks and got them to alter the permanent resistances in the circuit. That did the trick! We could get 450 volts now with ease.
Jim came down and told me Fred Roberts was in a right mess. He couldn’t control the knotting machine, it was going too fast. I went up and informed Fred that I had sorted out the problem at my end, he was now on 450 volts as per design and any problems he had were his own, go to it Fred! He never spoke to me again as long as the mill ran, this did not cause me any problems! The calculator in the office was working OK as well.
A side effect of raising the voltage was that the lighting in the shed was much better, this delighted the weavers but gave me a problem because dozens of 150 watt bulbs blew under the higher voltage. I was saved by an earlier stroke of luck. The fair had come to town and I was talking to one of the lads who ran the mobile generators for them and he told me they had a lot of Edison Cap bulbs that were no use to them now. (Screw cap instead of bayonet) He said they were 150 watt, just what we used at the mill so I bought all they had for £15. When we counted them there were a thousand! We didn’t buy another bulb for years. The increased load on the alternator made the belts on the counterdrive slip a bit and I had to attend to that as well. For the first few months it was like this, you put one thing right and it triggered off something else.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
As I say, the heating season had started and this meant that Ben had to be in early in the morning, we would decide the night before what time this should be but I never trusted him. I had found that if you stood on the toilet seat at Hey Farm and peered through the window you could see whether the light was on in the mill yard. I used to get up and check it, if there was no light I would go across and fire myself. Even this precaution didn’t solve all the problems, I checked on him one morning at three o’clock and the light was on. When I went in at seven he was asleep, the boiler was out and we started that morning with a cold shed and only 80psi on the engine instead of 150!
Sidney asked me if I would look at the office heating, he said that George had tried to improve it but hadn’t done any good and could I have a go. The only way they could keep warm was by lighting the coal fire in the office! I had a ferret round, found what I thought was the problem, put it right and went back to the engine house. Half an hour later Sidney was on the blower from the office, he asked me to get up there as quickly as possible. When I went in it was like an oven, the thermometer was reading 85 degrees and all the windows were open! Sidney said “I think you’ve cured it!” and I told him that the fault had been that the steam trap on the end of the line had been fitted the wrong way round twenty years ago! All I had done was clean it out and reverse it! It took me a week to get the steam adjusted to just the right level but there again, I was in good odour in the office.
As I got the engine more in tune I could afford to run at higher pressure which was more economical but because of the smaller valve events I started to run into problems with sticking valves. I suspected the cylinder oil I inherited from George was to blame. When I looked into the matter I found he had been buying a high temperature oil used in foundries for mixing with sand to make cores! It wasn’t cylinder oil at all! I contacted the main man at Walker’s Century oils in Hanley because I knew they supplied the Coal Board with oil for their steam winders and it would be top quality. He sent me five gallons up to try and this solved all the problems. Peter wanted to know why the oil cost 50% more, I told him to watch his fuel figures and repair bills. Give him his due, he let me have my head.
There were still occasional reminders that I had much to learn. I noticed one day that I had a grunt in the high pressure cylinder once every stroke. It wasn’t too bad but occasionally it would do a big one and the engine house vibrated. I listened to it for a while, flooded the cylinder with oil and tried every trick I could think of like opening the drains and altering the balance between high pressure and low pressure cylinders but nothing helped. In the end I rang Newton and asked him to come up. I remember that as he came through the door with a fag hanging out of the corner of his mouth the cylinder gave one of its big grunts and the engine house shook. Newton grabbed the fag and didn’t even ask me what was wrong, he just stood next to the cylinder with me and listened to it. Eventually he agreed with me that it sounded like a broken piston ring but neither of us was sure. We decided that as long as it didn’t get any worse I would run it until stopping time and we’d whip the cover off and have a look in the bore.
At stopping time I made sure the piston was at the front of the cylinder and started to take the cover off. Newton landed up and we drew the cover back far enough to look into the bore and immediately saw the problem. There was a patch of rust on the side of the bore where I always stopped at night ready for the first stroke on starting the following day. We worked out that there was a spongy patch in the casting there and as we were leaving steam on the engine 12 hours a night to keep it warm it was passing through the gap in the piston ring in the same place all the time and had washed the oil out of the casting and started a corrosion cell. We rubbed the patch down with emery cloth, put the cover back on with a new packing and it never bothered me again because after that I let the engine stop where it wanted to so that the same patch wasn’t getting the erosion every time. It was only a small thing but could have broken a ring in the end. One thing was sure and certain, it put the wind up me when it happened!
At the beginning of November Ben Gregory handed in his notice. He knew I was on the verge of sacking him, he just couldn’t get up in the morning. We advertised in the paper and the first bloke to apply for the job was Vera’s Uncle Bob! He started on the 9 November and was a good man, I still checked through the window in the mornings but he was always there on time.
Just after Bob started a funny thing happened. We were quietly running the shed one morning when Harold Duxbury came into the yard. He gave me a parcel and said “I’ll bet you were wondering where this was!” Just then Bob came into the engine house and cracked a joke about backhanders and I told him he couldn’t guess in a thousand years what I had hold of. Intrigued he came over and I unwrapped the parcel, it was a lovely oak casket with father’s ashes in! I remember that Bob, who was a devout Catholic, crossed himself! It certainly took the wind out of his sails. I took the ashes home and put them on the mantelpiece. Mother didn’t think much about it but I told her if she didn’t stop complaining I’d wait until she died and take her ashes to Australia as well! It was to be twelve years before I got round to it.
The feed water situation was getting worse. We ended up each night with the water level so low it was verging on dangerous and I had to leave the Weir steam pump running while I had my tea at home and go back to shut it off. Newton found me a feed pump and all I had to do was get Peter Birtles to agree to it. When I approached him about the pump he didn’t want to know, he was dead against spending any money. I persuaded him by saying that I would pay for the pump and install it free, all I wanted was 50% of the fuel savings. At first Peter thought I was joking but when he realised I was serious he gave in and let me buy it. The pump was one of Brown and Pickles’ own manufacture which had originally been installed in Finsley Gate Mill at Brierfield. When the engine there was taken out they had bought it and refurbished it for re-installation at Hill’s Pharmaceuticals but as they had never followed up the inquiry about it Newton said we could have it. It was a big three ram pump, very well made and had a separate clack box which made it very easy to maintain. Bob and I poured the bed for it, Brown and Pickles erected it and I piped it up. I refurbished the old Pearn three ram pump and following Bob’s suggestion, ran it on a by-pass. It was a wonderful improvement, we could keep the water exactly where we wanted it under any circumstances and were putting almost boiling water in to the boiler. All told it cost £500 to install but it saved five tons of coal a week, that is, it paid for itself in three weeks with coal at £35 a ton, another success chalked up. One word of advice here about valve setting on feed pumps. I’ve never seen anyone set clack valves right on feed pumps, they all set them too wide. If you give the delivery valve 1/32” clearance and the suction valve 1/16” you’ll find it’s plenty. If you set them any wider they let too much water jump back at the end of the stroke. Everyone seems to think that the wider they are the easier it is for the water to get through them. If you want to prove this to yourself, cut a 1/16” slit the length of the circumference of the valve in the bottom of a bucket and watch how fast the water runs out with no pressure at all behind it. Think how much will pass with a pressure differential of say 150psi. As for back flow, remember that you have the differential plus boiler pressure in the delivery main, probably about 300psi. The valve doesn’t need to be open long to let all the water you have pushed up it bounce back. This was Newton’s teaching and he was right. The new pump ran beautifully and we never had a problem with water feed again.

Daniel Meadows pic of Newton and Stanley putting a new packing on the front lid of the High Pressure cylinder.
Sidney asked me if I would look at the office heating, he said that George had tried to improve it but hadn’t done any good and could I have a go. The only way they could keep warm was by lighting the coal fire in the office! I had a ferret round, found what I thought was the problem, put it right and went back to the engine house. Half an hour later Sidney was on the blower from the office, he asked me to get up there as quickly as possible. When I went in it was like an oven, the thermometer was reading 85 degrees and all the windows were open! Sidney said “I think you’ve cured it!” and I told him that the fault had been that the steam trap on the end of the line had been fitted the wrong way round twenty years ago! All I had done was clean it out and reverse it! It took me a week to get the steam adjusted to just the right level but there again, I was in good odour in the office.
As I got the engine more in tune I could afford to run at higher pressure which was more economical but because of the smaller valve events I started to run into problems with sticking valves. I suspected the cylinder oil I inherited from George was to blame. When I looked into the matter I found he had been buying a high temperature oil used in foundries for mixing with sand to make cores! It wasn’t cylinder oil at all! I contacted the main man at Walker’s Century oils in Hanley because I knew they supplied the Coal Board with oil for their steam winders and it would be top quality. He sent me five gallons up to try and this solved all the problems. Peter wanted to know why the oil cost 50% more, I told him to watch his fuel figures and repair bills. Give him his due, he let me have my head.
There were still occasional reminders that I had much to learn. I noticed one day that I had a grunt in the high pressure cylinder once every stroke. It wasn’t too bad but occasionally it would do a big one and the engine house vibrated. I listened to it for a while, flooded the cylinder with oil and tried every trick I could think of like opening the drains and altering the balance between high pressure and low pressure cylinders but nothing helped. In the end I rang Newton and asked him to come up. I remember that as he came through the door with a fag hanging out of the corner of his mouth the cylinder gave one of its big grunts and the engine house shook. Newton grabbed the fag and didn’t even ask me what was wrong, he just stood next to the cylinder with me and listened to it. Eventually he agreed with me that it sounded like a broken piston ring but neither of us was sure. We decided that as long as it didn’t get any worse I would run it until stopping time and we’d whip the cover off and have a look in the bore.
At stopping time I made sure the piston was at the front of the cylinder and started to take the cover off. Newton landed up and we drew the cover back far enough to look into the bore and immediately saw the problem. There was a patch of rust on the side of the bore where I always stopped at night ready for the first stroke on starting the following day. We worked out that there was a spongy patch in the casting there and as we were leaving steam on the engine 12 hours a night to keep it warm it was passing through the gap in the piston ring in the same place all the time and had washed the oil out of the casting and started a corrosion cell. We rubbed the patch down with emery cloth, put the cover back on with a new packing and it never bothered me again because after that I let the engine stop where it wanted to so that the same patch wasn’t getting the erosion every time. It was only a small thing but could have broken a ring in the end. One thing was sure and certain, it put the wind up me when it happened!
