Sorry about the glitch yesterday lads.... The server had a brain fart. I have put it right!
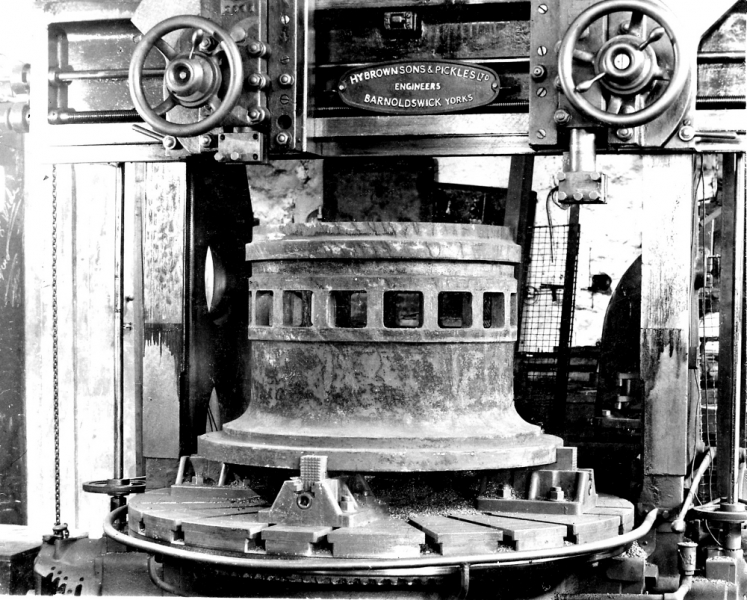
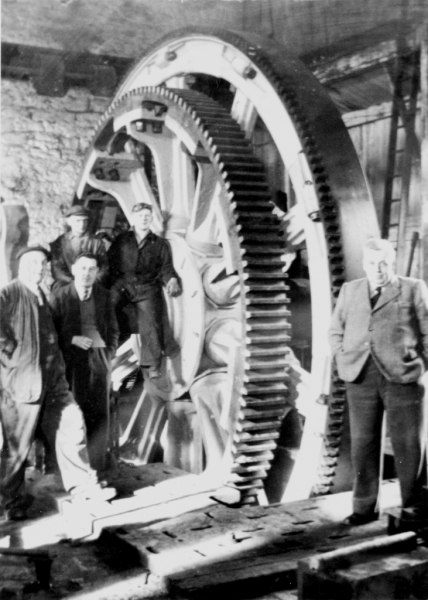
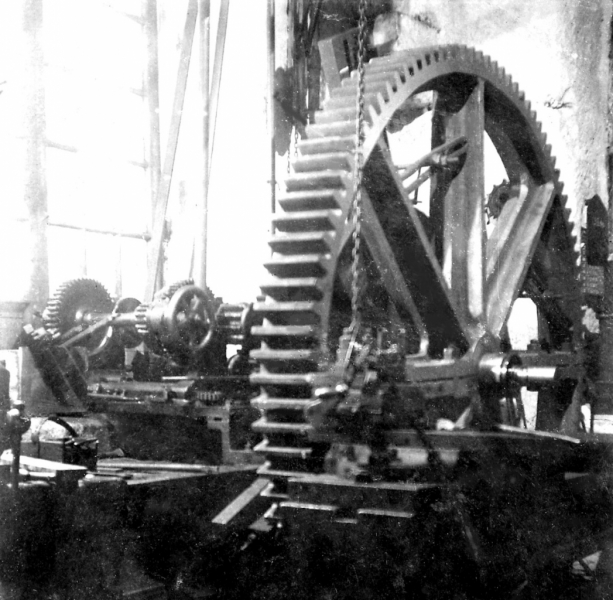
Now this spur wheel, we got it all together and it were the same month as I was married, middle of August 1939. We get this spur wheel on and I got it in gear and set it where we had had it before. We set the pedestals, we didn’t put bolts in the coupling. I said to Bob, we’ll just wind th’engine round now and it went round about a quarter of a turn and jammed. I says there’s something radically wrong here! Wind it round the other way so we wound it round the wrong way, I barred th’engine back, it had a barring rack in the wall and a round backed bar to pinch it through the flywheel arms. We barred it back and it went about three quarters of a turn backwards way before it jammed again. Then I chalked across the teeth where it had gone to and we barred it round again the right way until it jammed and then marked the teeth again in that position. This left a segment of about sixteen teeth where it wouldn’t come through. So we barred it back to where we could see it and we just stood in front of it, I says to Bob, My God, look at ‘em! All the teeth were stepping up, sixteen of them. So I rang me father up and he came up, took one look at it and said this wheel’s no good Newton. We’d never noticed it when it was in the lathe you know but there were one period when me father says to me it looks as though it’s leaning over does that wheel Newton. Well I says, no blooming wonder the weight that’s on that faceplate, it’s only a four-inch spindle in it! (Just as a matter of interest, Newton once said to me while he was watching me turning something at home “Me dad always said that once the workpiece is a bigger diameter than the spindle you’re losing accuracy” I have never forgotten that because when you think about it he’s right. The old lathe he was talking about was certainly struggling) He said it’s springing a long way then, keep away from it. That must have been what he had seen, them teeth out of square when it was going round. Anyway he rang Roberts up and they sent a man on to have a look at it. There weren’t many words said and they went away and I carried on with what I had to do, I’d still to couple up down the bottom of the well. Me father came up one morning and said come on, take me to Nelson we’ve to go and see Arthur Roberts. When we got to see Arthur Roberts he wouldn’t believe us, he said they never made any wheels like that. Me father says, you’ve made one yonder! He wouldn’t believe us because his foreman had come to look at it you know and Arthur wouldn’t believe that them teeth were like that. Well he says, if we can’t do sommat with that wheel it’ll finish us. They hadn’t been busy for a long, long while and if they had another to make at