At the beginning of November Ben Gregory handed in his notice. He knew I was on the verge of sacking him, he just couldn’t get up in the morning. We advertised in the paper and the first bloke to apply for the job was Vera’s Uncle Bob! He started on the 9 November and was a good man, I still checked through the window in the mornings but he was always there on time.
Just after Bob started a funny thing happened. We were quietly running the shed one morning when Harold Duxbury came into the yard. He gave me a parcel and said “I’ll bet you were wondering where this was!” Just then Bob came into the engine house and cracked a joke about backhanders and I told him he couldn’t guess in a thousand years what I had hold of. Intrigued he came over and I unwrapped the parcel, it was a lovely oak casket with father’s ashes in! I remember that Bob, who was a devout Catholic, crossed himself! It certainly took the wind out of his sails. I took the ashes home and put them on the mantelpiece. Mother didn’t think much about it but I told her if she didn’t stop complaining I’d wait until she died and take her ashes to Australia as well! It was to be twelve years before I got round to it.
The feed water situation was getting worse. We ended up each night with the water level so low it was verging on dangerous and I had to leave the Weir steam pump running while I had my tea at home and go back to shut it off. Newton found me a feed pump and all I had to do was get Peter Birtles to agree to it. When I approached him about the pump he didn’t want to know, he was dead against spending any money. I persuaded him by saying that I would pay for the pump and install it free, all I wanted was 50% of the fuel savings. At first Peter thought I was joking but when he realised I was serious he gave in and let me buy it. The pump was one of Brown and Pickles’ own manufacture which had originally been installed in Finsley Gate Mill at Brierfield. When the engine there was taken out they had bought it and refurbished it for re-installation at Hill’s Pharmaceuticals but as they had never followed up the inquiry about it Newton said we could have it. It was a big three ram pump, very well made and had a separate clack box which made it very easy to maintain. Bob and I poured the bed for it, Brown and Pickles erected it and I piped it up. I refurbished the old Pearn three ram pump and following Bob’s suggestion, ran it on a by-pass. It was a wonderful improvement, we could keep the water exactly where we wanted it under any circumstances and were putting almost boiling water in to the boiler. All told it cost £500 to install but it saved five tons of coal a week, that is, it paid for itself in three weeks with coal at £35 a ton, another success chalked up. One word of advice here about valve setting on feed pumps. I’ve never seen anyone set clack valves right on feed pumps, they all set them too wide. If you give the delivery valve 1/32” clearance and the suction valve 1/16” you’ll find it’s plenty. If you set them any wider they let too much water jump back at the end of the stroke. Everyone seems to think that the wider they are the easier it is for the water to get through them. If you want to prove this to yourself, cut a 1/16” slit the length of the circumference of the valve in the bottom of a bucket and watch how fast the water runs out with no pressure at all behind it. Think how much will pass with a pressure differential of say 150psi. As for back flow, remember that you have the differential plus boiler pressure in the delivery main, probably about 300psi. The valve doesn’t need to be open long to let all the water you have pushed up it bounce back. This was Newton’s teaching and he was right. The new pump ran beautifully and we never had a problem with water feed again.
Daniel Meadows pic of Newton and Stanley putting a new packing on the front lid of the High Pressure cylinder.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Once I had tackled the major problems I could devote some time to general maintenance. I got into the routine of shaft lubrication in the mill and tackled numerous small jobs like tuning the donkey engine which ran the tapes while the main engine was stopped at dinnertime. The tape sizing machines couldn’t be allowed to stop in the middle of a warp so they had to have auxiliary power to keep them running continuously. There was another thing that was bothering me and I decided to have a crack at it. Every time the engine started or stopped there was a loud rattling sound inside the flywheel. I should explain that the flywheel was about sixteen feet in diameter, made of iron castings and was covered around the spokes with wooden boarding to stop it picking up the air in the engine house and acting as a giant fan. I took some boards off one weekend and climbed inside the wheel. I soon found out that the rattling noise was loose nuts which had dropped off the bolts that secured the wind-boarding to the wheel, some of them must have been in there for years because they were worn round! I got the loose ones out and went round the structure inside replacing missing nuts and tightening the others up. I put the boards back on and started the engine and it was like a Rolls Royce, no sound at all from the flywheel. Only a small thing but it got rid of a great annoyance.
By spring 1975 I was completely settled in. The engine was running beautifully, the weavers were happy, Jim Pollard was happy and the management were getting better fuel figures than they had seen for years. I think you could say that I’d settled in at Bancroft nicely.
WIDER HORIZONS
Because Bancroft was one of the last two steam driven weaving sheds in the area we had a lot of visitors to see the engine.
Now I had a bit more spare time I was getting interested in the history of the mill, the technology and the impact on the town of the cotton industry. The more I read the more I realised there were tremendous gaps in the published accounts of the industry. It seemed to me that the people who had done the research and written the books had no first hand knowledge. As soon as they touched on the practical aspects of what they were trying to describe their lack of insight showed. This was apparent from the attitude of the visitors to the engine house, all they could see was this romantic steam engine, this gentle giant, and they came, wondered and went away. Occasionally it got even worse, I would have people coming in who hadn’t even got time to stop long enough to look at it properly because their schedule demanded they go somewhere else to look at another engine. I used to say to them that they must be far more clever than me, I spent all day studying the engine and hadn’t peeled more than a couple of layers off the onion!
Another consequence of working in the engine house and getting to grips with the job was that I had more time to walk round the mill and watch what was going on in there. What struck me was the enormous skill demanded by the various jobs. Like the engine, the more you delved into what people were doing the more complicated the task became. Jim Pollard was very good to me, he knew the industry inside out and answered all my questions, he never lost patience with me. Like Newton, he enjoyed teaching someone who was showing serious interest in his skills. Further than the knowledge I was gaining, I was meeting different people all the time, a vast difference from wagon driving, this was anything but solitary confinement! My horizons were opening out, I was beginning to think beyond the job in hand and some fascinating ideas were beginning to nag at the back of my mind.
In November that year I had a visitor at the engine house. A tall young man with a slight stoop came in and wiped his feet. He told me his name was Daniel Meadows and I asked him what had taken him so long! Then I brewed him a cup of tea and we sat down and started talking. Twenty five years later I am still talking to him. (Thirty five years now as I do this edit in 2009)
I had read about Daniel in the local paper. He had been appointed Artist in Residence for the Pendle area under a joint grant by the Gulbenkian Foundation, the local authority and other funders. His task was to photograph every listed building in the area under the auspices of Pendle Heritage Centre and seek out Pendle and snap it! As Bancroft was the last working engine in Pendle I expected him sooner or later. Apart from that I knew nothing about him.
Every now and again you meet the right person at the right time and the trick is to take notice of your voices. I had no idea when Daniel walked in that the input he was to make into my life was going to be so important, all I knew was that on first impressions, I liked him and so I gave him some time. This sounds a touch arrogant but isn’t meant to be, whether he understood it or not, he made exactly the same assessment and decision and we both profited. I showed him the engine and the mill and he came over to the farm for one of Vera’s farmhouse teas. She liked him just as much as I did, he became a regular visitor and I told him what was going on in my head. Without voicing it we came to an arrangement, I would introduce him to my world and he would let me into his. This included encouraging me to take up photography in a fairly serious manner and this was to be a wonderful asset in all the things I did later.
Daniel’s interest in photography wasn’t simply making good pictures, it was much more complicated that that. He wanted to use his skill to tell stories about people and his heroes were the great photo-journalists. He soon pointed me at their works and at the same time recognised my world as a rich seam to mine. He revelled in the work of the mill and what had to be done to keep it functioning. Eventually he went in the flues, climbed the chimneys and was fascinated by the weavers and their craft. Needless to say he also loved making pictures of me as I went about my work round the engine. He understood perfectly what my interest was and did his best to help me. With hindsight I couldn’t have met a better man at a better time. He never patronised me but gently guided me towards the best way to achieve what I wanted to do. You can’t ask for much better than that.
Round about this time another bloke walked in the engine house, I can’t be sure of the date but we had better introduce him as well because he too was going to be very important. His name was Robert Aram and he was a teacher in Nottingham. He had a great interest in Industrial Archaeology and had his own collection at home in Cossall. He was, and still is, a very private bloke, in fact at the time I put him down as a secretive b****r and he will smile when he reads this because he will admit I’m sure that this wasn’t far from the truth. I had no idea at that time just how extensive or ambitious his collection was but I was in for a shock when I found out. He had a black Labrador called Emma and she was the only visitor to the engine house who automatically got my easy chair as a seat as soon as she came in!
I can’t go into a full list of all the visitors to my kingdom at this time but must mention one more who whilst not of any great importance to my future was always a delight. This was John Wilfred Pickard a retired local GP. He would pop in at all sorts of odd times and we always had wonderfully esoteric and informative conversations. He used to work at the VD clinic in Burnley and I had long conversations with him about terrible infections. He always took my pulse as soon as he came in and told me every time that my heart was beating at exactly the same speed as the engine, 67rpm! We developed a theory that the reason the engine house was such a relaxing place to be was because the regular rhythm of the engine modified your heart beat and steadied it. There were many wonderful stories about Dr Pickard and I used to ask him if they were true or not. One which he said contained more truth than some of the others concerned a visit he made on the Coates Estate in Barlick to a baby that wouldn’t stop crying. John examined the baby and then turned round to the woman who was looking after it and said “The reason the baby’s crying is because it’s hungry. Is it breast or bottle fed?” The woman told him it was on the breast. John shoved his hand down the front of her blouse, felt her breast and said “You have no milk Madam!” The woman said that it would be a miracle if she had, she was the baby’s Aunt and was only looking after it! John gave me his old stethoscope which I used to use on the engine, it was marvellous what you could hear if you let the engine talk to you.
I think you may be starting to get the picture. I had made the transition from the road to the shed and was completely at home in the engine house. I had learned enough to make it a joy to be there and was still searching for knowledge and learning more. It wasn’t just the engineering that fascinated me but the whole complicated structure of how the engine, the mill and the industry knitted in so well with the local society. There was a perfect interface between the work and the human beings. Bancroft could never be described as a comfortable place in terms of what is seen as important nowadays. It was ridiculously old-fashioned, there were absolutely no amenities for the workers, it was seriously noisy, dirty and unsanitary, the toilets were a joke! Any one of the workers could have made more money by going down to Rolls Royce and getting a job sweeping the floor and yet it was the happiest atmosphere I have ever worked in. My version of it is that everybody knew exactly what their job was and how it fitted in with everybody else’s, they all saw the cloth rolling off the looms and being stacked in the warehouse, they knew the end product and what it was for. The chain of command was very short, they knew exactly who they were responsible to and that the end of the chain was in the office at the top of the warehouse. Everyone in that chain was called by their first name and apart from Peter Birtles everyone knew who everybody else was related to. It was almost a family, certainly a community and the whole was well integrated with the town and local society. As far as I could see it was a model system which everybody else ought to be emulating. There was a common thread with the dairy, nobody in the mill was after anyone else’s job. Everyone was satisfied with what they had and instead of rivalry and friction there was co-operation and thought for other people. If you needed a hand with something you only had to ask, you would never be refused. I must confess I look at modern industry and management and wonder how far we have progressed, they might be making more money but they aren’t making happier workplaces.
The more I found out, the more I felt that this way of life and technology ought to be recorded. I still hadn’t found anything written down which addressed the practical aspects of mill life, I didn’t realise it at the time but I was gradually working out a method of doing this and Daniel was the key to the first part of it. He encouraged me to take pictures and gradually introduced me to the mysteries of composition, shooting up to a point and the decisive moment. He showed me how to master the techniques of shooting in bad light, developing my own film and making my own prints. I was a willing pupil and when I look back at my negative files I see that I went from tyro to semi-professional at an incredible speed. I got in the habit of taking pictures at work and started to build up a unique archive of negatives describing an industry which was on its last legs. The pictures I took then can never be repeated, the whole of the industry and the technology has gone and so the first legacy I owe to Daniel is that archive. That alone would be good reason for eternal gratitude but there was to be more!
One constantly recurring conversation with Daniel was related to my conviction that the mill was on its last legs and that I was giving serious thought to what I would do when it closed. I was very conscious of the fact that even though I was as strong as a horse, I didn’t want to spend the rest of my life grafting. I could think of no worse fate than going into Rolls Royce and becoming an eight ‘til four man for the rest of my working life. I wanted to use my head and gradually formulated the idea of going to university and doing a degree. This was always my aim from the beginning, as soon as the bug of further education bit I knew that I wouldn’t be satisfied by flitting round the edges, I wanted to go for broke! I can remember someone asking me once what my objective was, to become a professional rough diamond flitting round the verges of academe or get into the centre and do good works. It was the right question at the right time.
By spring 1975 I was completely settled in. The engine was running beautifully, the weavers were happy, Jim Pollard was happy and the management were getting better fuel figures than they had seen for years. I think you could say that I’d settled in at Bancroft nicely.
WIDER HORIZONS
Because Bancroft was one of the last two steam driven weaving sheds in the area we had a lot of visitors to see the engine.
Now I had a bit more spare time I was getting interested in the history of the mill, the technology and the impact on the town of the cotton industry. The more I read the more I realised there were tremendous gaps in the published accounts of the industry. It seemed to me that the people who had done the research and written the books had no first hand knowledge. As soon as they touched on the practical aspects of what they were trying to describe their lack of insight showed. This was apparent from the attitude of the visitors to the engine house, all they could see was this romantic steam engine, this gentle giant, and they came, wondered and went away. Occasionally it got even worse, I would have people coming in who hadn’t even got time to stop long enough to look at it properly because their schedule demanded they go somewhere else to look at another engine. I used to say to them that they must be far more clever than me, I spent all day studying the engine and hadn’t peeled more than a couple of layers off the onion!
Another consequence of working in the engine house and getting to grips with the job was that I had more time to walk round the mill and watch what was going on in there. What struck me was the enormous skill demanded by the various jobs. Like the engine, the more you delved into what people were doing the more complicated the task became. Jim Pollard was very good to me, he knew the industry inside out and answered all my questions, he never lost patience with me. Like Newton, he enjoyed teaching someone who was showing serious interest in his skills. Further than the knowledge I was gaining, I was meeting different people all the time, a vast difference from wagon driving, this was anything but solitary confinement! My horizons were opening out, I was beginning to think beyond the job in hand and some fascinating ideas were beginning to nag at the back of my mind.
In November that year I had a visitor at the engine house. A tall young man with a slight stoop came in and wiped his feet. He told me his name was Daniel Meadows and I asked him what had taken him so long! Then I brewed him a cup of tea and we sat down and started talking. Twenty five years later I am still talking to him. (Thirty five years now as I do this edit in 2009)
I had read about Daniel in the local paper. He had been appointed Artist in Residence for the Pendle area under a joint grant by the Gulbenkian Foundation, the local authority and other funders. His task was to photograph every listed building in the area under the auspices of Pendle Heritage Centre and seek out Pendle and snap it! As Bancroft was the last working engine in Pendle I expected him sooner or later. Apart from that I knew nothing about him.
Every now and again you meet the right person at the right time and the trick is to take notice of your voices. I had no idea when Daniel walked in that the input he was to make into my life was going to be so important, all I knew was that on first impressions, I liked him and so I gave him some time. This sounds a touch arrogant but isn’t meant to be, whether he understood it or not, he made exactly the same assessment and decision and we both profited. I showed him the engine and the mill and he came over to the farm for one of Vera’s farmhouse teas. She liked him just as much as I did, he became a regular visitor and I told him what was going on in my head. Without voicing it we came to an arrangement, I would introduce him to my world and he would let me into his. This included encouraging me to take up photography in a fairly serious manner and this was to be a wonderful asset in all the things I did later.
Daniel’s interest in photography wasn’t simply making good pictures, it was much more complicated that that. He wanted to use his skill to tell stories about people and his heroes were the great photo-journalists. He soon pointed me at their works and at the same time recognised my world as a rich seam to mine. He revelled in the work of the mill and what had to be done to keep it functioning. Eventually he went in the flues, climbed the chimneys and was fascinated by the weavers and their craft. Needless to say he also loved making pictures of me as I went about my work round the engine. He understood perfectly what my interest was and did his best to help me. With hindsight I couldn’t have met a better man at a better time. He never patronised me but gently guided me towards the best way to achieve what I wanted to do. You can’t ask for much better than that.
Round about this time another bloke walked in the engine house, I can’t be sure of the date but we had better introduce him as well because he too was going to be very important. His name was Robert Aram and he was a teacher in Nottingham. He had a great interest in Industrial Archaeology and had his own collection at home in Cossall. He was, and still is, a very private bloke, in fact at the time I put him down as a secretive b****r and he will smile when he reads this because he will admit I’m sure that this wasn’t far from the truth. I had no idea at that time just how extensive or ambitious his collection was but I was in for a shock when I found out. He had a black Labrador called Emma and she was the only visitor to the engine house who automatically got my easy chair as a seat as soon as she came in!
I can’t go into a full list of all the visitors to my kingdom at this time but must mention one more who whilst not of any great importance to my future was always a delight. This was John Wilfred Pickard a retired local GP. He would pop in at all sorts of odd times and we always had wonderfully esoteric and informative conversations. He used to work at the VD clinic in Burnley and I had long conversations with him about terrible infections. He always took my pulse as soon as he came in and told me every time that my heart was beating at exactly the same speed as the engine, 67rpm! We developed a theory that the reason the engine house was such a relaxing place to be was because the regular rhythm of the engine modified your heart beat and steadied it. There were many wonderful stories about Dr Pickard and I used to ask him if they were true or not. One which he said contained more truth than some of the others concerned a visit he made on the Coates Estate in Barlick to a baby that wouldn’t stop crying. John examined the baby and then turned round to the woman who was looking after it and said “The reason the baby’s crying is because it’s hungry. Is it breast or bottle fed?” The woman told him it was on the breast. John shoved his hand down the front of her blouse, felt her breast and said “You have no milk Madam!” The woman said that it would be a miracle if she had, she was the baby’s Aunt and was only looking after it! John gave me his old stethoscope which I used to use on the engine, it was marvellous what you could hear if you let the engine talk to you.
I think you may be starting to get the picture. I had made the transition from the road to the shed and was completely at home in the engine house. I had learned enough to make it a joy to be there and was still searching for knowledge and learning more. It wasn’t just the engineering that fascinated me but the whole complicated structure of how the engine, the mill and the industry knitted in so well with the local society. There was a perfect interface between the work and the human beings. Bancroft could never be described as a comfortable place in terms of what is seen as important nowadays. It was ridiculously old-fashioned, there were absolutely no amenities for the workers, it was seriously noisy, dirty and unsanitary, the toilets were a joke! Any one of the workers could have made more money by going down to Rolls Royce and getting a job sweeping the floor and yet it was the happiest atmosphere I have ever worked in. My version of it is that everybody knew exactly what their job was and how it fitted in with everybody else’s, they all saw the cloth rolling off the looms and being stacked in the warehouse, they knew the end product and what it was for. The chain of command was very short, they knew exactly who they were responsible to and that the end of the chain was in the office at the top of the warehouse. Everyone in that chain was called by their first name and apart from Peter Birtles everyone knew who everybody else was related to. It was almost a family, certainly a community and the whole was well integrated with the town and local society. As far as I could see it was a model system which everybody else ought to be emulating. There was a common thread with the dairy, nobody in the mill was after anyone else’s job. Everyone was satisfied with what they had and instead of rivalry and friction there was co-operation and thought for other people. If you needed a hand with something you only had to ask, you would never be refused. I must confess I look at modern industry and management and wonder how far we have progressed, they might be making more money but they aren’t making happier workplaces.
The more I found out, the more I felt that this way of life and technology ought to be recorded. I still hadn’t found anything written down which addressed the practical aspects of mill life, I didn’t realise it at the time but I was gradually working out a method of doing this and Daniel was the key to the first part of it. He encouraged me to take pictures and gradually introduced me to the mysteries of composition, shooting up to a point and the decisive moment. He showed me how to master the techniques of shooting in bad light, developing my own film and making my own prints. I was a willing pupil and when I look back at my negative files I see that I went from tyro to semi-professional at an incredible speed. I got in the habit of taking pictures at work and started to build up a unique archive of negatives describing an industry which was on its last legs. The pictures I took then can never be repeated, the whole of the industry and the technology has gone and so the first legacy I owe to Daniel is that archive. That alone would be good reason for eternal gratitude but there was to be more!