the price that was… Well, me father says, we can do sommat wi’ it, we can chip them teeth, there’s nobody going to bother about it as long as the wheel goes round and doesn’t make too much noise. He were a bit of an autocratic man were Arthur Roberts and he says, oh well, get them chipped Johnny! Me father says my lads aren’t chipping them teeth, you made the bloody wheel you mun chip it. He were getting a bit annoyed about the job, no he says, my two aren’t chipping that when they’ve other work to do an all so thy man mun chip it. All right says Arthur we’ll send someone on. Well the day after an old chap landed, a thin old chap he were about sixty years old. He gets sat down and starts chipping, he chipped all day and he’d done about one. Well I reckoned it up, that’s sixteen days for sixteen teeth if he comes on Sunday! I said to Bob, get t’chisels sharpened, let’s get started. So we shoved him off his buffet and got t’square across, you know from’t machined face, drew lines across and we started and we soon had ‘em off. He did a bit and we did a lot and within two or three days we had ‘em all chipped and it were going through. It didn’t growl in that one position you know, it were a reight good job and it never ailed owt no more.”
Stanley: “When you talk about this a lot of people nowadays won’t realise that going back into the old days, working with materials like cast iron and wrought iron, the techniques were very similar to woodworking in many ways. If you had a big keyway to cut out you just got a chisel and you chopped it out.”
“Oh, it was all hand work and these new alloy steel chisels are useless. If you took one of them to an old fitter he’d throw it at you. They’re bloody useless, he’d say I can’t chip wi’ a shovel! They don’t know how to draw one out for a start, you see they try to make them so as they last longer don’t they but we never did, we got a chisel and it had to be sharp and it cut till you took it back to the blacksmith and got it drawn out again. It didn’t matter if it broke, you’d say now then Harold, to t’blacksmith, that only stood up about half an hour and he’d say reight, we’ll run ‘em a bit further this time. There were a big variation in steel but we used to have ‘em right down to a feather edge. And you could chip away all day. They were all made of cast tool steel but even then it varied a lot did t’steel. You could harden steel to a certain colour off one bar and harden next bar the same and one ud go for hours and hours and t’next un ud happen break on the second blow. It were an art were that but you’d find out by trial and error, if it were a brittle bar you ran ‘em off a bit deeper blue.” (Newton is talking about hardening and tempering steel. On the second heat to temper the tool the colour of the metal told you how hard it was, from straw which was very brittle to dark blue which was softer but less likely to shatter.)