One constantly recurring conversation with Daniel was related to my conviction that the mill was on its last legs and that I was giving serious thought to what I would do when it closed. I was very conscious of the fact that even though I was as strong as a horse, I didn’t want to spend the rest of my life grafting. I could think of no worse fate than going into Rolls Royce and becoming an eight ‘til four man for the rest of my working life. I wanted to use my head and gradually formulated the idea of going to university and doing a degree. This was always my aim from the beginning, as soon as the bug of further education bit I knew that I wouldn’t be satisfied by flitting round the edges, I wanted to go for broke! I can remember someone asking me once what my objective was, to become a professional rough diamond flitting round the verges of academe or get into the centre and do good works. It was the right question at the right time.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
There was a bit of an interruption at the mill when Bob Parkinson handed in his notice. He finished on my fortieth birthday, 14 Feb 1976. His successor was Stephen Howard who was useless, he only lasted until March 6th when I sacked him. He was followed by Don Parkinson who was also useless, I sacked him on May the 24th! I got lucky then and a good lad called Paul Golding set on as firebeater. He was far too well educated for the job and there was a bit of a history behind him I suspect. He settled in and was to be with me until February 1977.
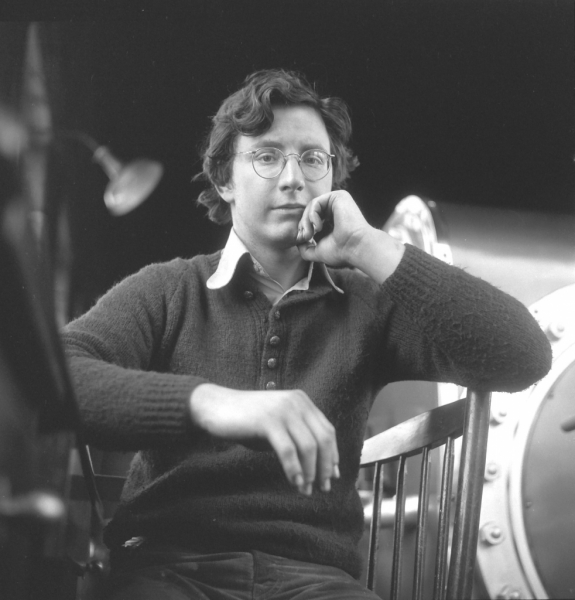
Paul Golding, an impressive lad and I often wonder what became of him.
The biggest problem we had at the mill, apart from falling orders, was the heat, 1976 was the hottest summer we had for a long time. It got so hot in the mill that some of the shafts expanded until they were running into the wall. It was the first time since the mill was built that this had happened, I had to cut three inches off the ends of three of the shafts to keep the mill running. At one point I had to do an emergency repair on the roof of the lady’s lavatory while the mill was running to stop the glass in the roof falling in because the wooden beams supporting it had shrunk. I used to shout to let the ladies know I was coming but in the end Phyllis Watson told me to just get on with it as I wouldn’t see anything I hadn’t seen before! I got the job done and have to report my education advanced significantly while I was on the roof.
Paul Golding, my firebeater finished in January 1977 and I was lucky enough to get John Plummer to replace him. John came from the north east and had been a firebeater all his life. He started on drifters going up to Bear Island and graduated to Fyffe’s banana boats. He had five children and could actually get more on Social Security than he could by working. He was fed up of doing nothing and came up to see me. He was a good man and was to stay the course right up to the mill closing.

John and I were to enjoy working together until the mill closed. A good man and I don’t think we ever had a wrong word. Luckily I got in touch with him just before he died on my birthday, 14th February 2008 and he got confirmation from his son how well I thought of him
At the mill we were having a bad time. Cloth orders were down and we were reduced to commission weaving, the worst form of trade. This is when you take in weaving jobs from other sheds that haven’t the capacity to cope, it was always the worst warps and the lowest price. In addition, as the numbers of looms fell and the load came off the engine I was having trouble with the Proctor Stokers on the boiler. It is a characteristic of this type of stoker that they won’t fire smoke free unless they are carrying a reasonably heavy fire. We started to get complaints from the ‘nuisance man’ our name for the inspector from the Environmental Health Department at Pendle Council. In turn I was getting flak from the management even though they knew it wasn’t my fault. I looked into the problem and worked out that if we burnt our coal stock and used the money saved plus an efficiency grant from the government to install new under-fired stokers we would stop the smoke, cut down on coal use and it wouldn’t cost the management a halfpenny. I put the proposal to Peter Birtles and waited. After a reasonable interval the order came back to start burning the stock. When I heard this I told John Plummer he was looking at the biggest idiot under the sun. He asked me why, I said “I may be wrong, but I think I’ve just closed this mill down!”
Events proved me right, the management had forgotten they had almost £10,000 in coal stock in the yard. I was certain their intention was to burn the stock, capitalise on the asset, close the mill down and scrap it. On the 5th of September the mill received a serious warning about smoke emission and the management used this as an excuse to announce that the mill would close after all current orders were woven out. What it boiled down to was that they were more interested in asset stripping than carrying on, they could make money easier that way. Jim Pollard told me the mill was still running at a profit.
It’s worth noting here that one of the contributory factors to the end of weaving at Bancroft was the shabby treatment we received at the hands of the big combines. Because of amalgamations within the textile industry Courtaulds were a major player and we bought most of our yarn supplies, with taper’s beams for the warps and weft on cone. Their terms of business were payment within a calendar month for supplies of yarn. Many of the merchants we supplied with cloth were in either the Courtauld or Tootal groups and their payments were based on a three month credit. We had to pay for materials within 30 days but didn’t get the income for at least 90 days. This was grossly unfair and an example of the groups using their commercial muscle to advantage.
Paul Golding, an impressive lad and I often wonder what became of him.
The biggest problem we had at the mill, apart from falling orders, was the heat, 1976 was the hottest summer we had for a long time. It got so hot in the mill that some of the shafts expanded until they were running into the wall. It was the first time since the mill was built that this had happened, I had to cut three inches off the ends of three of the shafts to keep the mill running. At one point I had to do an emergency repair on the roof of the lady’s lavatory while the mill was running to stop the glass in the roof falling in because the wooden beams supporting it had shrunk. I used to shout to let the ladies know I was coming but in the end Phyllis Watson told me to just get on with it as I wouldn’t see anything I hadn’t seen before! I got the job done and have to report my education advanced significantly while I was on the roof.
Paul Golding, my firebeater finished in January 1977 and I was lucky enough to get John Plummer to replace him. John came from the north east and had been a firebeater all his life. He started on drifters going up to Bear Island and graduated to Fyffe’s banana boats. He had five children and could actually get more on Social Security than he could by working. He was fed up of doing nothing and came up to see me. He was a good man and was to stay the course right up to the mill closing.
John and I were to enjoy working together until the mill closed. A good man and I don’t think we ever had a wrong word. Luckily I got in touch with him just before he died on my birthday, 14th February 2008 and he got confirmation from his son how well I thought of him
At the mill we were having a bad time. Cloth orders were down and we were reduced to commission weaving, the worst form of trade. This is when you take in weaving jobs from other sheds that haven’t the capacity to cope, it was always the worst warps and the lowest price. In addition, as the numbers of looms fell and the load came off the engine I was having trouble with the Proctor Stokers on the boiler. It is a characteristic of this type of stoker that they won’t fire smoke free unless they are carrying a reasonably heavy fire. We started to get complaints from the ‘nuisance man’ our name for the inspector from the Environmental Health Department at Pendle Council. In turn I was getting flak from the management even though they knew it wasn’t my fault. I looked into the problem and worked out that if we burnt our coal stock and used the money saved plus an efficiency grant from the government to install new under-fired stokers we would stop the smoke, cut down on coal use and it wouldn’t cost the management a halfpenny. I put the proposal to Peter Birtles and waited. After a reasonable interval the order came back to start burning the stock. When I heard this I told John Plummer he was looking at the biggest idiot under the sun. He asked me why, I said “I may be wrong, but I think I’ve just closed this mill down!”
Events proved me right, the management had forgotten they had almost £10,000 in coal stock in the yard. I was certain their intention was to burn the stock, capitalise on the asset, close the mill down and scrap it. On the 5th of September the mill received a serious warning about smoke emission and the management used this as an excuse to announce that the mill would close after all current orders were woven out. What it boiled down to was that they were more interested in asset stripping than carrying on, they could make money easier that way. Jim Pollard told me the mill was still running at a profit.
It’s worth noting here that one of the contributory factors to the end of weaving at Bancroft was the shabby treatment we received at the hands of the big combines. Because of amalgamations within the textile industry Courtaulds were a major player and we bought most of our yarn supplies, with taper’s beams for the warps and weft on cone. Their terms of business were payment within a calendar month for supplies of yarn. Many of the merchants we supplied with cloth were in either the Courtauld or Tootal groups and their payments were based on a three month credit. We had to pay for materials within 30 days but didn’t get the income for at least 90 days. This was grossly unfair and an example of the groups using their commercial muscle to advantage.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Robert Aram told me an instructive story about Courtaulds which concerned an old family lace-making firm in Nottingham. This was a small and very successful firm run by two brothers which specialised in very high quality lace, they were effective managers, knew the trade inside out and made a healthy profit. Like Bancroft they had a minimal office staff, they coped with all the work themselves with the help of an office lady who was quite capable of doing many of the routine jobs unaided. They had an idiosyncratic system of managing the incoming mail, anything that wasn’t a demand for final payment, an order or an incoming cheque was consigned to the waste paper basket. This served them well for years but eventually they received overtures from Courtaulds who had been watching their performance. After a couple of years circling round each other the brothers got a good offer for the business and retired.
The first thing Courtaulds did once they had taken over was install modern management systems. This entailed enlarging the office and taking on new staff. Three years after buying the firm Courtaulds shut it down, they couldn’t make a profit. Robert knew the firm well and he said that it was a combination of removing the key skills of the brothers and not replacing them, losing the short chain of command between the brothers and their old employees and imposing a top-heavy management structure. I suspect that this scenario was repeated many time in industry and we are the poorer because of it. Remember that in an old firm with no borrowings and premises and machinery which were all paid for and mostly written off on the books like Bancroft the finances were much easier to manage and there was no outflow from the firm other than profits to shareholders. Once a highly leveraged group takes over the firm has to pay its share of interest on financing the business. All this at a time when profit margins on cloth were at an all time low. Work it out for yourself!
The atmosphere at the mill changed completely, we were all on a slippery slope and before Christmas we would all be out of a job. I wasn’t too worried because I had applied for a place at Lancaster University and had been accepted for Autumn 1979. The DOE had promised to employ me as a researcher to finish the LTP and do some work on water mills in the Lake District when the mill closed down so things could have been worse. There had been a change in the office, Sidney Nutter had retired early because of ill health, he died before the year was out, he was a good bloke with a puckish sense of humour and we all missed him. It was a pity he couldn’t have seen the job out.

Eughtred and Sidney making up the wage packets in happier days.
I have a story about Sidney which demonstrates his sense of humour. I used to deal with any commercial travellers who were in any way technical. One day we had a caller who was selling a miracle cure for blocked drains. He asked if he could demonstrate how his product worked so I agreed and he swung into what was quite clearly a very well rehearsed performance. He took a Pyrex beaker out of his case, poured some soil into it and added a lump of grease. He then reached into his bag and produced the biggest sanitary towel I have ever seen in my life, wiped his hands on it and, saying, “There’s always one of these!” stuffed it into the beaker. He held it up and said, “There you are, that’s a blockage!” He then added some water and poured in his ‘miracle cure’, the whole lot fizzed up alarmingly and finally settled into half a beaker of dirty water, the chemical was some sort of very concentrated acid judging by the smell. “Blockage dispersed! It can now be flushed away with water!”
I knew that there was no way I was going to buy any of this drain destroyer from him but I knew Sidney wasn’t very busy so I told the representative he should repeat this demo for our Mr Nutter who was in charge of purchases. I called Sidney up and we went up to the office where Sidney sat at his desk, pipe in mouth, awaiting our arrival. The bloke went through his demo again but when he got to the sanitary towel Sidney took his pipe out of his mouth and said “What is it lad, a blindfold?” This stopped the rep dead, he had never been asked that question before! He went into a long explanation of exactly what it was he was holding in his hand. When he had finished Sidney took his pipe out again and said “Eh, isn’t it wonderful, whatever will they think of next!” At this point the rep lost the will to live, packed his bag and departed Bancroft for ever. I’ll bet he never forgot Sidney! I told Sidney he was very naughty, he had probably shattered the man’s life, all he did was grin.
Meanwhile, back at the mill, the visitor count to the engine house rose steadily, partly because of the news of the closure which had made the local and national papers but also due to the fact that as I moved further into recording the mill more people became aware of its existence and came to see it. I was also agitating at government level for something to be done about Bancroft, my point was that sooner or later they would have to pick a weaving mill to preserve and the time to do it was while the mill was running and was a viable business. Peter White from the DOE came up to have a look and I asked him why the government didn’t step in and buy the place, if they did it would cost them £60,000 for the whole thing, lock stock and barrel. My suggestion was that they should then divide the shed, half for weaving and the other half for Brown and Pickles who were looking rocky as well. If they gave the weaving side an order for government tea towels they would get their towels better made and cheaper, save the mill and the skills that kept it going. Brown and Pickles could carry on with their normal trade but could also become repairers and trainers for the whole of the steam heritage sector in the country. This would require some investment but I was sure the engineering unions would be partners in this and in the end it would turn a profit and preserve several important aspects of the heritage. Peter told me it couldn’t even be considered because the government couldn’t be seen to be engaging commercially in industry. When I asked how this squared with nationalisation and the Royal Ordnance factories I was told this was entirely different!
Twenty years later I have to tell you that I was right and they were wrong. The mill they had chosen as the favourite for preservation, Jubilee at Padiham, was sold and demolished under their noses and the only one left, Queen Street at Burnley, had to be chosen and supported and many things went wrong there. It still struggles on but in my opinion will always eat money. Bancroft was in the right place, it had plenty of space round it for development, it could have been a multi-interest site and a great opportunity for the heritage and the town.
As far as the mechanics of running the mill were concerned, by 1978 I had mastered it completely. This isn’t to say I had stopped learning but I could run the place with one hand behind my back and my eyes shut. John Plummer my firebeater was a gem. John was always cheerful and interested in his job and I treated him as well as I could, we enjoyed ourselves and did a good job. Coal consumption in winter used to be over 35 tons a week. We had got it to below 25 tons on the same load and could have gone lower but nobody was interested any more.
Weaving a shed out is a painful task. The way it worked in the weaving shed was that as warps wove out in the individual looms they were not replaced. This meant that the weaver’s work gradually diminished and it got to a point where it was economical to stop that set of looms, finish the weaver, cut the remaining warps out and consolidate them in another set of looms. Every day looms finished and the load went down, if the engine hadn’t been so well tuned this could have caused a problem but I had it running so well that it would govern safely on no load and steam at top pressure so there was no sweat as far as I was concerned. What was soul-destroying was the fact that as you were doing a long term maintenance job like oiling the main shaft, you would suddenly realise that this was the last time you would do it.
The first thing Courtaulds did once they had taken over was install modern management systems. This entailed enlarging the office and taking on new staff. Three years after buying the firm Courtaulds shut it down, they couldn’t make a profit. Robert knew the firm well and he said that it was a combination of removing the key skills of the brothers and not replacing them, losing the short chain of command between the brothers and their old employees and imposing a top-heavy management structure. I suspect that this scenario was repeated many time in industry and we are the poorer because of it. Remember that in an old firm with no borrowings and premises and machinery which were all paid for and mostly written off on the books like Bancroft the finances were much easier to manage and there was no outflow from the firm other than profits to shareholders. Once a highly leveraged group takes over the firm has to pay its share of interest on financing the business. All this at a time when profit margins on cloth were at an all time low. Work it out for yourself!
The atmosphere at the mill changed completely, we were all on a slippery slope and before Christmas we would all be out of a job. I wasn’t too worried because I had applied for a place at Lancaster University and had been accepted for Autumn 1979. The DOE had promised to employ me as a researcher to finish the LTP and do some work on water mills in the Lake District when the mill closed down so things could have been worse. There had been a change in the office, Sidney Nutter had retired early because of ill health, he died before the year was out, he was a good bloke with a puckish sense of humour and we all missed him. It was a pity he couldn’t have seen the job out.
Eughtred and Sidney making up the wage packets in happier days.
I have a story about Sidney which demonstrates his sense of humour. I used to deal with any commercial travellers who were in any way technical. One day we had a caller who was selling a miracle cure for blocked drains. He asked if he could demonstrate how his product worked so I agreed and he swung into what was quite clearly a very well rehearsed performance. He took a Pyrex beaker out of his case, poured some soil into it and added a lump of grease. He then reached into his bag and produced the biggest sanitary towel I have ever seen in my life, wiped his hands on it and, saying, “There’s always one of these!” stuffed it into the beaker. He held it up and said, “There you are, that’s a blockage!” He then added some water and poured in his ‘miracle cure’, the whole lot fizzed up alarmingly and finally settled into half a beaker of dirty water, the chemical was some sort of very concentrated acid judging by the smell. “Blockage dispersed! It can now be flushed away with water!”
I knew that there was no way I was going to buy any of this drain destroyer from him but I knew Sidney wasn’t very busy so I told the representative he should repeat this demo for our Mr Nutter who was in charge of purchases. I called Sidney up and we went up to the office where Sidney sat at his desk, pipe in mouth, awaiting our arrival. The bloke went through his demo again but when he got to the sanitary towel Sidney took his pipe out of his mouth and said “What is it lad, a blindfold?” This stopped the rep dead, he had never been asked that question before! He went into a long explanation of exactly what it was he was holding in his hand. When he had finished Sidney took his pipe out again and said “Eh, isn’t it wonderful, whatever will they think of next!” At this point the rep lost the will to live, packed his bag and departed Bancroft for ever. I’ll bet he never forgot Sidney! I told Sidney he was very naughty, he had probably shattered the man’s life, all he did was grin.
Meanwhile, back at the mill, the visitor count to the engine house rose steadily, partly because of the news of the closure which had made the local and national papers but also due to the fact that as I moved further into recording the mill more people became aware of its existence and came to see it. I was also agitating at government level for something to be done about Bancroft, my point was that sooner or later they would have to pick a weaving mill to preserve and the time to do it was while the mill was running and was a viable business. Peter White from the DOE came up to have a look and I asked him why the government didn’t step in and buy the place, if they did it would cost them £60,000 for the whole thing, lock stock and barrel. My suggestion was that they should then divide the shed, half for weaving and the other half for Brown and Pickles who were looking rocky as well. If they gave the weaving side an order for government tea towels they would get their towels better made and cheaper, save the mill and the skills that kept it going. Brown and Pickles could carry on with their normal trade but could also become repairers and trainers for the whole of the steam heritage sector in the country. This would require some investment but I was sure the engineering unions would be partners in this and in the end it would turn a profit and preserve several important aspects of the heritage. Peter told me it couldn’t even be considered because the government couldn’t be seen to be engaging commercially in industry. When I asked how this squared with nationalisation and the Royal Ordnance factories I was told this was entirely different!
Twenty years later I have to tell you that I was right and they were wrong. The mill they had chosen as the favourite for preservation, Jubilee at Padiham, was sold and demolished under their noses and the only one left, Queen Street at Burnley, had to be chosen and supported and many things went wrong there. It still struggles on but in my opinion will always eat money. Bancroft was in the right place, it had plenty of space round it for development, it could have been a multi-interest site and a great opportunity for the heritage and the town.
As far as the mechanics of running the mill were concerned, by 1978 I had mastered it completely. This isn’t to say I had stopped learning but I could run the place with one hand behind my back and my eyes shut. John Plummer my firebeater was a gem. John was always cheerful and interested in his job and I treated him as well as I could, we enjoyed ourselves and did a good job. Coal consumption in winter used to be over 35 tons a week. We had got it to below 25 tons on the same load and could have gone lower but nobody was interested any more.
Weaving a shed out is a painful task. The way it worked in the weaving shed was that as warps wove out in the individual looms they were not replaced. This meant that the weaver’s work gradually diminished and it got to a point where it was economical to stop that set of looms, finish the weaver, cut the remaining warps out and consolidate them in another set of looms. Every day looms finished and the load went down, if the engine hadn’t been so well tuned this could have caused a problem but I had it running so well that it would govern safely on no load and steam at top pressure so there was no sweat as far as I was concerned. What was soul-destroying was the fact that as you were doing a long term maintenance job like oiling the main shaft, you would suddenly realise that this was the last time you would do it.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
When the notice went up for closure I rang Charlie Sutton and told him we would never flue again, he was the first casualty. This attrition went on and on and was the worst part of the process, I found it very depressing and so I think did everyone. What made it worse was that it was the end of steam weaving in Barnoldswick, what a sad thought.

Mary Cawdrey was one of the last weavers in the shed. Here she is with just two warps in ten looms. All the weavers said the same thing, it wasn’t so much the shortage of warps but weaving surrounded by empty looms.