Stanley: “Yes, I have a set at home that I had made out of an old rock drill from the quarry. Jimmy Thompson made ‘em for me at Marton and by heck, them’s good chisels, drawn reight down”. (They were so good that Jimmy kept two out of the four he made out of the bar for himself. His test of a chisel was to see if they would cut the foot of the anvil which was solid Swedish steel and not steel faced like an English anvil. All those out of the drill passed with flying colours.)
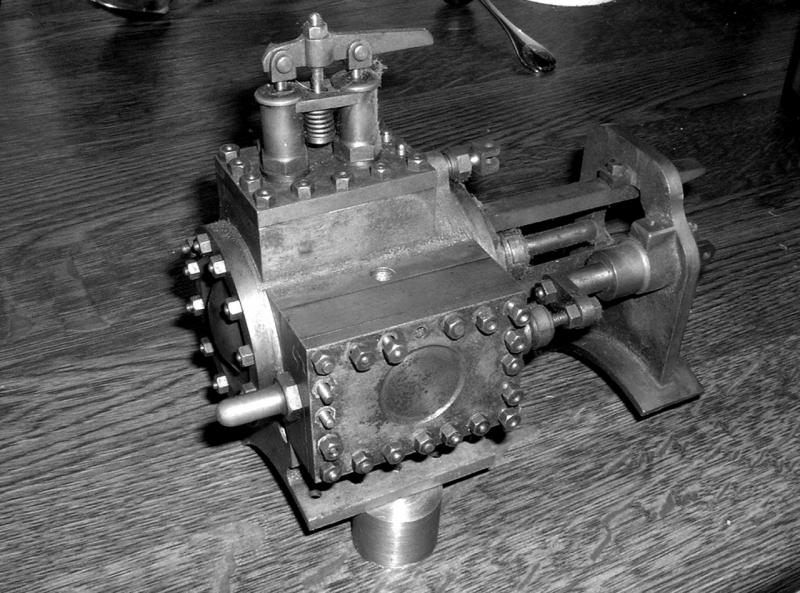
“We got the wheel straightened out and running and that was the end of that job, it never ailed anything no more all the rest of its life. We did a fair bit at the waterworks, we were allus there. He used to ring up did Wilfred Dixon and say send Newton up to take t’crank pins up on’t crankshaft. Least bit of a tap or a squelch and he’d want us to take a few thou off the joints, they were marine ends were them. There were two engines in there. There were a Timkins engine that were put in when them wells were sunk, at far side, it were that one that stripped the spur wheel. It ran the shallow well and had a governor on with a Stephenson’s link for the cut off and two eccentrics (Meyer cut-off gear). The other one were a Burnley Ironworks and it were a bonny engine, a very simple engine like your tape engine up at Bancroft but bigger of course. That were put in at t’other side to run the deep well pump which were three hundred and odd feet deep. But when they found out like, eh, that engine’s close to that well, why not put a clutch on there. So I think me father did that job in the early days, they lengthened the shaft and put a clutch in so they could run both low well, which were ninety odd feet deep and the deep well, or bore hole you see. Well that engine would run ‘em both. It were the Burnley Ironworks they stopped while I were down the well, when the water started boiling through them rocks, I can see it now I can tell you. Have you ever tried to climb up a two foot pipe with scabs and carbuncles on and big flanges? Grief, I were scared aye.”
Newton was always prone to a bad chest if he got a cold after that incident and years later his doctor told him that it was Legionnaire’s Disease quite possibly contracted down the well but nobody knew about it at the time.
Newton again, “In my time, as well as the two steam engines in the top shop they had a big National Gas engine about forty horse power for running the top deep well pump, in’t spare engine house up at t’top. I think that were put in after the Great War and that were three hundred and odd feet deep. The National engine were run off a suction plant. In those days it belonged to the Local Council like the gasworks. I think if you go up to Letcliffe Park you’ll find cores with some dates on. I can’t remember what it were when the bore hole was sunk at the back, that were three hundred and odd feet deep. Aye, t’cores that come out of the top deep bore hole, it’s a big hole is that top one, I think it’s about fourteen inch in diameter. (The cores are there in the park to this day.)