The pensioners up the line shaft side on the eight loom sets were the first to go. I remember one Friday night I did my usual trip into the shed after shutting the steam to the engine off to listen for any hot bearings as the shafting slowed and stopped, they would squeal as they slowed down and you could identify where they were. One of the older weavers, I forget her name, was standing in the alley with her shopping bag in her hand, listening to the shafting and watching it stop for the last time as she was finishing. I asked her if she was all right and she said that she’d worked in the mills since she was 13 years old and in all that time had never seen the shafting stop, she was always out of the shed as soon as it was going home time! She wanted to know if it always made that banging noise when it was finally stopping, this was the bevel gears rattling as they slowed and stopped. I told her it was quite normal and she smiled and walked out of the shed. Just think about that, she had never wasted a second in the shed all those years. As soon as the engine started to slow down she was off home. That was the sort of attitude that made them such wonderful workers. All this counted for nothing when the chips were down, they were surplus to requirements and on the scrap heap, what a bloody waste! That lady didn’t live long after, she was 78 and still working a full day and I can’t help thinking that ripping Bancroft out of her life contributed to her death.
It was Wednesday of the last week when we were running and I rang Newton Pickles up and suggested he come up after lunch. We only had about ten looms weaving and I had an idea that when we stopped that day we would never start again. Newton came and I had another visitor that day, Professor Owen Ashmore, a noted industrial archaeologist who had called in to see the engine. I told him he had picked a good day and if he hung on until lunchtime I suspected he might see the mill stop for the last time because I couldn’t see the weavers hanging around when they had received their last pay cheque. By about two thirty in the afternoon the rot had set in, the few weavers that were still working decided they had had enough and stopped. Owen got quite excited and wanted to take a picture of me stopping the engine, I told him I wasn’t going to do it, Newton had more claim than me. He protested but in the end I told him that he had to do it so Newton Pickles stopped the last steam engine on its final working day. I did a picture of him as he stopped it, somehow it seemed more fitting to record the history than be the engineer.
This small incident is a nice illustration of the custom and hierarchy that applied in the mill. Newton was my senior and certainly my superior in knowledge of steam engines but when I told him to stop arguing and stop the engine he deferred to me because he was in my engine house and he was a guest. This was one small part of the system that had emerged over the years and gave us all a framework in which to work. Even the owner of the mill couldn’t buck the system and wouldn’t even try. By the way, it’s interesting that nobody from the management was present when we stopped.
It wasn’t the last time the engine ran, Newton and I ran it the following day and flooded it with oil to give it a good internal coating so that if it was preserved the lads would have as good a start as we could manage. We dosed all the pumps with anti freeze and drained all the tanks, finally we blew the boiler down and opened the lids to let air circulate through it. John and I had some other jobs to attend to like shutting off the sprinklers and draining the system down. We opened the clough in the dam so that there was no danger to the kids who would inevitably start to use it as a playground. Finally, we locked up and walked away.
Mary Cawdrey was one of the last weavers in the shed. Here she is with just two warps in ten looms. All the weavers said the same thing, it wasn’t so much the shortage of warps but weaving surrounded by empty looms.
The pensioners up the line shaft side on the eight loom sets were the first to go. I remember one Friday night I did my usual trip into the shed after shutting the steam to the engine off to listen for any hot bearings as the shafting slowed and stopped, they would squeal as they slowed down and you could identify where they were. One of the older weavers, I forget her name, was standing in the alley with her shopping bag in her hand, listening to the shafting and watching it stop for the last time as she was finishing. I asked her if she was all right and she said that she’d worked in the mills since she was 13 years old and in all that time had never seen the shafting stop, she was always out of the shed as soon as it was going home time! She wanted to know if it always made that banging noise when it was finally stopping, this was the bevel gears rattling as they slowed and stopped. I told her it was quite normal and she smiled and walked out of the shed. Just think about that, she had never wasted a second in the shed all those years. As soon as the engine started to slow down she was off home. That was the sort of attitude that made them such wonderful workers. All this counted for nothing when the chips were down, they were surplus to requirements and on the scrap heap, what a bloody waste! That lady didn’t live long after, she was 78 and still working a full day and I can’t help thinking that ripping Bancroft out of her life contributed to her death.
It was Wednesday of the last week when we were running and I rang Newton Pickles up and suggested he come up after lunch. We only had about ten looms weaving and I had an idea that when we stopped that day we would never start again. Newton came and I had another visitor that day, Professor Owen Ashmore, a noted industrial archaeologist who had called in to see the engine. I told him he had picked a good day and if he hung on until lunchtime I suspected he might see the mill stop for the last time because I couldn’t see the weavers hanging around when they had received their last pay cheque. By about two thirty in the afternoon the rot had set in, the few weavers that were still working decided they had had enough and stopped. Owen got quite excited and wanted to take a picture of me stopping the engine, I told him I wasn’t going to do it, Newton had more claim than me. He protested but in the end I told him that he had to do it so Newton Pickles stopped the last steam engine on its final working day. I did a picture of him as he stopped it, somehow it seemed more fitting to record the history than be the engineer.
This small incident is a nice illustration of the custom and hierarchy that applied in the mill. Newton was my senior and certainly my superior in knowledge of steam engines but when I told him to stop arguing and stop the engine he deferred to me because he was in my engine house and he was a guest. This was one small part of the system that had emerged over the years and gave us all a framework in which to work. Even the owner of the mill couldn’t buck the system and wouldn’t even try. By the way, it’s interesting that nobody from the management was present when we stopped.
It wasn’t the last time the engine ran, Newton and I ran it the following day and flooded it with oil to give it a good internal coating so that if it was preserved the lads would have as good a start as we could manage. We dosed all the pumps with anti freeze and drained all the tanks, finally we blew the boiler down and opened the lids to let air circulate through it. John and I had some other jobs to attend to like shutting off the sprinklers and draining the system down. We opened the clough in the dam so that there was no danger to the kids who would inevitably start to use it as a playground. Finally, we locked up and walked away.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS

The Lad stopping his engine for the last time.
It was the end of a fascinating five years. I had learned more about the cotton industry and the technology of weaving in that time than I could ever have imagined. Years later, just as I predicted, I am the only person left who worked in the industry, did the research, took the pictures and did the higher education to understand it all properly. When I have finished the story of my life for my children and grandchildren I shall set about the task of leaving an accurate record of all the things I learned by experience and from people like Newton and Jim. As far as I know it will be the only time that this has been described properly and it should be a valuable resource for historians in the future who want to know more. As far as this story goes, it is just coming up to Christmas 1978 and there is much change on the horizon! (In 2009 I published a book on Brown and Pickles and another describing how Bancroft functioned.)
I have one last story for you about life in the engine house. I think it epitomises our attitudes towards the job. It’s Friday the 8th November 1974 in Bancroft engine house. Not a bad morning, we started as usual at 8am with the shed lights on so this meant a nice bit of load on the engine because we made our own power with an alternator driven by the engine. My firebeater Ben Gregory was finishing that week and I had a new bloke Bob Parkinson starting on Monday so I wouldn’t have the place to run single handed which was hard work. All was well and I sat in my armchair at the desk in the corner of the engine house with a pint of tea and a bacon buttie. Christmas was coming, things could be worse! The only nagging thought was the thump in the air pump on the low pressure side which had been there ever since I started at Bancroft and which everybody assured me was water hammer in the body of the pump due to a design fault. It had always been there so I had to live with it but it seemed to be getting worse.
Being engine tenter on a large engine was a responsible job. Apart from obvious things like safety and economy, everybody’s wage depended on how well the engine performed. Smooth uninterrupted power going down the shaft into the shed meant the weavers stood a chance of making a decent wage. The worst thing that could happen was a stoppage due to my neglect so you never left the engine alone and walked round at least every ten minutes checking on all your oil feeds and looking for potential faults. This morning was no exception and on one of my trips round the oils that morning I noticed that the crosshead cotter on the high pressure side was bleeding a bit. The red oil coming out of the slot it was fitted in was a sure sign it was slightly loose.
At dinnertime, when the engine was stopped I got the hand hammer and gave the cotter a clout to drive it up and tighten it. It went in a shade and then sounded solid, job done and problems averted. On the way back round the engine to put the hammer away I clouted the low pressure cotter as I was passing and got a shock, it went up a quarter of an inch! I hit it again and it went in another eighth of an inch and felt soft. A job for Newton Pickles, I’d ring him as soon as we’d started and got settled down after dinner.
When I started after dinner the engine sounded strange and it took me a few seconds to realise that the famous Bancroft thump in the air pump had vanished. The low pressure crosshead cotter must have been loose for years! Newton came up that evening and measured up for two new cotters and we scheduled the job for Friday the 20th of December, the day we finished for the Christmas break. On that day, Bob and Jim Fort came up from Brown and Pickles’ after dinner and as soon as the weavers had gone to the pub, they started on the cotters while Bob Parkinson and I blew the boiler down and got ready for flueing. We had to open up the boiler and flues and get them cool enough for Charlie Sutton and his gang from Weldone at Brierfield to get in the flues the following day and clear all the dust out that had accumulated since July. By Tuesday the 24th the cotters were in and fitted, the boiler was back online and fired up and I was ready at 3pm for Newton to call in on his way back from attending to an engine at Holmfirth, we were going to run the engine and check that all was OK.
As it happened, Newton was held up so Bob went home and I settled down in the warm engine house with my pipe and a pint of tea and the gentle hiss of steam passing into the engine to warm it. There was only one lamp lit and as it came dark the engine house gradually became a magic place. There was the wonderful smell of steam and hot oil, my pipe smoke drifting up into the roof and every now and again there was a muffled grunt as the metal of the engine expanded and Mary Jane and James, the two cylinders, settled down in a fresh position.
Just after 5:30 Newton came in accompanied by his grandson John who was a lad at the time and had been across to Holmfirth with his granddad for a trip out. We put the shed lights in for a bit of load and after barring the engine round a couple of times to make sure nothing was catching in the low pressure cylinder, we’d altered the stroke of the piston slightly by fitting the new cotter, I started up and we listened to the engine.
It was a wonderful improvement, there wasn’t a sound out of the low pressure side, the engine was running like a rice pudding! We left it running and sat down at the desk with a bottle of Johnnie Walker Red Label and had our Christmas drink! We’d earned it.
Now I realise that all my readers are not engineers and a lot of what I have told you here is double Dutch but I can assure you that anyone who had been with us in that engine house would have enjoyed the experience. There was just one bulb lit on the far side of the house and Newton and I sat there sipping whisky and listening to a perfectly tuned steam engine ticking away at 68 revolutions a minute. After about ten minutes young John was getting itchy, he couldn’t understand why these two old blokes were sat there and the engine was still running so he asked when we were going to stop it. Newton told him that if he wanted it stopped he’d better do it himself! I got a buffet for John to stand on so he could reach the stop valve. I locked the governor out and opened the drains and told John it was up to him, he could stop the engine any time he wanted. Just think about this, would a young lad be allowed to do something like that these days? He stopped the engine, we shut everything down and sat there in the semi darkness with the whisky, the engine talking to us as it cooled down and the ghosts of the old engineers listening approvingly as we talked about engines and the magic of steam. Young John still couldn’t understand why we weren’t going home and it wasn’t until we had finished the whisky off that we decided Christmas had better start or our wives, Olive and Vera, might have had something to say about it.

Young John Pickles stops Bancroft engine. If anyone let a lad do this in these enlightened times they would be gaoled! I wonder if he realised how lucky he was.
By today’s standards I suppose Newton and I were victims, there we were, on Christmas Eve, having to work. It wasn’t like that to us, we were interested in the job and even though it was our living, were fascinated by the power of steam. It’s a happy bloke that can have an experience like that and when I look at the speed people are rushing about today chasing what they call quality time I can’t help feeling sorry for them. If you should happen to see Newton, ask him about the time him and Stanley ran Bancroft engine on Christmas Eve and he will recall it instantly. How many jobs give experiences like that which are fresh in the mind after 25 years?
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
I'm at a loss where to go now. Some feedback would be appreciated but if you are too idle to do that...... I don't know where this topic will end up.
As for Bancroft, after a demolition leaving the engine and boiler houses in place we managed to get a Derelict Land Grant and created the Bancroft Trust and museum which still runs the engine in steam staffed solely by volunteers. I resigned the chair of the Trust when I want to university and they have carried on successfully working on a shoe string to make the engine available to the public. Look them up, visit them and support their efforts, don't leave it to others and then regret it when it vanishes!
As for Bancroft, after a demolition leaving the engine and boiler houses in place we managed to get a Derelict Land Grant and created the Bancroft Trust and museum which still runs the engine in steam staffed solely by volunteers. I resigned the chair of the Trust when I want to university and they have carried on successfully working on a shoe string to make the engine available to the public. Look them up, visit them and support their efforts, don't leave it to others and then regret it when it vanishes!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!

Re: STEAM ENGINES AND WATERWHEELS
Great stories and I've enjoyed reading them. Thanks very much.
As you've pointed out, it isn't just the loss of one industry but all the related jobs that went with it. I have a friend who used to drive heavy haulage trucks taking huge ingots from England to Czechoslovakia and other European destinations. These ingots could weigh over 100 tons and went into Europe for finishing. I'm assuming they couldn't be machined in Britain.
As you've pointed out, it isn't just the loss of one industry but all the related jobs that went with it. I have a friend who used to drive heavy haulage trucks taking huge ingots from England to Czechoslovakia and other European destinations. These ingots could weigh over 100 tons and went into Europe for finishing. I'm assuming they couldn't be machined in Britain.
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Thanks China.... I've come across that trade. With the decline of heavy manufacturing we lost the capability if machining really large forgings. If you look at Youtube most of the videos of the largest lathes and machining are in China....
Now, what should I do next?
Now, what should I do next?
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Spinningweb
Re: STEAM ENGINES AND WATERWHEELS
I enjoy reading your page too Stanley along with China. With yourself once running a commercial steam engine Stanley as opposed to exhibition steam engines running today at various sites do you think they get the same attention to maintenance.
-
PanBiker

- Site Administrator

- Posts: 16447
- Joined: 23 Jan 2012, 13:07
- Location: Barnoldswick - In the West Riding of Yorkshire, always was, always will be.
Re: STEAM ENGINES AND WATERWHEELS
We visit reasonably regularly when the engine is in steam. Met Plaques the last time we were there. Our Finlay got to start the engine after the lunch break.
Waiting for the signal

Then off we go..

He was nearly six years old and definitely needed the buffet.
Waiting for the signal
Then off we go..
He was nearly six years old and definitely needed the buffet.
Ian
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Lovely pic of Finlay, now do the same for the lasses!
Thanks for the responses Lads.
Maintenance......That's an interesting question which could keep me going for a few days. Ill make a start and give it some thought.....
The first thing that comes to mind might surprise you. I very seldom visit my engines and when I do I keep stumm. The reason for this is that whilst I am always welcome, I am regarded with suspicion by many of the volunteers. I never give advice unless I am asked directly. The reason is that many volunteers have spent a lot of time with engines and depending how they gained knowledge, reach a stage where they are confident they know what they are doing. Unfortunately because they haven't spent all their waking hours with them they are mistaken. I their heart of hearts they know this and also know that I know! They are always on edge expecting criticism or observations that are contrary to their beliefs if I am there and it has produced some funny situations in the past. A good example is my installation of the Whitelees Beam Engine at Ellenroad. They forget all the things I did right and the fact it has run successfully for 30 years and only see the instances of things I 'could have done better'. As I have been known to say to them, go and do the same thing with limited resources and no drawings and see what you come up with! Of course there were small mistakes. I was doing something under pressure that was uncharted territory. For many years I was 'he whose name shall not be mentioned' but thankfully that has passed and a different view might be emerging.
So there you have your first problem, a minority of volunteers who are certain they are right and in many cases are found wanting.
Your next problem is to define 'maintenance'. I'll start with that but will give it some thought first. Be patient and watch the topic!
Thanks for the responses Lads.
Maintenance......That's an interesting question which could keep me going for a few days. Ill make a start and give it some thought.....
The first thing that comes to mind might surprise you. I very seldom visit my engines and when I do I keep stumm. The reason for this is that whilst I am always welcome, I am regarded with suspicion by many of the volunteers. I never give advice unless I am asked directly. The reason is that many volunteers have spent a lot of time with engines and depending how they gained knowledge, reach a stage where they are confident they know what they are doing. Unfortunately because they haven't spent all their waking hours with them they are mistaken. I their heart of hearts they know this and also know that I know! They are always on edge expecting criticism or observations that are contrary to their beliefs if I am there and it has produced some funny situations in the past. A good example is my installation of the Whitelees Beam Engine at Ellenroad. They forget all the things I did right and the fact it has run successfully for 30 years and only see the instances of things I 'could have done better'. As I have been known to say to them, go and do the same thing with limited resources and no drawings and see what you come up with! Of course there were small mistakes. I was doing something under pressure that was uncharted territory. For many years I was 'he whose name shall not be mentioned' but thankfully that has passed and a different view might be emerging.
So there you have your first problem, a minority of volunteers who are certain they are right and in many cases are found wanting.
Your next problem is to define 'maintenance'. I'll start with that but will give it some thought first. Be patient and watch the topic!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
Properly cared for, a steam engine is remarkably trouble free as long as it is not overloaded and good oil is used on a regular basis. The main reason for this is that they were built with such good safety factors, everything is overbuilt in modern terms because the manufacturers knew that their reputation deepened on reports of trouble-free service. Everything was working well inside it's theoretical limits and this explains why historically, they were capable of running at beyond their design load for years.
In that respect, late era tenters like me were lucky, in effect we were running light and it's no wonder we had so little trouble. All we had to do was have regular routines, make sure lubrication was correct and most important, extend that care to the boiler plant because an engine is only as good as its steam supply which should be clean, as dry as possible and at the right pressure. So what did this regime actually mean?
Let's take routine first, it's probably the most important element. The insurance cover of the engine against Loss of Profits recognised this and it was a requirement that when running the engine should have 'constant attendance'. In practice this meant that during running, the tenter should be alert and listening to the engine for any change of note or strange noise. Every ten minutes go round and check that all the lubricators are working correctly delivering clean oil and are topped up. I had a small container of oil next to every drip feed lubricator and I kept them full as this ensured a consistent delivery. I always had a lump of good clean cotton waste in my hand and made a habit of wiping down all the time. I was once asked why tenters spent so much time cleaning their engines and I always said that it was because if you are cleaning something you are actually inspecting it.
I have a story for you about this..... I once had an annoying squeak on the engine and couldn't identify where it was or what was causing it.... It was obviously a bearing because it happened in time with the stroke. It took me a while to realise that it was actually the oil can I used to lubricate the motion by injecting a small amount of oil while the engine was running. In order to do this you had to get the nozzle into the oil hole and gave it a few drops in time with the motion. The oil can was soaked with oil of course but it was a plastic bearing in the linkage that was squeaking! But notice that I persisted and chased it down in the end.
In that respect, late era tenters like me were lucky, in effect we were running light and it's no wonder we had so little trouble. All we had to do was have regular routines, make sure lubrication was correct and most important, extend that care to the boiler plant because an engine is only as good as its steam supply which should be clean, as dry as possible and at the right pressure. So what did this regime actually mean?
Let's take routine first, it's probably the most important element. The insurance cover of the engine against Loss of Profits recognised this and it was a requirement that when running the engine should have 'constant attendance'. In practice this meant that during running, the tenter should be alert and listening to the engine for any change of note or strange noise. Every ten minutes go round and check that all the lubricators are working correctly delivering clean oil and are topped up. I had a small container of oil next to every drip feed lubricator and I kept them full as this ensured a consistent delivery. I always had a lump of good clean cotton waste in my hand and made a habit of wiping down all the time. I was once asked why tenters spent so much time cleaning their engines and I always said that it was because if you are cleaning something you are actually inspecting it.
I have a story for you about this..... I once had an annoying squeak on the engine and couldn't identify where it was or what was causing it.... It was obviously a bearing because it happened in time with the stroke. It took me a while to realise that it was actually the oil can I used to lubricate the motion by injecting a small amount of oil while the engine was running. In order to do this you had to get the nozzle into the oil hole and gave it a few drops in time with the motion. The oil can was soaked with oil of course but it was a plastic bearing in the linkage that was squeaking! But notice that I persisted and chased it down in the end.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
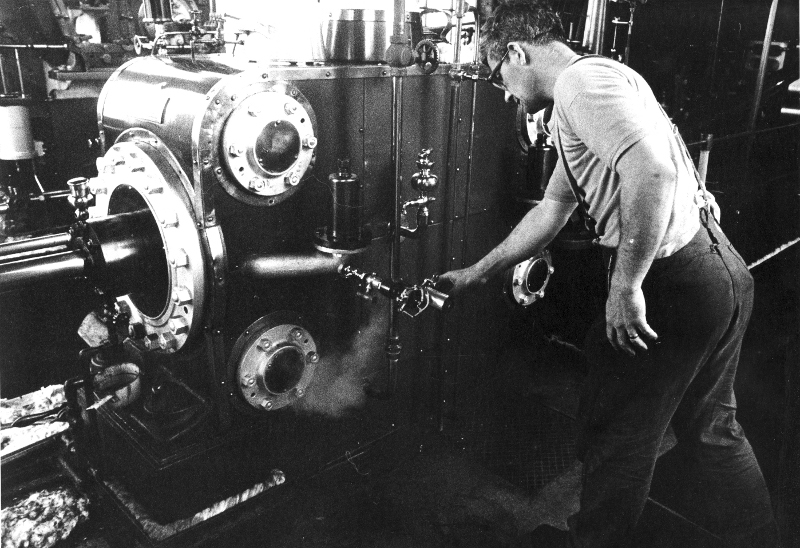
Fairbairn's magisterial two volume work on Mill Gearing devotes only two paragraphs to lubrication but if you start reading the other technical literature you'll find more on 'indicating' engines than almost any other subject. 'Indicating' is the use of a clever little instrument which, if used properly, gives an accurate speed/time chart of the steam events in a cylinder while it is running. I have three Dobbie McInnes indicators because they are lovely things.