I’ve had t’buckets out of that some stock o’ times and the rods, you pull them up for ever. I had ‘em up twice about ten years ago. I’d been running your engine for George Bleasdale for nine week and I went straight up from there to the waterworks to pull t’bore hole rods up and one broke. And by gum we were lucky to catch it the first time, it broke about half way down and we noosed it the first do wi’t wire sling and noose and grabbed it. You know you can frig about, you can’t see owt and t’bore holes full of water you know, up t’tube, nearly to t’top if it’s been a wet season and I grabbed it t’first time, we were lucky. We pulled it out and replaced two bad rods. It had to come from Liverpool had t’timber to make the rods on. We put it all back together and it ran one summer out and part of one winter and then one morning they came for me, would I go it wouldn’t pump and it were a funny job. When I got up there they wouldn’t start it up to see why it wouldn’t pump. They’d been running all morning they said and it wouldn’t pump but they said we don’t want to run it again there might be another rod broken. I said them rods were sound what we put back down. Anyhow, me and Bob and Jimmy, we pulled ‘em all out again and there were nowt wrong wi’t rods and nothing wrong with the bucket so they said well it must have been dry. I said dry be damned, it wanted priming! Never known to be dry, it wanted priming, it were air-locked. You see, it were a tricky thing you know, we were brought up with it, there were a two inch bypass pipe came back from the top reservoir. Before we started that bore hole we used to open that two inch valve and it used to pump itself if you understand what I mean. Pump and go back, pump and go back (With the head of water on the by pass) until it got rid of all the air and filled the header pipe up. Now whether they’d opened that I don’t know but t’water board came to the conclusion it’s an old-fashioned thing, let’s put a submersible in there and that were the end of it. We shifted all the gearing and they put a submersible down and we made all new plates for the top and that’s the end of it. It’s running electrically now which were t’best thing really because before it had to be manned at all times. It were run wi’t electric motor of course the gas engine had gone, the steam engines had gone, it were the only one left which were run from t’big electric motor through gearing. So they put a submersible down they don’t take any looking after you know. It’s only the other week the buckets were taken from the shop, I think they’ve gone to a museum the foot valve and delivery bucket. Aye, it were a grand plant you know as it was originally, it were something to see them engines grumbling away in a dry summer, 24 hours a day.”
One last story about the waterworks that Newton told me off-tape. A new labourer was put in charge of the works one weekend and part of his job was to chlorinate the water in the top reservoir before it went out into the mains and service reservoirs. This was done by tipping a bucket of dilute chlorine compound in every day, no fancy automation then! Only problem was the labourer hadn’t been listening when they told him what to do, he put a bucketful of neat compound in and made everyone’s lives a misery for a few days till it wore off.
I could go on much longer with Newton’s accounts of the work that Brown and Pickles did but I fear it would be repetitious. In the latter days much of their work was in the heritage sector because they understood the old machinery that had to be refurbished. There was the refurbishment of the Stott Park Bobbin Mill at Lakeside at the bottom of Windermere. The removal of the large suspension wheel from Glasshouses Mill at Pately Bridge which was later re-installed at Quarry Bank at Styal. The removal of the Finsley View engine from Harle Syke now installed in the Science Museum and many other jobs, some of which I was associated with. However, we would soon degenerate into a list of projects rather than hearing the meat of what could go wrong and how it could be put right. I hope that I have conveyed to you some sense of the immense reservoir of skill that was Henry Brown Sons and Pickles. To go back to the preface, firms like Brown and Pickles, and there were many of them, were the essential bedrock of service that the textile industry needed to survive. They were experienced, resourceful and competent. They knew the needs of the industry and catered for them. No study of the textile industry could be complete without knowledge of these firms.
When they finished and the Wellhouse shop was demolished one of their old apprentices, Jack Gissing, who had started his own engineering firm bought them out and retained some of the machinery. Henry Brown Sons and Pickles still exists as part of the local firm, Gissing and Lonsdale on Wellhouse Road. Their main works includes the Havre Park foundry building that Johnny built for Henry Brown and Sons all those years ago. The Ouzledale Foundry is still in production at Long Ing. I hope I’ve given you some clues to the foundation of these enterprises and an example of how one man, Johnny Pickles, could leave his mark on the town.

593ft core from the later deep well in Letcliffe Park.