There is no doubt that indicating an engine is a valuable exercise because it can flag up anomalies in the events that indicate the need for valve adjustments but it is nowhere near as important as the literature suggests. I did it regularly at Bancroft and remember our managing director Mr Birtles coming in one day as I was doing it and he was most impressed, he had no idea that running the engine got that technical. I suspect that it is the 'bullshit baffles brains' factor that made the practice so popular with some 'experts', it reinforced the position of the engineer.
However, there are other ways of assessing an engine. If you want to know how many horse power you are generating, count the looms running and divide by two. That will give you a very close approximation, add 100hp if the shed lights are on. If an engine is rope drive look at the way the ropes are behaving as the catenary curve swoops from the second motion pulley back to the flywheel. This is the slack side of the drive and if it is steady with no swaying or rise and fall, you are sure you have the valve events right. If there is a problem the indicator can flag up which event is out a shade and the necessary adjustments can be made.
On a Corliss engine the most important adjustment for the smooth running of the engine is the amount of Lead. That is the amount of time the steam valve is open before the engine reaches dead centre. You'll find acres of complicated tables in the literature and Newton and I agreed they all gave too much. Newton from his experience in setting engines up to give the best output with least strain and Stanley from his observations made in the course of getting the smoothest flow of power down the lineshaft because the benefits of that could be seen in the shed production and weaver's wages.
In essence, you want the lead event to be timed just right, before centre and the amount of cover of the valve on the seat to be as small as possible within the limits of safety and effective governing. My way of doing that was to bar the engine round until the steam valve was fully closed and the engine was set a shade before centre. Then open the steam valve and if the valve is in reasonable condition you will have no more than a whisper across the seat, the engine is of course stationary. This in itself is a valuable piece of information about the valve. Note that the actual timing of the event is done by adjusting the eccentric that drives the valve gear and once set correctly never needs changing. We are adjusting the cover not the timing.
Then slacken off the lock nuts on the small actuating rod connecting the valve to the expansion gear, in Bancroft's case, the Dobson block. Start shortening the rod by turning it. It has left and right handed threads. Listen for an increase in the steam passing across the seat. As soon as you hear that you know the valve is on the verge of opening. At that point reverse the adjustment until the noise stops and carry on watching the bell crank on the end of the shaft that drives the valve until you estimate that you have between 1/16" and 1/8" of cover, this will vary with the engine and is a matter of judgement, with the Bancroft HP cylinder it was a strong 1/16". Then lock the nuts on the rod, bar the engine 180 degrees and do the same for the other end. Then have a test run. If you have got everything right it will run smooth as silk with the least possible strain on the drive and the bonnets. Newton said he had gone to engines where they had followed the book and given them 1/2" of cover and the usual reason he was called out was because the gear had fractured the bonnet. Think of the grip a long valve has on a seat with half an inch of cover when there is 150psi bearing down on it!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
-
Stanley
- Global Moderator
- Posts: 90301
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: STEAM ENGINES AND WATERWHEELS
There's an old Scottish saying; "When a man isn't fishing he should be mending his nets". This isn't a bad principle to follow in any course in life and certainly applies to engine tenting.
As you will have gathered, the first principle is constant vigilance and cleaning and inspection while the engine is running. One of the best early indicators of impending trouble is the temperature of the large bearings. The problem with this is that most of them are moving at high speed. I can remember one day the Factory Inspector walking in unannounced and catching me stood at the side of the engine and timing my movements so I could put my hand on the crosshead which was reversing its stroke at twice the engine speed in rpm so about 140 times a minute. He was horrified because he was young and it was the first time he had ever seen a steam engine and his first thought was that under modern HSE the whole engine should be cased in guards! He reported to HQ in Manchester and brought his boss to see us. He took the opportunity to bring all his young staff for a visit and pointed out to them that whilst in modern terms the mill and all its processes broke the law and were dangerous, there wasn't a single accident worth noting in the Accident Book. He instructed them to turn a blind eye in such cases and trust the workers. Actually he was delighted to find he had a working steam mill on his patch!
The small things were important. Checking that drains from the engine were open and working properly, keeping valve stems and stuffing boxes properly packed and adjusted. I remember a visitor once asking me where the steam was as she watched the engine running. I told he that it was inside the engine where it should be and not leaking out through defective seals. There was no steam leakage at Bancroft! It was banned,
Keeping the ropes greased with graphite and tallow made for smooth delivery of power into the shed and preserved the ropes, 8 out of the 11 ropes on the flywheel were original from 1920. In the case of gear drives much heavier and stickier lubricant was needed and many engineers favoured hot gas tar which when it cooled stayed on the mating surfaces for a long time. Particularly useful on geared water wheels because it had good resistance to being washed off. There was a modern grease but it was based on an organo-phosphorous compound and I think eventually it was banned as a carcinogen. I knew about this problem and never used it.
We have to include the boiler, it's an essential element of the process! Steam boilers are inherently dangerous and had long been tightly inspected and controlled by the insurance companies. You'll find the history of this elsewhere on the site.
Basically a boiler has to built under insurance supervision and tested initially to twice its working pressure. Thereafter it has to be inspected by an insurance surveyor at least every 14 months which in affect was once a year at the summer close down as it had to be opened up to be inspected. The surveyor had the power to require any part of the boiler and its accessories to be stripped for inspection but if there was a good relationship between the surveyor and the engineer this was restricted to perhaps one item a year and some, like the dead weight safety valve needed no maintenance as long as the boiler passed the steaming test which was done by arrangement later when running normally. We would fire the boiler harder up to the safety limit which normally we never got to because it was a waste of steam. The boiler was red-lined at 160psi and we normally ran at 140psi. The surveyor wanted to see the valve lift at the red line and close properly. Things like 'feathering', leakage over the seat and smart closing told him all he needed to know about the condition of the valve. At the same time he noted how the engine ran at these high pressures. We never had any problems.
Every ten years the boiler had to have a more thorough inspection. Sections of insulation had to be removed to allow access for inspection for condition and thickness of the plates. Odd seating blocks beneath the boiler had to be removed for similar inspection and testing as this area was particularly susceptible to external corrosion and wastage. The boiler also had to have a hydraulic test to 50% above working pressure and was inspected for leaks.
This system was rigorous and affective. John and I liked it because it meant we were safe. A boiler explosion is a terrifying and life threatening event and was beyond our pay grade!
As you will have gathered, the first principle is constant vigilance and cleaning and inspection while the engine is running. One of the best early indicators of impending trouble is the temperature of the large bearings. The problem with this is that most of them are moving at high speed. I can remember one day the Factory Inspector walking in unannounced and catching me stood at the side of the engine and timing my movements so I could put my hand on the crosshead which was reversing its stroke at twice the engine speed in rpm so about 140 times a minute. He was horrified because he was young and it was the first time he had ever seen a steam engine and his first thought was that under modern HSE the whole engine should be cased in guards! He reported to HQ in Manchester and brought his boss to see us. He took the opportunity to bring all his young staff for a visit and pointed out to them that whilst in modern terms the mill and all its processes broke the law and were dangerous, there wasn't a single accident worth noting in the Accident Book. He instructed them to turn a blind eye in such cases and trust the workers. Actually he was delighted to find he had a working steam mill on his patch!
The small things were important. Checking that drains from the engine were open and working properly, keeping valve stems and stuffing boxes properly packed and adjusted. I remember a visitor once asking me where the steam was as she watched the engine running. I told he that it was inside the engine where it should be and not leaking out through defective seals. There was no steam leakage at Bancroft! It was banned,
Keeping the ropes greased with graphite and tallow made for smooth delivery of power into the shed and preserved the ropes, 8 out of the 11 ropes on the flywheel were original from 1920. In the case of gear drives much heavier and stickier lubricant was needed and many engineers favoured hot gas tar which when it cooled stayed on the mating surfaces for a long time. Particularly useful on geared water wheels because it had good resistance to being washed off. There was a modern grease but it was based on an organo-phosphorous compound and I think eventually it was banned as a carcinogen. I knew about this problem and never used it.
We have to include the boiler, it's an essential element of the process! Steam boilers are inherently dangerous and had long been tightly inspected and controlled by the insurance companies. You'll find the history of this elsewhere on the site.
Basically a boiler has to built under insurance supervision and tested initially to twice its working pressure. Thereafter it has to be inspected by an insurance surveyor at least every 14 months which in affect was once a year at the summer close down as it had to be opened up to be inspected. The surveyor had the power to require any part of the boiler and its accessories to be stripped for inspection but if there was a good relationship between the surveyor and the engineer this was restricted to perhaps one item a year and some, like the dead weight safety valve needed no maintenance as long as the boiler passed the steaming test which was done by arrangement later when running normally. We would fire the boiler harder up to the safety limit which normally we never got to because it was a waste of steam. The boiler was red-lined at 160psi and we normally ran at 140psi. The surveyor wanted to see the valve lift at the red line and close properly. Things like 'feathering', leakage over the seat and smart closing told him all he needed to know about the condition of the valve. At the same time he noted how the engine ran at these high pressures. We never had any problems.
Every ten years the boiler had to have a more thorough inspection. Sections of insulation had to be removed to allow access for inspection for condition and thickness of the plates. Odd seating blocks beneath the boiler had to be removed for similar inspection and testing as this area was particularly susceptible to external corrosion and wastage. The boiler also had to have a hydraulic test to 50% above working pressure and was inspected for leaks.
This system was rigorous and affective. John and I liked it because it meant we were safe. A boiler explosion is a terrifying and life threatening event and was beyond our pay grade!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!